Обзор катализаторов
Сульфидные катализаторы
Процесс, разработанный Французским институтом нефти
Процесс «Хайдрар», разработанный фирмой Universal Oil Products Co
Гидрирование бензола по бесциркуляционной схеме
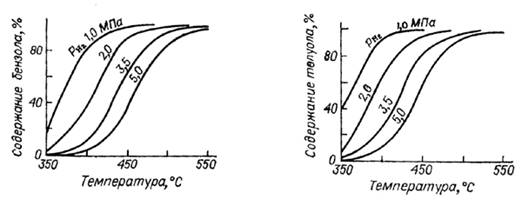
Влияние температуры на процесс гидрирования
Технико-технологические расчеты
Уточнение степени конверсии бензола в циклогексан
Расчет основных расходных коэффициентов
Навигация
Гидрирование бензола по бесциркуляционной схеме
Производство циклогексана из бензола
50989
знаков
6
таблиц
6
изображений
1.3.7 Гидрирование бензола по бесциркуляционной схеме
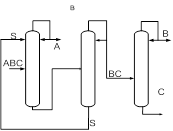
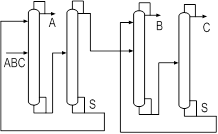
Потери водорода с отдувочными газами, а следовательно, и общий расход водорода существенно зависят от содержания инертных компонентов в свежем водороде. Снижение расхода низкоконцентрированного водородсодержащего газа возможно при ступенчатом гидрировании, когда свежий бензол в первых ступенях процесса встречается с частично отработанным газом последующих ступеней. Это позволяет максимально использовать водород и устранить циркуляцию газа.
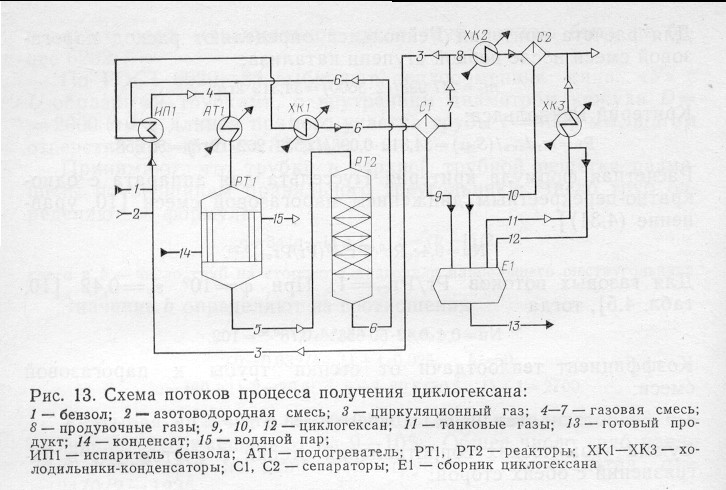
В одном из вариантов бесциркуляционной схемы гидрирование проводится в две ступени в трубчатых реакторах с применением никeль-xpoмoвoгo катализатора. В I ступень подают исходный бензол и отработанный водород после II ступени (мольное отношение Н2 : С6Н6 = 2,5: 1). Количество газа и содержание водорода в нем таковы, что степень конверсии бензола в I ступени составляет примерно 50%. Так как в реакционной зоне I ступени имеется значительный избыток бензола, происходит практически полное исчерпывание водорода из азотоводородной смеси.
Во II ступени смесь бензола,и циклогексана (1:1) обрабатывается свежим водородсодержащим газом при мольном отношении газ : бензол, равном 4:1. Здесь заканчивается гидрирование бензола в циклогексан /1/.
1.3.8 Гидрирование в ректификационной колонне
Разработан способ гидрирования ненасыщенных циклических соединений в реакционно-ректификационной колонне. Проводят в жидкой фазе, в присутствии катализатора гидрирования, выполненного в форме насадки для перегонки, имеющего структуру, пригодную для дистилляции, и представляющего собой металл, нанесенный на носитель из оксида алюминия. Избыточное давление в верхней части колонны составляет до 24,61 кг/см2. Способ отличается тем, что температура кубового остатка составляет от 100 до 190°C. Особенностью является то, что проводят дополнительную стадию гидрирования головного жидкого продукта, содержащего циклогексан и непрореагировавший бензол, вместе с водородом в одноцикловом реакторе с неподвижным слоем, содержащем катализатор гидрирования, для догидрирования по существу всего непрореагировавшего бензола с водородом с целью получения дополнительного количества циклогексана /4/. Более подробное описание процесса в Приложении 1.
1.4 Обоснование выбора технологической схемы гидрирования
Проанализировав все возможные способы гидрирования бензола, я пришла к выводу, что самой оптимальной схемой является гидрирование в паровой фазе на никельхромовых катализаторах с применением комбинирования двух реакторов с суспендированным и стационарным катализатором. Выбор обосновывается следующими причинами:
1) Энергетически парофазное гидрирование имеет заметные преимущества перед жидкофазным, особенно если парофазное осуществлять в трубчатых реакторах с одновременным получением энергетического пара. Кроме того, при реализации жидкофазного процесса возникают затруднения, связанные с использованием суспендированного катализатора.
2) Комбинирование реакторов позволяет достигать высокой производительности и степени превращения сырья. В основном реакция протекает в первом реакторе. Во втором реакторе происходит только небольшая доля превращений, причем охлаждения не требуется.
3) Никелевые катализаторы быстро и необратимо адсорбируют сернистые соединения. Поэтому их можно использовать в качестве эффективных форконтактов для тонкой очистки бензола.
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Химизм процесса
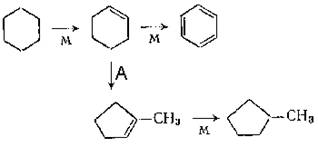
Циклогексан получают гидрированием бензола по реакции:
С6Н6 + ЗН2 ↔C6H12, -∆H°298=206,07 кДж/моль
Реакция обратима и сопровождается выделением большого количества тепла. При реализации процесса промышленного состава возникают трудности связанные со съемом тепла, возникающим в процессе реакции. Также бензол следует очистить от соединений серы, являющихся контактными ядами.
2.2 Характеристика сырья
В качестве сырья используют нефтехимический или коксохимический бензол. Нефтехимический бензол выделяют из нефтяных фракций 62— 105 °С на установках платформинга. Продукты платформинга разделяют экстрактивной дистилляцией и ректификацией; получающийся при этом бензол содержит около 0,2% примесей, в том числе до 0,06% н-гептана, 0,06% толуола и метилциклогексана и 0,0001% общей серы.
Коксохимический бензол содержит значительно больше серы, особенно тиофеновой, поэтому 'на коксохимических предприятиях предусматривают специальную гидроочистку бензола гидрированием сернистых соединений до сероводорода и последующим отпариванием H2S и щелочной промывкой. После очистки в бензоле содержится 0,0002% тиофеновой серы и 0,0001% сероуглеродной, а также 0,05—0,09% н-гептана и 0,06—0,12% метилциклогексана. Примеси углеводородов в бензоле не влияют на процесс гидрирования, но, попадая в циклогексан, они могут в конечном счете ухудшить качество капролактама.
Очистка бензола ректификацией оказывается не эффективной связи с образованием неблагоприятных по составу азеотропных смесей (например, 99,3% бензол и 0,7% н-гептан). На практике примеси высококипящих углеводородов выделяют не из бензола, а из циклогексана на ректификационной колонне, работающей при атмосферном давлении. Кубовая жидкость колонны, так называемая, «гептановая фракция», выводится на сжигание.
Водород, используемый для гидрирования бензола, содержит некоторое количество инертных компонентов (азот, метан и другие), причем концентрация водорода в газе зависит от качества исходного природного газа и метода очистки водорода и составляет обычно 90 и 97% (об.). В водороде регламентируется содержание окиси и двуокиси углерода — не более 0,002% (об.) каждой, аммиака — до 0,0002% (об.) и общей серы — до 2 мг/м3.
Похожие работы
... H2 3329,3-95,3 = 3234 N2 3317,5-94,9 = 3222,6 6549,4 Расход свежей азотоводородной смеси должен компенсировать затраты водорода на реакцию гидрирования, потери азотоводородной смеси при продувке и на растворение в циклогексане. Состав свежей азотоводородной смеси: V , м3/ч H2 7348 - 3340,1 + 95,3 + 10,8 = 4114 N2 94,9 + 22,5 = 117,4 &# ...


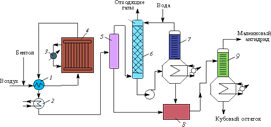
... в реакторе регулируется за счет испарения циклогексана. Гидрирование проводится при 200 °С и давлении 4 МПа (парциальное давление водорода ~0,3 МПа). Рис. 3. Технологическая схема процесса производства циклогексана: 1 — основной реактор гидрирования; 2 — вспомогательный реактор гидрирования; 3 — 5, 8 — теплообменники; 6 — сепаратор высокого давления; 7 — колонна стабилизации; 9 — сепаратор; ...
... в эксплуатацию комбинированные установки по неглубокой - переработке нефти ЛК-6У. Установки ЛК-6У состоят из пяти секций: 1) электрообессоливание и первичная перегонка нефти (ЭЛОУ-АТ); 2) каталитический риформинг с предварительной гидроочисткой бензина; 3) гидроочистка авиакеросина; 4) гидроочистка дизельного топлива; 5) газофракционирование. На установке ЛК-6У применено новое укрупненное ...
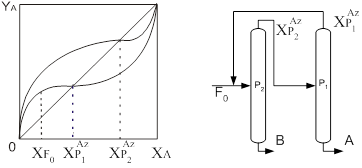
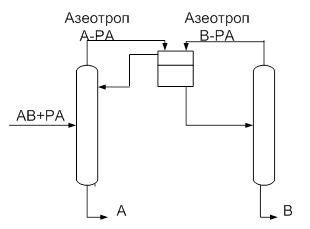
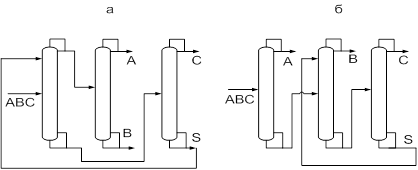
... резкое изменение температуры, обусловленное скачкообразным изменением концентрации РА. [12] Постановка задачи Целью данной работы является поиск оптимальной схемы экстрактивной ректификации смеси бензол-циклогексан-этилбензол-н-пропилбензол, содержащей один бинарный азеотроп. Для этого необходимо выполнить: · параметрическую оптимизацию традиционных схем экстрактивной ректификации; · ...
0 комментариев