Основні технічні показники ПР
Захватні пристрої
Деталь утримується силами тертя
Формули для розрахунку контактних напружень при захваті заготовки (деталі) губками ЗП
Точність позиціонування промислового робота. Основні положення
Помилки за рахунок люфтів і зазорів в кінематичних парах
Помилки позиціонування за рахунок неточності виготовлення і зборки
Мікропроцесорні пристрої в сенсорних системах роботів
Програмування обчислювальних пристроїв робототехнічних систем
Гнучкі автоматизовані виробництва
Гнучкі автоматизовані виробництва – як об’єкт моделювання
Засоби пакетування: піддони, стрічки, дроти
Навигация
Точність позиціонування промислового робота. Основні положення
Промислові роботи
87969
знаков
4
таблицы
42
изображения
8. Точність позиціонування промислового робота. Основні положення
Точність позиціонування промислового робота – одна з найважливіших його характеристик, яка в значній ступені визначає можливість його використання для автоматизації конкретного виробничого процесу і область використання.
Кількісним показником, який визначає точність позиціонування промислового робота, являється помилка(погрішність) позиціонування, під якою будемо розуміти різницю між фактичним положенням умовної точки робочого органу і точкою, заданою програмою.
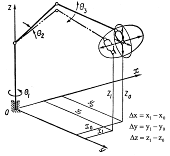
рис 8.1 Точність позиціонування маніпулятора
Помилки позиціонування маніпулятора будь-якого компонування можуть виражатися лінійними величинами ![]() і
і ![]() (рис. 8.1). Беззаперечно, що для ричагової і циліндричної компоновки маніпулятора помилки позиціонування можна представити як кутові (
(рис. 8.1). Беззаперечно, що для ричагової і циліндричної компоновки маніпулятора помилки позиціонування можна представити як кутові (![]() ) в тому випадку, якщо рука робота повертається на певний кут
) в тому випадку, якщо рука робота повертається на певний кут![]() .
.
Крім помилок позиціонування можуть виникати помилки орієнтування робочого органу у просторі.
Розглянемо основні причини помилок позиціонування робочого органу ПР.
8.1.1 Помилки за рахунок приладів керування
Рух робочого органа ПР в загальному випадку визначається роботою приладів керування, відповідно, помилки керування однозначно призведуть до помилок положення робочого органу в просторі. Існуючі стандарти містять недостатню кількість інформації про очікувані первинні неточності, через які виникають помилки керування. Ця задача вимагає серйозного вивчення і узагальнення.
В літературі висловлюються пропозиції, що ці помилкидуже малі і ними можна знехтувати. Цього не слід робити, так як надійність роботиелектроних схемна сьогодні ще недостатньо велика. Можливо розділити помилки приладів керування і помилки механічної системи і рахувати їх окремо, але виключати перші не варто.
8.1.2 Помилки за рахунок приводів
Джерелом помилок позицінування промислового робота може виступати привод. Це положення дійсне в тому випадку, якщо прилад керування працює ідеально, без помилок. Помилки приводу виникають в результаті, неточної зупинки частини яка рухається (наприклад, поршня пневматичного або гідравлічного циліндра), неточності роботи електромеханічних кінцевих вимикачів, дискретності покрокових механізмів, і на кінець, неточності зупинки в заданому положенні якоря електродвигуна. Помилки такого типу легше можуть бути виміряні, опрацьовані методами математичної статистики і узагальнені. В загальному випадку методика вимірювання помилок привода заключається в наступному: на вхід привода подається строго стабілізований сигнал, а на вихідному елементі вимірюються помилка.
8.1.3 Помилки за рахунок технологічних недопрацьовок при виготовленні елементів і вузлів маніпулятора
Залежать від технології виготовлення механічних частин маніпулятора і устаткування. В результаті різного роду неточностей фактичні розміри ланок , які визначають положення робочого органу в просторі, будуть різнитися від ідеальних(розрахункових). Реальні розміри можуть бути визначені шляхом виміру виготовленої конструкції і враховані в розрахунках. Однак цей шлях доцільний лише в рідких випадках, коли мова йде про унікальні, високоточні роботи. Найчастіше ж визначення очікуваної точності розробляємої конструкції проводиться, опираючись на ту ж інформацію, котра міститься в робочих кресленнях.
Як відомо технологічні погрішності нормуються спеціальними стандартами, які обмежують їх максимальне значення.
Ефект впливу кожної з первинних помилок можно визначати незалежно від впливу інших помилок, а їх сумарна дія на точність позиціонування вимірюється згідно існуючих теорій точності. Що стосується методів сумування і визначення результуючої погрішності, то в теорії точності вони ретельно розглянуті головним чином для плоских замкнутих механізмів. Визначення помилки положення робочого органу, як ланки просторового, розімкнутого багатоланкового механізму – специфічна задача теорії маніпуляційних систем.
8.1.4 Помилки, обумовлені пружними властивостями кінематичних ланок маніпулятора
Ця група помилок позиціонування робота визначається тим, що в процесі роботи маніпулятор виявляється розімкнутою системою, утворює пружно з’єднану з декількох ланок консоль з великим вильотом і приймає значну піддатливість.
Треба відмітити, що ця група причин в ряді випадків, має велику питому вагу в загальному балансі вихідної помилки позиціонування.
Вивчаючи вплив цих факторів на точність позиціонування ПР, слід розглядати окремо задачі статичної і динамічної точності. До першої з них приходять у тих випадках, коли прикладені до маніпулятора зовнішні сили можна рахувати постійними. Друга задача – визначення динамічної точності –значно складніше.
Похожие работы
... і були передані і Торські соляні промисли. На перших порах вони знаходилися у віданні Помісного приказу, а згодом були передані Соляному управлінню, що в 1725 р. перейменували в Головну соляну контору. У її віданні соляні промисли Донеччини знаходилися до кінця ХVІІІ ст. З переходом Бахмутських і Торських соляних промислів у відання казни уряд намагається розширити на них виробництво казенної сол ...




... та технікою виконання відзначаються вишивки майстринь Г. Касіян з Трубчина, Г. Вальчук та Г. Сарахман з Дністрового, В. Шпак з Кудринець цього району. Таким чином, народні промисли і ремесла Тернопільщини займають важливе місце у естетичному вихованні молодших школярів. Розділ 2. Використання народних промислів і ремесел в естетичному вихованні учнів початкових класів 2.1 Особливості ...
... - можна характеризувати на даний час як післякризовий та такий, що потребує цільової державної підтримки. 2. Сучасний рівень розвитку текстильної промисловості 2.1 Текстильна промисловість України в сучасних умовах господарювання За випуском продукції (48%), вартістю основних виробничих фондів перше місце в комплексі займає текстильна промисловість. Проте в останні роки спостерігається ...
... на основі лісового господарства країни. Залежно від кількості лісових ресурсів, наявних у країні, створюється ресурсна база, яка в подальшому і сприяє розвитку галузі. Лісова та лісопереробна промисловість має розгалужену структуру, зокрема, вона включає лісозаготівельну, деревообробну, лісохімічну та целюлозно-паперову промисловості. Найбільшу частку промисловості становить меблева промисловість ...
0 комментариев