Обзор катализаторов
Сульфидные катализаторы
Процесс, разработанный Французским институтом нефти
Процесс «Хайдрар», разработанный фирмой Universal Oil Products Co
Гидрирование бензола по бесциркуляционной схеме
Влияние температуры на процесс гидрирования
Технико-технологические расчеты
Уточнение степени конверсии бензола в циклогексан
Расчет основных расходных коэффициентов
Навигация
Влияние температуры на процесс гидрирования
Производство циклогексана из бензола
50989
знаков
6
таблиц
6
изображений
2.3 Влияние температуры на процесс гидрирования
Была проведена серия опытов при давлении 20 ат., объемной скорости водорода 2000 ч-1 и температурах 150, 175, 200, 250, 300 и 350 °С /6/. Зависимость степени превращения бензола от величины, обратной нагрузке, при различных температурах представлена на рис. 2.2.
Как видно из графика, при 200 °С полнее превращение бензола достигается при нагрузках около 3,5 ч-1. С увеличением температуры активность катализатора снижается, и при 350 °С степень гидрирования бензола во всем диапазоне нагрузок не превышает 0,82.
Зависимость степени превращения бензола от величины, обратной нагрузке, при различной температуре
1 — 175 °C; 2 — 200 °С; 3 — 250 °С; 4 - 300 °С; 5 — 350 °С.
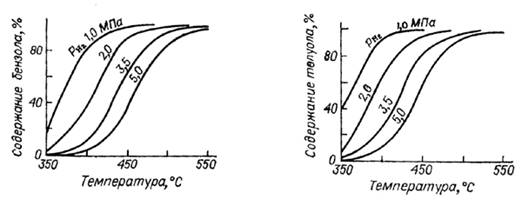
Из данных, приведенных на рис.2.3, следует, что кривые, описывающие зависимость степени превращения бензола от температуры при постоянной нагрузке, проходят через максимум, отвечающий ~200 °С.
Зависимость степени превращения бензола от температуры при различной нагрузке по сырью (пунктирная кривая построена по данным опытов, в которых температуру гидрирования снижали с 350 °С до 150 °С)
1 — V = 5 ч-'; 2 — V = 10 ч-' ; 3 — V = 20 ч-'
Результаты анализа гидрогенизата показывают, что при температурах выше 200 °С в продуктах гидрирования появляется ряд примесей, суммарное количество которых с повышением температуры возрастает. Гидрогенизат, получаемый при 350 °С и нагрузке около 1,8 ч-', содержит 82% циклогексана и до 10% примесей.
Количество образующихся примесей, являющихся продуктами разложения и изомеризации циклогексана, зависит также от его концентрации в гидрогенизате. При 350°С содержание циклогексана в продуктах реакции снижается не только в результате частичного его разложения, но и вследствие уменьшения активности катализатора.
Таким образом, можно считать, что в случае гидрирования бензола при температурах выше 200 °С образуются продукты разложения циклогексана, которые адсорбируются на поверхности катализатора, существенно снижая его активность.
2.4 Описание технологической схемы
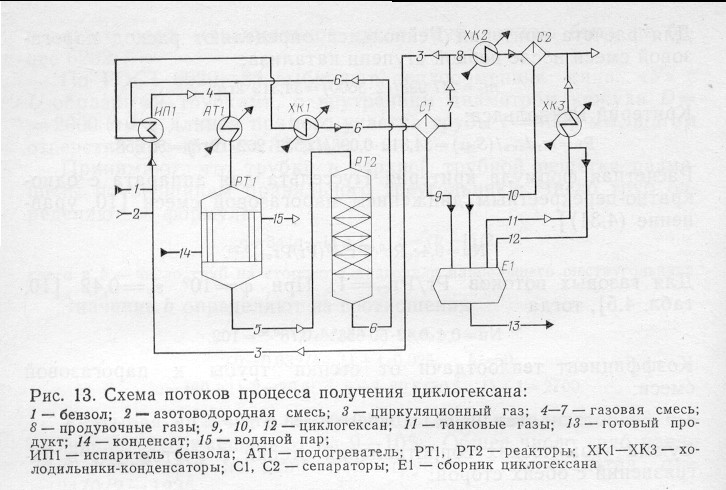
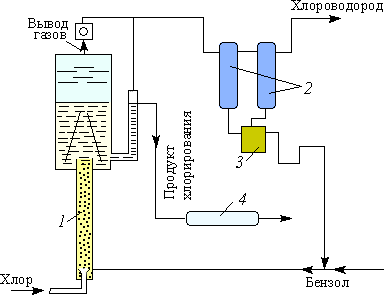
По выбранной для расчета технологической схеме процесс ведут в паровой фазе на никельхромовых катализаторах под давлением до 2 МПа, при максимально допустимой температуре 240 °С, объемной скорости по жидкому бензолу 0,8—1,0 ч-¹ и молярном отношении Н2 : N2: С6Н6= (5—6): (2—3):1. В этих условиях степень конверсии бензола составляет 90—95%. Схема потоков процесса получения циклогексана приведена на рис. 2.1. /1/
Схема гидрирования бензола
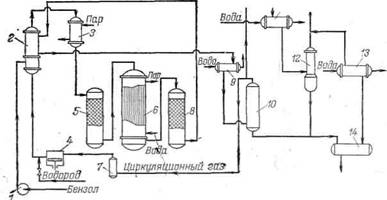
Рис. 2.1
1 — насос; 2 — теплообменник; 3 — подогреватель; 4 — компрессор; 5 — колонна форконтакта; 6 — реактор трубчатый; 7 — сепаратор; 8 — колонный реактор; 9 — холодильник-конденсатор; 10, 12 — сепарационные колонны; 11, 13 — холодильники; 14 — сборник.
Бензол со склада центробежным насосом 1 подается в трубное пространство теплообменника 2. Здесь он испаряется, смешивается с циркуляционным газом и свежим водородом, и смесь нагревается за счет тепла реакционной смеси, поступающей из реактора 8.
Для создания необходимого соотношения газ: бензол (8:1) предусматривается циркуляция газа компрессором 4. Свежий водород подается в нагнетательную линию компрессора 4 таким образом, Чтобы с помощью регулятора поддерживать автоматически постоянное давление в цикле.
Из теплообменника 2 исходная смесь поступает в паровой подогреватель 3, который служит для нагрева газа при пуске, а при нормальной работе лишь гарантирует поддержание бензола в парообразном состоянии. Далее смесь поступает в колонну форконтакта 5, где на медь-магниевом катализаторе сырье очищается от сернистых соединений. Очищенная смесь (содержание серы менее 00001%) поступает в реакторы гидрирования.
В первый трубчатый реактор 6 загружается около 40% от общего количества катализатора, что обеспечивает превращение около 90% подаваемого бензола. Тепло реакции снимается кипящей в межтрубном пространстве водой. Во второй реактор 8 колонного типа загружается остальное количество катализатора. Здесь превращение бензола достигает 99,9%. Тепло реакции в реакторе 8 снимается рабочей смесью. Принятое распределение катализатора по реакторам обусловлено кинетическими закономерностями реакции гидрирования.
Пар, получающийся в результате испарения конденсата в межтрубном пространстве реактора 6 (около 1 т на 1 т циклогексана), большей частью используется как теплоноситель на .самой установке (в подогревателе 3 и др.).
Реакционная смесь из реактора 8 охлаждается в межтрубном пространстве теплообменника 2, отдавая тепло на испарение бензола и нагрев исходной смеси. Дальнейшее охлаждение реакционной смеси, и конденсация циклогексана происходят в холодильнике-конденсаторе 9, охлаждаемом оборотной водой. Газожидкостная смесь из холодильника 9 с температурой 35 °С поступает в сепарационную колонну 10, где жидкий циклогексан отделяется от газа. Газовая фаза из колонны 10 поступает во всасывающую линию циркуляционного компрессора 4. Для предотвращения накопления инертных компонентов в системе часть циркуляционного газа выводят в атмосферу. Предварительно они охлаждаются до 15 °С захоложенной водой в холодильнике 11 и проходят сепарационную колонну 12.
Жидкий циклогексан из сепарационных колонн 10 и 12 поступает в сборник 14, откуда передается на склад промежуточных продуктов или в систему очистки от примесей, внесенных с исходным бензолом.
При выборе типа циркуляционного компрессора 4 решающим фактором является сопротивление циркуляционной системы, так как оно определяет расходы электроэнергии. Большая часть сопротивления системы приходится на долю масляных фильтров, служащих для очистки циркуляционного газа от компрессорного масла. Использование для сжатия газа компрессоров без масляной смазки, а также поагрегатная установка компрессоров позволяет устранить систему очистки от масла и снизить перепад давления в циркуляционном компрессоре с 1,0—1,5 МПа до 0,1— 0,3 МПа, что приводит к значительному сокращению расхода электроэнергии.
Похожие работы
... H2 3329,3-95,3 = 3234 N2 3317,5-94,9 = 3222,6 6549,4 Расход свежей азотоводородной смеси должен компенсировать затраты водорода на реакцию гидрирования, потери азотоводородной смеси при продувке и на растворение в циклогексане. Состав свежей азотоводородной смеси: V , м3/ч H2 7348 - 3340,1 + 95,3 + 10,8 = 4114 N2 94,9 + 22,5 = 117,4 &# ...


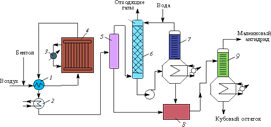
... в реакторе регулируется за счет испарения циклогексана. Гидрирование проводится при 200 °С и давлении 4 МПа (парциальное давление водорода ~0,3 МПа). Рис. 3. Технологическая схема процесса производства циклогексана: 1 — основной реактор гидрирования; 2 — вспомогательный реактор гидрирования; 3 — 5, 8 — теплообменники; 6 — сепаратор высокого давления; 7 — колонна стабилизации; 9 — сепаратор; ...
... в эксплуатацию комбинированные установки по неглубокой - переработке нефти ЛК-6У. Установки ЛК-6У состоят из пяти секций: 1) электрообессоливание и первичная перегонка нефти (ЭЛОУ-АТ); 2) каталитический риформинг с предварительной гидроочисткой бензина; 3) гидроочистка авиакеросина; 4) гидроочистка дизельного топлива; 5) газофракционирование. На установке ЛК-6У применено новое укрупненное ...
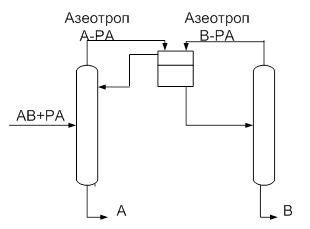
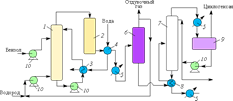
... резкое изменение температуры, обусловленное скачкообразным изменением концентрации РА. [12] Постановка задачи Целью данной работы является поиск оптимальной схемы экстрактивной ректификации смеси бензол-циклогексан-этилбензол-н-пропилбензол, содержащей один бинарный азеотроп. Для этого необходимо выполнить: · параметрическую оптимизацию традиционных схем экстрактивной ректификации; · ...
0 комментариев