Обзор катализаторов
Сульфидные катализаторы
Процесс, разработанный Французским институтом нефти
Процесс «Хайдрар», разработанный фирмой Universal Oil Products Co
Гидрирование бензола по бесциркуляционной схеме
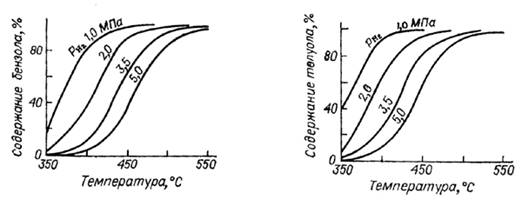
Влияние температуры на процесс гидрирования
Технико-технологические расчеты
Уточнение степени конверсии бензола в циклогексан
Расчет основных расходных коэффициентов
Навигация
Уточнение степени конверсии бензола в циклогексан
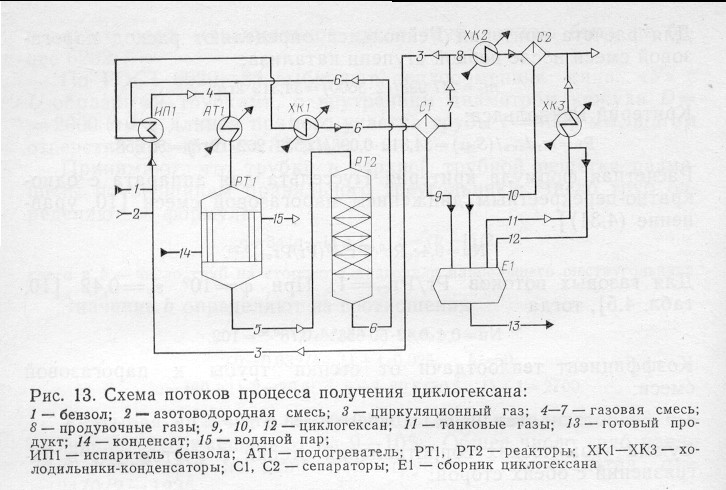
Производство циклогексана из бензола
50989
знаков
6
таблиц
6
изображений
2.5.2 Уточнение степени конверсии бензола в циклогексан
С целью, уточнения степени конверсии рассчитывают константу равновесия реакции получения циклогексана.
Определяем константу равновесия Кр при температуре Т=180+ +273=453 К по эмпирической формуле /8/:
lg Кр = 9590/Т—9,9194 Ig Т + 0,002285Т+8,565,
lgКp = 4,4232, Кp = 26 500.
Определяем константу равновесия реакции по значениям парциальных давлений компонентов. Парциальные давления (в МПа) рассчитывают по формуле /8/:
Рс6н6 = 0,02128; Рс6н12 = 0,30020; Рн2 = 0,82099.
Кр = Рс6Н6/(рс6н6Р3н2) =0,30020*1000/(0,02128*0,82099³) =25 493,
где 1000 — коэффициент (учитывает различие в единицах измерения давления: в эмпирической формуле для расчета Кр коэффициенты уравнения определены по значениям давлений, выраженных в атмосферах).
Сравниваем значения Кр, рассчитанные по значениям парциальных давлений компонентов и по эмпирической формуле. Так как 25493<26 500, то принятая степень конверсии бензола 0,93 занижена.
Принимаем степень конверсии бензола 0,932, тогда в реакторе первой ступени расходуется:
бензола: 2067,6*0,932=1927 м'/ч;
водорода: 3*1927=5781 м³/ч;
образуется циклогексана: 1927 м³/ч.
2.5.3 Определение изменения состава газа в реакторах первой и второй ступени
Уточним состав газовой смеси на выходе из реактора первой ступени (поток 5):
| С6Н6 | С6Н12 | Н2 | N2 | примеси | ∑ | |
| V, м³/ч | 140,6 | 2052,60 | 5590,8 | 5169 | 1,68 | 12954,70 |
| φ, % | 1,09 | 15,84 | 43,16 | 39,90 | 0,01 | 100,00 |
| m, кг/ч | 489,6 | 7698,20 | 499,2 | 6461,2 | 6,98 | 15154,20 |
| Wi,% | 3,23 | 50,80 | 3,29 | 42,64 | 0,04 | 100,00 |
Рассчитываем парциальные давления компонентов (в МПа): РС6Н6= 0,020615; PC6H12 = 0,301055; Рн2= 0,819983.
Константа равновесия:
Кр= [0,301055/(0,020615*0,8199833)] *1000=26 488.
Полученное значение константы равновесия практически совпадает с рассчитанным по эмпирической формуле (Кр=26500).
В реакторе второй ступени реагирует 140,6 м³/ч бензола, расходуется 3*140,6=421,8 м³/ч водорода и образуется 140,6 м³/ч циклогексана; остается 5590,8-421,8=5169 м³/ч водорода.
Количество циклогексана на выходе из реактора второй ступени:
2052,6+140,6=2193,2 м³/ч
Количество газовой смеси на выходе из реактора второй ступени (поток 6):
2193,2+5169+5169+1,68=12532,88 м³/ч
Потери циклогексана с продувочными и танковыми газами составляют 0,2% или 2067,6*0,002=4,13 м³/ч; возвращается в реактор первой ступени 125,6 м³/ч циклогексана.
Количество циклогексана, конденсирующегося в сепараторе С1:
2193,2-4,13-125,6=2063,5 м³/ч или 7738,0 кг/ч.
Растворимость компонентов газа в циклогексане при температуре 35°С и давлении 10 Па: H2—0,120 m³/t, N2 — 0,250 m³/t. В циклогексане при давлении 17,0*105 Па растворяется:
водорода: 0,120*17,0*7,738=15,78 м³/ч или 1,41 кг/ч;
азота: 0,250*17,0*7,738 = 32,88 м³/ч или 41,1 кг/ч.
Всего из сепаратора С1 выходит жидкой фазы (поток 9):
2052,6+15,78+32,88+1,41=2102,7 м³/ч или 7746,6 кг/ч.
Рассчитывают состав газовой смеси после сепаратора С1 (поток 7):
V, м³/ч φ, %
С6Н12 2193,2-2052,6=140,6 1,35
Н2 5169-15,78=5153,2 49,41
N2 5169-32,88=5136,1 49,24
![]() ∑ 10429,9 100,00
∑ 10429,9 100,00
2.5.4 Состав продувочных газов, циркуляционного газа, расход свежего газа
По составу потока 7 рассчитывают состав продувочных газов (поток 8):
V, м³/ч
С6Н12 4,13
Н2 4,13*49,41/1,35=151,2
![]() N2 4,13*49,24/1,35=150,6
N2 4,13*49,24/1,35=150,6
∑ 301,8
Определяем состав циркуляционного газа (поток 3):
V, м³/ч
С6Н12 125,6
Н2 5153,2-151,2=5002
N2 5136,1-150,6=4985,5
![]() ∑ 10113,1
∑ 10113,1
Расход свежей азотоводородной смеси должен компенсировать затраты водорода, на реакцию гидрирования, потери азотоводородной смеси при продувке и на растворение в циклогексане.
Состав свежей азотоводородной смеси (поток 2):
V, м³/ч
Н2 6202,8+151,2+15,78=6369,78
N2 32,88+150,6=183,48
![]() ∑ 6553,3 м³/ч
∑ 6553,3 м³/ч
Продувочные газы охлаждаются в холодильнике-конденсаторе ХК2 при температуре 10 °С. Парциальное давление паров циклогексана при этой температуре равно 6,33*10³ Па /8/, объемная доля циклогексана в газе после холодильника-конденсатора составляет:
[6,33*10³/(17,0*105)] *100 = 0,37%.
Количество водорода и азота в продувочных газах:
301,8-4,13=297,7 м³/ч.
Количество циклогексана в продувочных газах после холодильника-конденсатора ХК2 и сепаратора С2:
297,7*0,37/(100,00—0,37) = 1,11 м³/ч или 4,125 кг/ч.
Количество циклогексана, поступающего из сепаратора С2 в сборник Е1 (поток 10):
4,13—1,11=3,02 м³/ч или 11,32 кг/ч.
Сбрасывают на факел газа (из сепаратора С2):
297,7+ 1,11 = 298,8 м'/ч.
Растворенные в циклогексане азот и водород отделяются при дросселировании газа до давления 2,0*10^Па. Образуются танковые газы, объемная доля циклогексана в которых составляет:
[20,4-10³/(2,0-10)]*100=10,20 %
Количество циклогексана в танковых газах рассчитываем так же, как его количество в продувочных газах:
(15,8+ 32,9)*10,20/(100,00—10,20) =5,6 м³/ч или 21,0 кг/ч,
где 15,8 и 32,9 - количество водорода и азота, растворенных в циклогексане, м³/ч.
Количество танковых газов (поток 11):
15,8+32,9+5,6=54,3 м³/ч.
Общие потери циклогексана составляют 7753,6*0,002=15,5 кг/ч, потери с продувочными газами — 4,125 кг/ч, следовательно, с газами дросселирования после их охлаждения в холодильнике-конденсаторе ХКЗ теряется:
15,5-4,125=11,4 кг/ч или 3,04 м³/ч.
Возвращается в сборник Е1 (поток 12):
21,0-11,4=9,6 кг/ч или 5,6-3,04 = 2,56 м³/ч.
Сбрасывают в атмосферу после холодильника-конденсатора ХКЗ:
54,3-2,56=51,74 м³/ч.
Сбрасывают газа на факел:
298,8+ 51,7 = 350,5 м³/ч.
Похожие работы
... H2 3329,3-95,3 = 3234 N2 3317,5-94,9 = 3222,6 6549,4 Расход свежей азотоводородной смеси должен компенсировать затраты водорода на реакцию гидрирования, потери азотоводородной смеси при продувке и на растворение в циклогексане. Состав свежей азотоводородной смеси: V , м3/ч H2 7348 - 3340,1 + 95,3 + 10,8 = 4114 N2 94,9 + 22,5 = 117,4 &# ...


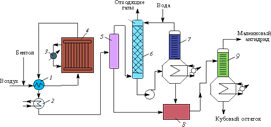
... в реакторе регулируется за счет испарения циклогексана. Гидрирование проводится при 200 °С и давлении 4 МПа (парциальное давление водорода ~0,3 МПа). Рис. 3. Технологическая схема процесса производства циклогексана: 1 — основной реактор гидрирования; 2 — вспомогательный реактор гидрирования; 3 — 5, 8 — теплообменники; 6 — сепаратор высокого давления; 7 — колонна стабилизации; 9 — сепаратор; ...
... в эксплуатацию комбинированные установки по неглубокой - переработке нефти ЛК-6У. Установки ЛК-6У состоят из пяти секций: 1) электрообессоливание и первичная перегонка нефти (ЭЛОУ-АТ); 2) каталитический риформинг с предварительной гидроочисткой бензина; 3) гидроочистка авиакеросина; 4) гидроочистка дизельного топлива; 5) газофракционирование. На установке ЛК-6У применено новое укрупненное ...
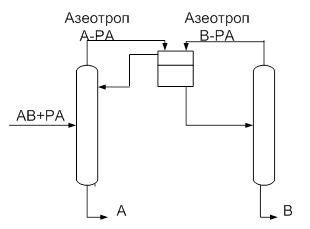
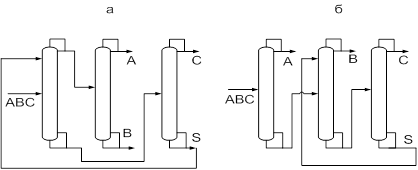
... резкое изменение температуры, обусловленное скачкообразным изменением концентрации РА. [12] Постановка задачи Целью данной работы является поиск оптимальной схемы экстрактивной ректификации смеси бензол-циклогексан-этилбензол-н-пропилбензол, содержащей один бинарный азеотроп. Для этого необходимо выполнить: · параметрическую оптимизацию традиционных схем экстрактивной ректификации; · ...
0 комментариев