Разработка функциональной структуры робототехнических средств
Моделирование структурных схем исполнительных механизмов робототехнических средств
Алгоритм моделирования траектории выходного звена исполнительного органа робототехнического средства
Выбор критериев оптимизации при проектировании робототехнических средств
Принципы разработки циклограммы робототехнического средства
Контроль надежности робототехнического средства при испытаниях
Новые технические решения робототехнических средств для машин прядильного производства
Проектирование усовершенствованного автосъемника бобин АС‑120 для пневмомеханической прядильной машины ППМ‑120
Определение конструктивных требований к функционально взаимодействующим структурным схемам рабочих органов автосъемника бобин
Новые технические решения основных исполнительных органов автосъемника бобин АС‑120 с учетом граничных условий проектирования
Определение траектории выходного звена механизма сопла
Оптимизация конструктивных параметров коромысла нового механизма сопла
Вычисляем коэффициенты k и b, используя подпрограмму KOR
Из двух значений y выбираем максимальное согласно конструктивным особенностям механизма сопла
Навигация
Принципы разработки циклограммы робототехнического средства
Проектирование роботехнических средств для поточных линий прядильного производства
149120
знаков
11
таблиц
29
изображений
1.5 Принципы разработки циклограммы робототехнического средства
С целью повышения надежности работы робототехнического средства текстильной машины изучим проблему синхронизации движений его исполнительных механизмов, т.е. выявим принципы разработки циклограммы этой системы.
Данная проблема предполагает рассмотрение вопроса оценки быстродействия РС текстильных машин. Для рассматриваемых РС характерны: повторно-кратковременный режим работы, большая частота пусков, высокое быстродействие при обслуживании рабочего места текстильной машины. С учетом этих факторов оценку быстродействия РС исследуем с позиций запаздывания передачи крутящего момента ![]() от приводов манипулятора к его исполнительным органам. На основании кинематических схем существующих РС текстильных машин для поточных линий прядильного производства выявлены наиболее распространенные виды механических передач для таких РС. К ним относятся: кулачковые, червячные, зубчатые и цепные передачи. Последние три типа передач имеют боковой зазор
от приводов манипулятора к его исполнительным органам. На основании кинематических схем существующих РС текстильных машин для поточных линий прядильного производства выявлены наиболее распространенные виды механических передач для таких РС. К ним относятся: кулачковые, червячные, зубчатые и цепные передачи. Последние три типа передач имеют боковой зазор ![]() , который необходим для устранения возможного заклинивания при нагреве передачи, обеспечения условий протекания смазочного материала. Этот зазор также служит для компенсации погрешностей изготовления и монтажа передачи.
, который необходим для устранения возможного заклинивания при нагреве передачи, обеспечения условий протекания смазочного материала. Этот зазор также служит для компенсации погрешностей изготовления и монтажа передачи.
Очевидно, что при почти мгновенной остановке ведущего звена таких передач в PC ведомое звено будет продолжать свое движение вследствие воздействия на него инерциальных сил. Из-за мгновенной остановки ведущего звена и малой величины бокового зазора между нерабочими профилями поверхностей сопряженных звеньев это движение будет продолжаться до тех пор, пока последний не выберется. В результате чего прерывается контакт рабочих профилей поверхностей сопрягаемых звеньев и между ними возникает боковой зазор. Отметим, что при наличии высоких рабочих скоростей ведущих звеньев между нерабочими профилями поверхностей сопряженных звеньев может возникнуть явление удара.
На основании вышесказанного на быстродействие PC текстильных машин будет оказывать влияние время выработки боковых зазоров таких передач, входящих в кинематические цепи исполнительных органов PC.
Определим суммарное время выработки всех максимальных боковых зазоров ![]() кинематической цепи отдельного исполнительного органа PC, получаемых при наиболее неблагоприятных сочетаниях отклонений составляющих размеров.
кинематической цепи отдельного исполнительного органа PC, получаемых при наиболее неблагоприятных сочетаниях отклонений составляющих размеров.
В ![]() -й цилиндрической зубчатой передаче имеем:
-й цилиндрической зубчатой передаче имеем:
![]() ,
,
где ![]() – гарантированный боковой зазор
– гарантированный боковой зазор ![]() -й цилиндрической передачи;
-й цилиндрической передачи; ![]() ,
, ![]() – допуск на дополнительное смещение исходного контура шестерни и колеса соответственно
– допуск на дополнительное смещение исходного контура шестерни и колеса соответственно ![]() -й цилиндрической передачи;
-й цилиндрической передачи; ![]() – верхнее предельное отклонение межосевого расстояния
– верхнее предельное отклонение межосевого расстояния ![]() -й цилиндрической передачи;
-й цилиндрической передачи; ![]() – угол профиля зуба исходного контура в нормальном сечении
– угол профиля зуба исходного контура в нормальном сечении ![]() -й цилиндрической передачи
-й цилиндрической передачи ![]() .
.
Поскольку боковой зазор определяют в сечении, перпендикулярном к направлению зубьев, в плоскости, касательной к основным цилиндрам, поэтому время ![]() выработки
выработки ![]() в
в ![]() -й цилиндрической зубчатой передаче определится как:
-й цилиндрической зубчатой передаче определится как:
 ,
,
где ![]() – число оборотов ведущей шестерни
– число оборотов ведущей шестерни ![]() -й цилиндрической передачи;
-й цилиндрической передачи; ![]() – диаметр основной окружности ведущей шестерни
– диаметр основной окружности ведущей шестерни ![]() -й цилиндрической передачи.
-й цилиндрической передачи.
Учитывая, что
![]()
где ![]() – стандартный модуль зубчатого зацепления
– стандартный модуль зубчатого зацепления ![]() -й цилиндрической передачи;
-й цилиндрической передачи; ![]() – число зубьев ведущей шестерни
– число зубьев ведущей шестерни ![]() -й цилиндрической передачи, получим
-й цилиндрической передачи, получим
Для определения ![]() в зубчатой конической ортогональной передаче воспользуемся методом дополнительных конусов, позволяющим рассматривать взаимодействие профилей зубьев не на сфере, а на поверхности соприкасающихся со сферой дополнительных конусов. При развертывании на плоскость дополнительных конусов рассматривают зубчатую цилиндрическую передачу, эквивалентную зубчатой конической ортогональной передаче.
в зубчатой конической ортогональной передаче воспользуемся методом дополнительных конусов, позволяющим рассматривать взаимодействие профилей зубьев не на сфере, а на поверхности соприкасающихся со сферой дополнительных конусов. При развертывании на плоскость дополнительных конусов рассматривают зубчатую цилиндрическую передачу, эквивалентную зубчатой конической ортогональной передаче.
В u‑й зубчатой конической ортогональной передаче имеем:
![]() ,
,
где ![]() – гарантированный боковой зазор u‑й конической передачи;
– гарантированный боковой зазор u‑й конической передачи; ![]() – допуск на дополнительное смещение исходного контура шестерни и колеса соответственно u‑й конической передачи;
– допуск на дополнительное смещение исходного контура шестерни и колеса соответственно u‑й конической передачи; ![]() – верхнее предельное отклонение осевого смещения зубчатого венца шестерни и колеса соответственно u‑й конической передачи;
– верхнее предельное отклонение осевого смещения зубчатого венца шестерни и колеса соответственно u‑й конической передачи; ![]() – угол профиля зуба исходного контура в нормальном сечении цилиндрической передачи, эквивалентной u‑й конической передаче
– угол профиля зуба исходного контура в нормальном сечении цилиндрической передачи, эквивалентной u‑й конической передаче ![]() .
.
Время ![]() выборки
выборки ![]() в u‑й зубчатой конической ортогональной передаче определится, как:
в u‑й зубчатой конической ортогональной передаче определится, как:
 ,
,
где ![]() – число оборотов ведущей шестерни u‑й конической передачи;
– число оборотов ведущей шестерни u‑й конической передачи; ![]() – диаметр основной окружности ведущей шестерни цилиндрической передачи, эквивалентной u‑й конической передаче.
– диаметр основной окружности ведущей шестерни цилиндрической передачи, эквивалентной u‑й конической передаче.
Учитывая, что:
![]() ,
,
где ![]() – стандартный модуль зубчатого зацепления
– стандартный модуль зубчатого зацепления ![]() -й конической передачи;
-й конической передачи; ![]() – число зубьев ведущей шестерни
– число зубьев ведущей шестерни ![]() -й конической передачи;
-й конической передачи; ![]() – угол, равный половине угла раствора начального конуса ведущей шестерни
– угол, равный половине угла раствора начального конуса ведущей шестерни ![]() -й конической передачи, получим
-й конической передачи, получим
 .
.
В ![]() -й червячной передаче имеем:
-й червячной передаче имеем:
![]() ,
,
где ![]() – гарантированный боковой зазор
– гарантированный боковой зазор ![]() -й червячной передачи;
-й червячной передачи; ![]() – допуск на дополнительное смещение исходного контура червяка и червячного колеса соответственно
– допуск на дополнительное смещение исходного контура червяка и червячного колеса соответственно ![]() -й червячной передачи;
-й червячной передачи; ![]() – верхнее предельное отклонение межосевого расстояния
– верхнее предельное отклонение межосевого расстояния ![]() -й червячной передачи;
-й червячной передачи; ![]() – угол подъема нитки червяка
– угол подъема нитки червяка ![]() -й червячной передачи определяется как
-й червячной передачи определяется как
![]() ,
,
где ![]() – поступательная скорость червяка
– поступательная скорость червяка ![]() -й червячной передачи, равная
-й червячной передачи, равная
![]() ,
,
где ![]() – число оборотов червяка
– число оборотов червяка ![]() -й червячной передачи;
-й червячной передачи; ![]() – шаг червяка
– шаг червяка ![]() -й червячной передачи, равный
-й червячной передачи, равный
![]() ,
,
где ![]() – стандартный модуль червячного зацепления
– стандартный модуль червячного зацепления ![]() -й червячной передачи.
-й червячной передачи.
С учетом получим:
 .
.
В v‑й цепной передаче имеем:
![]()
где ![]() – верхнее предельное отклонение шага цепи v‑й цепной передачи;
– верхнее предельное отклонение шага цепи v‑й цепной передачи; ![]() – нижнее предельное отклонение шага звездочки v‑й цепной передачи;
– нижнее предельное отклонение шага звездочки v‑й цепной передачи; ![]() – предельное отклонение длины отрезка цепи v‑й цепной передачи;
– предельное отклонение длины отрезка цепи v‑й цепной передачи; ![]() – число звеньев в v‑й цепной передаче.
– число звеньев в v‑й цепной передаче.
Время ![]() выборки
выборки ![]() в v‑й цепной передаче определяется как
в v‑й цепной передаче определяется как
 ,
,
где ![]() – число оборотов ведущей звездочки v‑й цепной передачи;
– число оборотов ведущей звездочки v‑й цепной передачи; ![]() – диаметр делительной окружности ведущей звездочки v‑й цепной передачи, равный
– диаметр делительной окружности ведущей звездочки v‑й цепной передачи, равный
![]() ,
,
где ![]() – шаг цепи v‑й цепной передачи;
– шаг цепи v‑й цепной передачи; ![]() – число зубьев ведущей звездочки v‑й цепной передачи.
– число зубьев ведущей звездочки v‑й цепной передачи.
С учетом имеем:
 .
.
Значения параметров, входящих в ![]() , для всех видов рассматриваемых передач определяются по соответствующей литературе и зависят от степени или класса точности исполнения сопряженных звеньев этих передач.
, для всех видов рассматриваемых передач определяются по соответствующей литературе и зависят от степени или класса точности исполнения сопряженных звеньев этих передач.
Обозначим время запаздывания передачи ![]() в любом зубчатом механизме, как
в любом зубчатом механизме, как ![]() , тогда при
, тогда при ![]() имеем:
имеем:
 ,
,
где 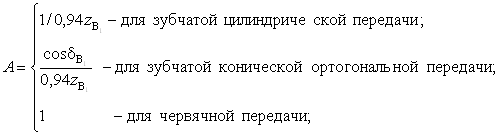
![]() – максимальный боковой зазор между взаимодействующими зубьями рассматриваемого механизма;
– максимальный боковой зазор между взаимодействующими зубьями рассматриваемого механизма; ![]() – число оборотов ведущего звена рассматриваемого механизма;
– число оборотов ведущего звена рассматриваемого механизма; ![]() – стандартный модуль зубчатого зацепления рассматриваемого механизма.
– стандартный модуль зубчатого зацепления рассматриваемого механизма.
Время запаздывания передачи ![]() в любом цепном механизме обозначим
в любом цепном механизме обозначим ![]() ), тогда суммарное время
), тогда суммарное время ![]() запаздывания передачи
запаздывания передачи ![]() в кинематической цепи любого исполнительного органа робототехнического средства определяется, как
в кинематической цепи любого исполнительного органа робототехнического средства определяется, как
 ,
,
где ![]() – число зубчатых передач в кинематической цепи исполнительного органа РС;
– число зубчатых передач в кинематической цепи исполнительного органа РС; ![]() – число зубчатых и цепных передач в кинематической цепи исполнительного органа РС.
– число зубчатых и цепных передач в кинематической цепи исполнительного органа РС.
В робототехническом средстве необходимо выявить исполнительные органы с максимальным ![]() и минимальным
и минимальным ![]() значениями времени запаздывания передачи крутящего момента в кинематических цепях исполнительных механизмов.
значениями времени запаздывания передачи крутящего момента в кинематических цепях исполнительных механизмов.
Определим диапазон времени ![]() запаздывания передачи крутящего момента от привода РС к его исполнительным органам, который необходимо учитывать при разработке циклограммы манипулятора:
запаздывания передачи крутящего момента от привода РС к его исполнительным органам, который необходимо учитывать при разработке циклограммы манипулятора:
![]() .
.
Величина ![]() будет влиять на точность позиционирования исполнительных органов РС, а следовательно, на синхронизацию их движений и надежность работы РС. С целью повышения надежности работы РС необходимо стремиться к уменьшению значения
будет влиять на точность позиционирования исполнительных органов РС, а следовательно, на синхронизацию их движений и надежность работы РС. С целью повышения надежности работы РС необходимо стремиться к уменьшению значения ![]() , при этом считаем, что должно выполняться условие:
, при этом считаем, что должно выполняться условие:
![]() ,
,
где ![]() – время цикла рабочего органа РС, имеющего
– время цикла рабочего органа РС, имеющего ![]() ;
; ![]() – требуемый уровень надежности системы РС.
– требуемый уровень надежности системы РС.
Ошибка позиционирования рабочего органа, у которого суммарное время запаздывания передачи ![]() равно
равно ![]() относительно рабочего органа, взаимодействующего с ним в течение цикла работы РС d раз и имеющего
относительно рабочего органа, взаимодействующего с ним в течение цикла работы РС d раз и имеющего ![]() , определяется при первом взаимодействии как:
, определяется при первом взаимодействии как:
![]() ,
,
где ![]() – ошибка позиционирования при первом взаимодействии рабочих органов;
– ошибка позиционирования при первом взаимодействии рабочих органов; ![]() – скорость перемещения рабочего органа.
– скорость перемещения рабочего органа.
Для надежного функционирования PC при разработке циклограммы последнего требуется выполнить условие:
![]() ,
,
где ![]() – допуск позиционирования рабочего органа, определяемый условиями работы PC.
– допуск позиционирования рабочего органа, определяемый условиями работы PC.
При последнем взаимодействии рабочих органов ошибка их позиционирования ![]() относительно друг друга равна:
относительно друг друга равна:
![]() ,
,
т.е. имеет место накапливание ошибки позиционирования и снижение надежности работы PC. Для того чтобы указанный фактор не оказывал влияния на нормальное функционирование PC, при разработке циклограммы последнего необходимо выполнить следующее условие:
![]() .
.
Анализ выражений, показывает, что для соблюдения требования и повышения надежности работы PC при разработке его циклограммы следует произвести либо одно из нижеперечисленных действий, либо сочетание из нескольких этих действий:
1) уменьшение числа d взаимодействий между двумя рабочими органами;
2) уменьшение ошибки позиционирования ![]() при первом взаимодействии рабочих органов;
при первом взаимодействии рабочих органов;
3) уменьшение диапазона времени ![]() запаздывания передачи
запаздывания передачи ![]() от привода PC к его исполнительным органам;
от привода PC к его исполнительным органам;
4) уменьшение скорости перемещения ![]() рабочего органа;
рабочего органа;
5) исключение взаимодействия рабочих органов с суммарным временем запаздывания ![]() , равным
, равным ![]() и
и ![]() соответственно, либо сведение этого взаимодействия к одному разу, либо уменьшение значения
соответственно, либо сведение этого взаимодействия к одному разу, либо уменьшение значения ![]() , либо увеличение значения
, либо увеличение значения ![]() ;
;
6) уменьшение числа ![]() зубчатых и цепных передач в кинематической цепи исполнительного органа;
зубчатых и цепных передач в кинематической цепи исполнительного органа;
7) уменьшение величин ![]() максимальных боковых зазоров в передачах кинематической цепи исполнительного органа;
максимальных боковых зазоров в передачах кинематической цепи исполнительного органа;
8) увеличение чисел ![]() оборотов ведущих звеньев в передачах кинематической цепи исполнительного органа;
оборотов ведущих звеньев в передачах кинематической цепи исполнительного органа;
9) увеличение стандартных модулей ![]() в зубчатых передачах кинематической цепи исполнительного органа;
в зубчатых передачах кинематической цепи исполнительного органа;
10) увеличение чисел ![]() зубьев ведущих звеньев в передачах кинематической цепи исполнительного органа;
зубьев ведущих звеньев в передачах кинематической цепи исполнительного органа;
11) уменьшение углов ![]() , равных половинам соответствующих углов раствора начальных конусов ведущих звеньев конических ортогональных зубчатых передач, входящих в кинематическую цепь исполнительного органа;
, равных половинам соответствующих углов раствора начальных конусов ведущих звеньев конических ортогональных зубчатых передач, входящих в кинематическую цепь исполнительного органа;
12) увеличение шагов цепей ![]() в цепных передачах, входящих в кинематическую цепь исполнительного органа.
в цепных передачах, входящих в кинематическую цепь исполнительного органа.
Из приведенного перечня следует исключить пп. 4, 9…12 по следующим причинам:
– уменьшение параметра ![]() противоречит п. 8; кроме того, для повышения эффективности работы PC необходимо уменьшить время выполнения им рабочего цикла по обслуживанию текстильной машины;
противоречит п. 8; кроме того, для повышения эффективности работы PC необходимо уменьшить время выполнения им рабочего цикла по обслуживанию текстильной машины;
– увеличение параметров ![]() или
или ![]() повлечет за собой увеличение габаритных размеров передач, следовательно, увеличится металлоемкость и габаритные размеры всего PC;
повлечет за собой увеличение габаритных размеров передач, следовательно, увеличится металлоемкость и габаритные размеры всего PC;
– увеличение углов ![]() исключаем потому, что в существующих конструкциях PC они приняты равными
исключаем потому, что в существующих конструкциях PC они приняты равными ![]() ;
;
– увеличение шагов цепей ![]() исключаем потому, что в существующих конструкциях PC они приняты равными 12,7 мм.
исключаем потому, что в существующих конструкциях PC они приняты равными 12,7 мм.
Очевидно, что кардинальным решением взаимосвязанных проблем повышения надежности работы PC, увеличения степени его быстродействия и синхронизации движений его исполнительных органов является применение в его конструкции беззазорных зубчатых передач, что также позволит при наличии высоких рабочих скоростей исполнительных органов исключить появление удара при соприкосновении нерабочих поверхностей зубьев. Однако это требует высокой культуры машиностроительного производства и применения специальных материалов при изготовлении зубчатых передач PC, что резко повысит себестоимость последнего. Кроме того, наладка и эксплуатация такого PC вследствие условий текстильного производства требует высокой герметичности зубчатых передач и наличия высококвалифицированного обслуживающего персонала.
Более приемлемым является вариант, когда при взаимодействии исполнительных органов один из них, у которого суммарное время запаздывания ![]() равно
равно ![]() , в этот момент имеет выстой, продолжительность которого
, в этот момент имеет выстой, продолжительность которого ![]() определяется как:
определяется как:
![]() ,
,
где ![]() – время, необходимое для выполнения совместной технологической операции взаимодействующих исполнительных органов.
– время, необходимое для выполнения совместной технологической операции взаимодействующих исполнительных органов.
Выражение означает увеличение зоны перекрытия временных диапазонов позиционирования исполнительных органов при совместном выполнении ими технологической операции. Как нами отмечалось в п. 1.1, для этой цели лучше всего использовать кулачковые механизмы. Далее выходное звено исполнительного механизма необходимо выполнить самоустанавливающимся и саморегулируемым, что позволит повысить точность позиционирования. Применение в кинематической схеме PC плоских и пространственных зубчатых механизмов должно быть рациональным; цепные передачи не должны иметь большое межосевое расстояние. Для получения равнозначной вероятности безотказной работы всех исполнительных органов PC необходимо также учитывать надежность элементов системы и последовательность их соединений.
0 комментариев