Обзор катализаторов
Сульфидные катализаторы
Процесс, разработанный Французским институтом нефти
Процесс «Хайдрар», разработанный фирмой Universal Oil Products Co
Гидрирование бензола по бесциркуляционной схеме
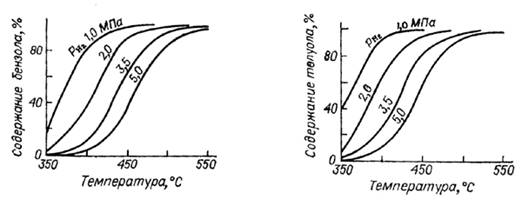
Влияние температуры на процесс гидрирования
Технико-технологические расчеты
Уточнение степени конверсии бензола в циклогексан
Расчет основных расходных коэффициентов
Навигация
Процесс, разработанный Французским институтом нефти
Производство циклогексана из бензола
50989
знаков
6
таблиц
6
изображений
1.3.1 Процесс, разработанный Французским институтом нефти
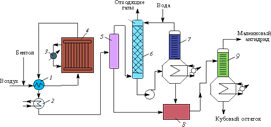
Назначение — производство циклогексана высокой чистоты каталитическим гидрированием бензола. Процесс протекает в две стадии. На первой из них осуществляется гидрирование основной части бензола на суспендированном непирофорном никеле Ренея, на второй — дегидрирование на стационарном катализаторе Ni/Al203 (рис. 1.4).
Схема процесса производства циклогексана, разработанного Французским институтом нефти:
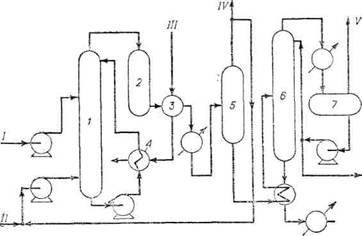
Рис. 1.4
1 — основной реактор гидрирования; 2 — вспомогательный реактор гидрирования; 3 — теплообменник; 4 — конденсатор; 5 — сепаратор высокого давления; 6 — колонна стабилизации; 7 — сепаратор; / — бензол; // — водород; /// — вода; IV — отдувочный газ; V — циклогексан.
Бензол и водород поступают в основной реактор жидкофазного гидрирования, куда насосом подается и катализатор в виде суспензии. Однородность распределения катализатора обеспечивается барботированием газа через жидкость и интенсивной циркуляцией реакционного раствора через выносной теплообменник, в котором генерируется технический пар низкого давления. Температура в реакторе регулируется за счет испарения циклогексана. Гидрирование проводится при 200 СС и 4 МПа (парциальное давление водорода приблизительно 0,3 МПа).
Продукты реакции из верхней части основного реактора гидрирования поступают во вспомогательный реактор, в котором обеспечивается практически 100%-ная степень превращения бензола в циклогексан. Затем продукты отводятся в сепаратор высокого давления и подвергаются фракционированию в колонне стабилизации. Газообразные продукты из сепаратора частично возвращаются па рецикл. Газы отдувки из сепаратора и колонны стабилизации используются в качестве топлива. Расход суспендированного катализатора составляет 1 кг на 2,3 т циклогексана. Активность катализатора зависит от содержания окиси углерода в водороде — максимально 0,002% (масс). Длительность работы обусловливается содержанием серы в бензоле, которой должно быть не более 0,0001% (масс).
Лимитирующими факторами производительности реактора гидрирования являются мощность жидкостных насосов и предельно допустимая скорость барботирования газа, при превышении которой начинается унос жидкости и катализатора с отходящими парами.
При нормальном режиме установка работает 5—6 месяцев до полной смены катализатора. Выход циклогексана стехиометрический, чистота £>99,8% (масс).
Основные показатели промышленной установки производительностью 215 тыс. т/год циклогексана при использовании бензола 99,9%-ной чистоты и насыщенного водой водорода при давлении 3,0—3,4 МПа приведены в табл. 1.1. /2/.
Таблица 1.1.
| Показатели | Содержание водорода в газе, % (мол.) | |
| 75 | 95-98 | |
| Расход бензола, т/ч Расход водорода, тыс. м3/ч Использование водорода, % Выход циклогексана, т/ч Начальная загрузка катализатора NiPS-2в жидкофазный реактор, т Расход катализатора, т/год Расход катализатора, т/100 т циклогексана Расход охлаждающей воды, т/ч Расход технологической воды, т/ч Расход пара среднего давления, т/ч Расход генераторного пара низкого давления (188 °С; 0,55 МПа), т/ч Расход электроэнергии, кВт-ч Общие капитальные затраты, тыс. долл. | 22,85 31,15 89 24,375 8,25 13,4 0,062 0,575 23,4 2,4 23,4 220,0 2300 | 22,67 22,14 98 24,375 8,25 13,4 0,062 0,575 23,4 2,4 23,4 280,0 2450 |
1.3.2 Процесс, разработанный фирмой Atlantic Richfield
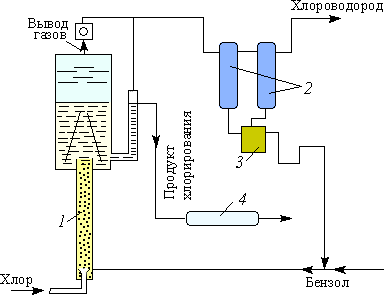
Гидрирование бензола осуществляется с применением катализатора Pt/A!203, предложенного фирмой Engelgard. Бензол смешивают со свежим и циркулирующим водородом, смесь нагревают в теплообменнике сырье/продукт и направляют в реактор (рис. 1.5). Теплоту реакции отводят водой, используя ее для получения пара. Это облегчает поддержание максимальной предельной температуры на выходе из реактора, отпадает необходимость рециркуляции циклогексана для регулирования температурного режима.
После теплообмена с сырьем продукты реакции дополнительно охлаждают и направляют в сепаратор. Часть выделяющегося водорода используют для циркуляции, а отходящий газ охлаждают (холодильный цикл) для выделения циклогексана, после чего направляют в заводскую сеть топливного газа.
Жидкую фазу из сепаратора вместе с конденсатом от охлаждения отходящего газа подают в колонну стабилизации, где отгоняются легкие компоненты, а товарный циклогексан выводится как кубовый продукт, Выход циклогексана стехиометрический, чистота 99,9% .
Схема производства циклогексана, разработанного фирмой Atlantic Richfield
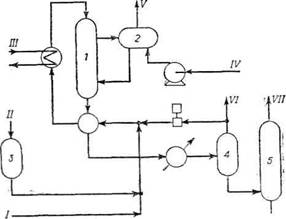
Рис. 1.5.
1-основной реактор гидрирования; 2 -котел-утилизатор; 3 –адсорбер-осушитель; 4- сепаратор; 6 - колонна стабилизации; / - бензол; // - водород; /// - водяной пар; IV -вода; V- пар; отдувочный газ; топливный газ; циклогексан.
Зависимость чистоты циклогексана от качества исходного бензола представлена в табл. 1.2. /2/.
Таблица 1.2
Характеристики бензола и циклогексана
| Вещество | Содержание , % (масс.) | |
| В бензоле | В циклогексане | |
| Парафин С6 Метилциклопентан Метилциклогексан н-Гексан Толуол Бензол Циклогексан | 0,015 0,010 0,003 0,002 0,005 99,950 0,015 | 0,015 0,010 0,008 0,002 - 0,001 99,964 |
Похожие работы
... H2 3329,3-95,3 = 3234 N2 3317,5-94,9 = 3222,6 6549,4 Расход свежей азотоводородной смеси должен компенсировать затраты водорода на реакцию гидрирования, потери азотоводородной смеси при продувке и на растворение в циклогексане. Состав свежей азотоводородной смеси: V , м3/ч H2 7348 - 3340,1 + 95,3 + 10,8 = 4114 N2 94,9 + 22,5 = 117,4 &# ...


... в реакторе регулируется за счет испарения циклогексана. Гидрирование проводится при 200 °С и давлении 4 МПа (парциальное давление водорода ~0,3 МПа). Рис. 3. Технологическая схема процесса производства циклогексана: 1 — основной реактор гидрирования; 2 — вспомогательный реактор гидрирования; 3 — 5, 8 — теплообменники; 6 — сепаратор высокого давления; 7 — колонна стабилизации; 9 — сепаратор; ...
... в эксплуатацию комбинированные установки по неглубокой - переработке нефти ЛК-6У. Установки ЛК-6У состоят из пяти секций: 1) электрообессоливание и первичная перегонка нефти (ЭЛОУ-АТ); 2) каталитический риформинг с предварительной гидроочисткой бензина; 3) гидроочистка авиакеросина; 4) гидроочистка дизельного топлива; 5) газофракционирование. На установке ЛК-6У применено новое укрупненное ...
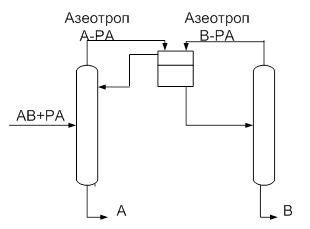
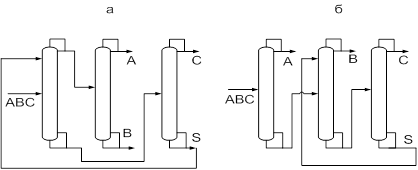
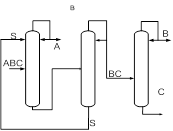
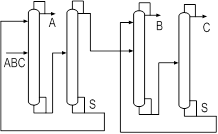
... резкое изменение температуры, обусловленное скачкообразным изменением концентрации РА. [12] Постановка задачи Целью данной работы является поиск оптимальной схемы экстрактивной ректификации смеси бензол-циклогексан-этилбензол-н-пропилбензол, содержащей один бинарный азеотроп. Для этого необходимо выполнить: · параметрическую оптимизацию традиционных схем экстрактивной ректификации; · ...
0 комментариев