Основні технічні показники ПР
Захватні пристрої
Деталь утримується силами тертя
Формули для розрахунку контактних напружень при захваті заготовки (деталі) губками ЗП
Точність позиціонування промислового робота. Основні положення
Помилки за рахунок люфтів і зазорів в кінематичних парах
Помилки позиціонування за рахунок неточності виготовлення і зборки
Мікропроцесорні пристрої в сенсорних системах роботів
Програмування обчислювальних пристроїв робототехнічних систем
Гнучкі автоматизовані виробництва
Гнучкі автоматизовані виробництва – як об’єкт моделювання
Засоби пакетування: піддони, стрічки, дроти
Навигация
Помилки позиціонування за рахунок неточності виготовлення і зборки
Промислові роботи
87969
знаков
4
таблицы
42
изображения
8.2.2 Помилки позиціонування за рахунок неточності виготовлення і зборки
Припущення про те, що точність позиціонування промислового робота визначається тільки помилкою його позиціонування, а виріб виготовлено і установлено абсолютно точно, являється частковим випадком системи «робот – інструмент – деталь» (РІД). В дійсності існують і інші помилки, які суттєво впливають на точність позиціонування.
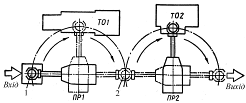
рис 8.6. Рух робота по схемі «взяти-перемістити-покласти»
Для пояснення написаного приведемо наступні приклади. Нехай , промисловий робот повинен взяти заготовку 1, яка знаходиться в пристосуванні, і перенести її в друге положення, наприклад, в прес (рис 8.6). Це класична задача роботизації виробничих процесів, яка іноді називається «взяти – перенести – покласти». Заготовка розміщена в пристосуванні не абсолютно точно. В залежності від конкретної конструкції пристосування помилка установки заготовки може коливатися в великому діапазоні – від 0,01 мм до декількох міліметрів. Якщо заготовка знаходиться на періодично рухаючомуся конвеєрі або столі який обертається, то точність її позиціонування буде визначатися і точністю транспортної одиниці.
Якщо робот підбирає заготовку з того місця, де її поклав її попередній робот 2, а спеціальні міри по підвищенню точності її позиціонування не прийняті, то погрішність установки заготовки можна рахувати рівною погрішністю роботи першого робота.
В виробничій практиці підприємств машинобудівного напрямку часто мають місце помилки виготовлення заготовки. Припустимо, що необхідно сумістити деталь, котру подає робот, з отвором, який передбачений в корпусній деталі. В загальному випадку слід враховувати допуск на відхилення центра отвору, котрий встановлений кресленням і залежить від точності обробки отвору на конкретному верстаті. Вірогідність того, що центр отвору точно співпадає з даним дуже мала.
Найбільш яскравий приклад можна привести з автомобілебудування, де промисловий робот все ширше використовуються для контактної точкової зварки кузовів легкових автомобілів і кабін вантажних автомобілів. З допомогою спеціальної методики і досить складного вимірювального приладу встановлено, що одна кабіна може відрізнятися від іншої досить суттєво. Це пояснюється неточністю заготовок, зносом штампів і прес-форм, неточністю складаючих пристроїв.

рис 8.7. Схематичний розріз автомобільної кабіни и можливі помилки збірки
Сказане прояснюється рис 8.7. Як би точно не була встановлена основа кабіни на платформі вимірювально пристрою, верхні і нижні частини кожної кабіни мають відхилення в вертикальній і горизонтальній площині, які іноді досягають ![]() . Відповідно значне відхилення кромки від вертикалі і горизонталі не забезпечує нормальну роботу промислового робота, який проводить контактну точкову сварку, і вимагає примінення або спеціальних самовстановлюющихся клещів, або адаптивного робота.
. Відповідно значне відхилення кромки від вертикалі і горизонталі не забезпечує нормальну роботу промислового робота, який проводить контактну точкову сварку, і вимагає примінення або спеціальних самовстановлюющихся клещів, або адаптивного робота.
8.2.3 Помилки позиціонування за рахунок люфтів в кінематичній схемі маніпулятора
В достатньо складних механізмах, як правило, присутні люфти, котрі з’являються за рахунок зазорів, якщо не були прийняті спеціальні заходи по їх усуненню. Ці люфти в кінематичних парах сумуються і суттєво погіршують точність роботи механізму. Задача виявлення, вимірювання і усунення люфтів дуже добре вивчена і опублікована в багатьох виданнях.
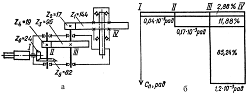
рис 8.8. Кінематична схема приводу промислового робота ИЭС-690 (а) і діаграма люфтів до модернізації (б)
Звернемо увагу на ті специфічні особливості, котрі властиві промисловим роботам. Для цього розглянемо конкретні механізми азимутального повороту маніпулятора промислового робота ІЕС-690 (рис 8.8а). На схемі вказано кількість зубців на шестернях, що дозволяє порахувати передаточне число. Розрахунок, виконаний для конкретних умов виготовлення конічних і циліндричних шестернь, дає наступний сумарний люфт, приведений до кінця невидвинутої руки:
![]()
а відповідний сумарний люфт при повністю висунутій руці
![]()
Перед тим, як приймати рішення про використання тих чи інших заходів по зменшення або усуненню люфтів, доцільно визначити складові сумарного люфта в окремих ланках механізму.
На рис 8.8б представлена діаграма люфта Сп, приведеного до кінця руки робота, яка наглядно ілюструє складові сумарного люфта в трьох шестерінчатих передачах, приведених до вихідного валу редуктора азимутального повороту (вказані в радіанах і процентах). З діаграми слідує, що максимальний люфт спостерігається в останній ланці (85,24%). Точність позиціювання впливає на якість роботи ПР.
Похожие работы
... і були передані і Торські соляні промисли. На перших порах вони знаходилися у віданні Помісного приказу, а згодом були передані Соляному управлінню, що в 1725 р. перейменували в Головну соляну контору. У її віданні соляні промисли Донеччини знаходилися до кінця ХVІІІ ст. З переходом Бахмутських і Торських соляних промислів у відання казни уряд намагається розширити на них виробництво казенної сол ...




... та технікою виконання відзначаються вишивки майстринь Г. Касіян з Трубчина, Г. Вальчук та Г. Сарахман з Дністрового, В. Шпак з Кудринець цього району. Таким чином, народні промисли і ремесла Тернопільщини займають важливе місце у естетичному вихованні молодших школярів. Розділ 2. Використання народних промислів і ремесел в естетичному вихованні учнів початкових класів 2.1 Особливості ...
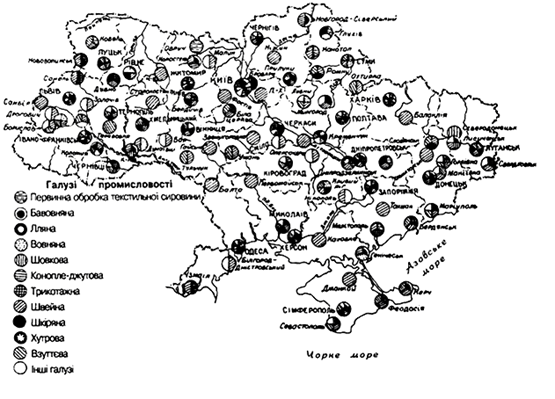
... - можна характеризувати на даний час як післякризовий та такий, що потребує цільової державної підтримки. 2. Сучасний рівень розвитку текстильної промисловості 2.1 Текстильна промисловість України в сучасних умовах господарювання За випуском продукції (48%), вартістю основних виробничих фондів перше місце в комплексі займає текстильна промисловість. Проте в останні роки спостерігається ...
... на основі лісового господарства країни. Залежно від кількості лісових ресурсів, наявних у країні, створюється ресурсна база, яка в подальшому і сприяє розвитку галузі. Лісова та лісопереробна промисловість має розгалужену структуру, зокрема, вона включає лісозаготівельну, деревообробну, лісохімічну та целюлозно-паперову промисловості. Найбільшу частку промисловості становить меблева промисловість ...
0 комментариев