ОБЩИЕ ПОЛОЖЕНИЯ
Анализ соответствия технических требований и норм точности служебному назначению изделия
Разработка схемы сборки. Выбор вида и формы организации сборки
Выбор и обоснование метода получения заготовки. Предварительная технико-экономическая оценка выбора заготовки по минимуму приведённых затрат
Выбор и обоснование технологических баз. Предварительная разработка маршрутного технологического процесса изготовления детали
Разработка технологических операций и операционной технологии
Проход (копировальный суппорт левый)
Токарная операция с ЧПУ
Выбор скорости резания и числа оборотов
Токарная операция с ЧПУ
Разработка управляющей программы для станка с ЧПУ
Расчёт и проектирование специального приспособления
Расчет параметров участка и потребности в оборудовании
Навигация
Выбор и обоснование технологических баз. Предварительная разработка маршрутного технологического процесса изготовления детали
Разработка технологических процессов на механическую обработку вала первичного
129923
знака
32
таблицы
5
изображений
4.5 Выбор и обоснование технологических баз. Предварительная разработка маршрутного технологического процесса изготовления детали
В технологическом отношении детали, имеющие несколько основных и вспомогательных поверхностей обработки, должны быть изготовлены с минимальными затратами времени, с использованием прогрессивных методов изготовления заготовок, с правильным выбором баз, соблюдая принцип единства и совмещения баз.
При построении маршрута обработки следует соблюдать принцип постоянства баз; на всех основных технологических операциях использовать в качестве технологических баз одни и те же поверхности заготовки.
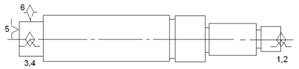
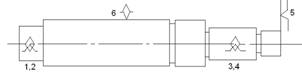
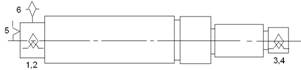
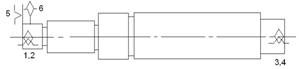
При разработке технологического маршрута используем типовые Т.П. На первоначальной операции 015 базами служат: наружные диаметры 61,4 и 71,4 установленные на призмах. Эти поверхности служат условными черновыми базами. Выполнение в 005 операции – центрование торца на диаметр 6,3 на в размер 15 ±0,3 служат базами для следующих операций. В этом случае соблюдается принцип постоянства баз, а принцип единства нарушается.
Исходя из материала, конфигурации, требуемой точности и чистоты обработки, а также программы и выбранного типа производства принимаем следующую последовательность обработки.
Таблица 7 - Маршрут обработки
| № опер. | Наименование операции | Базовые поверхности |
| 005 | Центровальная |
|
| 010 | Токарно-гидрокопировальная |
|
| 015 | Токарная с ЧПУ | |
| 035 | Горизонтально-фрезерная |
|
| 030 | Шлицефрезерная |
|
| 040 | Слесарная | |
| 045 | Промывка | |
| 055 | Термическая обработка | |
| 060 | Операционный контроль | |
| 070 | Круглошлифовальная |
|
| 095 | Резьбофрезерная |
|
| 100 | Промывка | |
| 110 | Приёмочный контроль |

4.6 Предварительный выбор оборудования
Выбор технологического оборудования для проектируемого процесса производится уже после того, как каждая операция предварительно разработана.
Выбор технологического оборудования при изготовлении данной детали по составленному технологическому процессу будем вести исходя из типа производства (п. 3 настоящей пояснительной записки), конфигурация детали, сложности выполнения операций.
Необходимо также учитывать расчетные режимы обработки поверхностей детали и их возможность получения на выбранном оборудовании.
Следует стремиться к уменьшению доли вспомогательного времени и при возможности сокращать основное, применяя например, многоинсрументальную обработку. Использование принципа концентрации операций, т.е. сосредоточения возможно большего числа однотипных видов обработки на одном рабочем месте, также ведет к повышению производительности.
Выбор оборудования производится в соответствии с намеченным планом операции механической обработки, исходя из габаритных размеров обрабатываемой детали.
Выбранный станок должен обеспечивать выполнение технических требований, предъявляемых точностей изготовления деталей.
Мощность, жесткость и кинематические возможности должны позволять вести обработку на оптимальных режимах с наименьшей затратой времени и себестоимости.
В данном случае мы имеем дело с среднесерийном производством, что в совокупности с простой конфигурацией детали позволяет широко использовать полуавтоматы и универсальные станки.
Центровое отверстие выполняется на центровальном станке 2912.
При обтачивании наружных поверхностей по контуру используются токарно-гидрокопировальный станок ЕМ-400, токарный станок 16К20 с ЧПУ, токарно-винторезный станок 16К20. Для выполнения остальных операций (фрезерование, шлифование, резьбонарезание) используются универсальные станки моделей 6М82Г, 5350, 3А151 и т.д.
Ниже приведены технические характеристики выбранных станков.
Таблица 8 - Техническая характеристика станка мод. 6М82Г
| Расстояние от оси или торца шпинделя до стола, мм | 30-450 | |
| Расстояние от вертикальных направляющих до середины стола, мм | 220-480 | |
| Расстояние от оси шпинделя до хобота, мм | 155 | |
| Размеры рабочего стола, мм | 1250×320 | |
| Наибольшее перемещение, мм | продольное | 700 |
| поперечное | 240 | |
| вертикальное | 420 | |
| Число ступеней подач | 18 | |
| Подача стола, мм/мин | продольная | 25-1250 |
| поперечная | 25-1250 | |
| вертикальная | 8,3-416,6 | |
| Диаметр отверстия шпинделя, мм | 29 | |
| Конус Морзе шпинделя | № 3 | |
| Размер оправок для инструмента, мм | 32; 40 | |
| Количество скоростей шпинделя | 18 | |
| Пределы чисел оборотов шпинделя в минуту | 31,5-1600 | |
| Мощность электродвигателя, кВт | главного движения | 7,5 |
| подачи стола | 1,5 | |
| Габариты станка, мм | 2100×2440 | |
| Категория ремонтной сложности | 23 | |
Таблица 9 - Техническая характеристика станка мод. 5350
| Наибольший обрабатываемый диаметр, мм | 500 | |
| Высота центров, мм | 250 | |
| Расстояние между центрами, мм | 750 | |
| Наибольший нарезаемый модуль, мм | 6 | |
| Наибольший диаметр фрезы, мм | 150 | |
| Расстояние между осями шпинделя, изделия и фрезы, мм | 40-140 | |
| Наибольшая длина фрезерования, мм | 675 | |
| Число нарезаемых зубьев | 4-20 | |
| Пределы чисел оборотов шпинделя фрезы в минуту | 80-250 | |
| Количество ступеней чисел оборотов шпинделя фрезы | 6 | |
| Пределы подач, мм/об | 0,63-5 | |
| Число ступеней подач | 10 | |
| Диаметр отверстия шпинделя, мм | 106 | |
| Диаметр оправки фрезы, мм | 27; 32; 40 | |
| Скорость обратного хода каретки, мм/мин | 1,92 | |
| Мощность электродвигателя привода червячной фрезы, кВт | 7,5 | |
| Габариты станка, мм | длина | 2330 |
| ширина | 1500 | |
| Категория ремонтной сложности | 15 | |
Таблица 10 - Техническая характеристика станка мод. 3А151
| Наибольшие размеры обрабатываемой заготовки, мм | диаметр | 200 |
| длина | 750 | |
| Конус Морзе передней бабки | № 4 | |
| Диаметр шлифовального круга, мм | 450; 600 | |
| Число оборотов шпинделя шлифовальной бабки в минуту | 1080; 1240 | |
| Скорость перемещения стола (регулирование бесступенчатое), мм/мин | 0,1-6 | |
| Угол поворота стола, град | +3; -10 | |
| Наибольшее поперечное перемещение шлифовальной бабки, мм | 200 | |
| Поперечная подача шлифовальной бабки на один ход стола, мм/мин | регулировка бесступенчатая | |
| Пределы чисел оборотов поводкового патрона в минуту | 63-400 | |
| Мощность электродвигателя, кВт | 7,5 | |
| Габариты станка, мм | 3100×2100 | |
| Категория ремонтной сложности | 38 | |
Оценка возможности использования режущего инструмента для детали «Вал первичный» рассмотрен в таблице 10.
Таблица 11 - Оценка возможности использования режущего инструмента
| № операции | Наименование инструмента | Кт.с. |
| 1 | 2 | 3 |
| 005 | Сверло Т15К6 ГОСТ 14952-75 | 1,0 |
| 010 | Резец Т5К10 ГОСТ 18868-73 | 1,0 |
| 015 | Резец Т5К10 ГОСТ 18868-73 | 1,0 |
| 020 | Резец Т15К6 ГОСТ 18878-73 | 0,85 |
| 025 | Фреза Т15К6 ГОСТ 1092-69 | 1,0 |
| 030 | Фреза Р6М5 ГОСТ 17026-71 | 1,0 |
| 035 | Фреза Р6М5 ГОСТ 17026-71 | 1,0 |
| 070 | Круг шлифовальный 25А ГОСТ 2424-83 | 1,0 |
| 085 | Фреза гребенчатая Р6М5 ГОСТ 1336-77 | 1,0 |
| 090 | Фреза гребенчатая Р6М5 ГОСТ 1336-77 | 1,0 |
| ∑10 | ∑9,85 |
Оценка возможности использования режущего инструмента определяем по формуле (7):
![]()
4.7 Размерный анализ различных вариантов технологического процесса
Список размерных цепей
81 – 80 – 100 - 81.
82 – 81 – 100 – 82.
10 - 11 – 100 – 10.
31 – 32 – 11 – 100 – 10 – 31.
61 – 62 – 11 – 100 – 10 – 61.
32 – 33 – 82 – 100 – 11 – 32.
62 – 63 – 82 – 100 – 11 – 62.
63 – 64 – 71 – 63.
51 – 52 – 64 – 71 – 63 – 82 – 100 – 11 – 32 – 51.
83 – 82 – 63 – 71 – 64 – 83.
41 – 64 – 71 – 63 – 41.
83 – 100 – 82 – 63 – 71 – 64 – 83.
83 – 91 – 82 – 63 – 71 – 64 – 83.
33 – 100 – 82 – 33.
Размерная информация:
Количество звеньев 43
Список звеньев размерной цепи.
Звено представляется в виде:
(номер группы) (1-я точка) (2-я точка) (параметры)
Параметры зависят от номера группы, для звеньев групп
2,3 – (мин. размер) (макс. размер)
6-й - (верхнее отклонение) (нижнее отклонение)
8,9-й – (номинальный размер) (верхнее отклонение) (нижнее отклонение)
6 10 100 2.0
6 80 100 1.2 - 1.2
6 10 31 2.0
6 10 61 3.0
2 81 80 0.5 4
6 81 100 0.5 – 0.5
2 82 81 0.5 4
6 82 100 0.74 0
6 82 91 0.3 – 0.3
2 10 11 0.5 5
2 31 32 0.5 8
6 11 32 0.125 – 0.125
2 61 62 0.5 8
6 11 62 0.2 – 0.2
8 11 100 630 0 – 0.9
2 32 33 0.5 0
6 33 82 0 - 0.25
2 62 63 0.5 5
6 63 82 0 - 0.215
6 63 71 0.2 0
6 41 63 0.25 0
6 32 51 0.75 -.075
8 11 21 10 0.55 - 0.55
8 82 91 32 0.3 - 0.3
2 63 64 0.1 5
8 64 71 49 0.2 0
2 51 52 0.1 8
8 52 64 13 0.8 - 0.8
2 83 82 0.1 5
8 64 83 422.5 0 - 0.36
3 41 64 52 52.39
3 83 100 31.35 32.65
3 83 100 57.5 58.24
3 33 100 594.25 595
9 39 109 595 0 - 0.75
9 19 109 630 0 - 0.9
9 19 29 10 0.55 - 0.55
9 69 89 422.5 0 - 0.36
9 49 69 52 0.39 0
9 89 109 57.5 0.74 0
9 59 69 13 0.8 - 0.8
9 69 79 49 0.2 0
9 89 99 32 0.65 - 0.65
4.8 Расчёт припусков
Общим припуском на обработку называется слой металла, удаляемый с поверхности исходной заготовки в процессе механической обработки с целью получения годной детали.
Операционный припуск – это слой материала, удаляемый с заготовки при выполнении одной технологической операции.
Операционный припуск равняется сумме промежуточных припусков, то есть припусков на отдельные переходы, входящие в операцию.
Из применяемых в машиностроении заготовок (проката, отливок, штамповок) в качестве заготовки для данного вала учитывая, что материал делали – сталь 45 ГОСТ1050 – 88 и типа производства массового; применяем заготовку - штамповку.
Данный тип заготовки получают на горизонтально ковочных машинах (ГКМ).
Такой вид заготовок наиболее применяем для получения требуемой детали.
Штамповка – потому, что допуски маленькие и отход металла будет минимальный.
Производим расчет припуска для самой точной поверхности детали Ø 55 согласно маршруту обработки.
Определение дефектного слоя:
Суммарные отклонения расположения штамповкой заготовки при обработки в патроне для наружной поверхности:
r = Örсм2 + r кор2, мкм. ([11], стр. 56)
где - rкоробления – погрешность штампованных заготовок на прессах;
rсм – погрешность по смещению на штампах.
Погрешность закрепления ε ([11], табл. 3.26, стр. 68). ε = 110 мкм.
Точность и качество поверхностей штампованных заготовок после механической обработки выбираем ([11], табл. 3.25, стр. 67).
Величину удельного отклонения расположения Δy выбирают по ([11], табл. № 3.22, стр. 64):
Δy = 0,2 мм.
Расстояние LК от сечения, для которого определяется кривизна, до места опоры при установки в центрах определяется из соотношения
Lк= 107,5, мм,
где L – общая длина заготовки в мм, где L = 395 мм.
Величина отклонения расположения заготовки в центровки.
ρц = 0,25 · Öδ2заг + 1 мкм. ([11], стр. 57)
где δзаг – допуск на диаметр базовой поверхности мм. δзаг = 1,7 мм.
ρц = 0,25 · Ö1,72 + 1 = 0,37 мм. ρо.м. = 2 Δy · LК, мкм. ([11], стр. 58)
где – Δy – величина удельного отклонения расположения равная 0,2.
ρо.м. = 2 · 0,2 · 107,5 = 43 мкм.
Суммарное отклонение расположения, ([11], стр. 68). Отклонение на черновую обработку по следующей формуле:
Pо = Ö ρо.м.2 + ρц2, мкм. ([11], стр. 58)
Pо = Ö432 + 3702 = 372 мкм.
Погрешность установки при базировании в центрах заготовки выбирается ([11], табл. 3.26, стр. 82).
εy= 110 мкм.
Минимальный припуск на черновую обработку:2Zmin= 2 (RZ + T + Öρ2 + εy2), мкм. ([11], стр. 58)
2Zmin= 2 (160 + 200 + Ö3722 + 2002) = 1564 мкм.
Максимальный припуск на черновую обработку поверхности детали определяем по формуле:
2Zmax = 2Zmin + δДП – δДВ, мкм. ([11], стр. 58)
где - δДП = 1100 мкм; δДВ = 400 мкм.
2Zmax = 1564 + 1100 – 400 = 2264 мкм.
Величину остаточного суммарного расположения заготовки после выполнения черновой обработки поверхности определяем по формуле:
ρост = Кy ρоз, мкм. ([11], стр. 58)
где - Кy = 0,06 (см. табл. № 3.19 [11]).
ρост = 0,06 · 372=22,33 мкм.
Величина погрешности установки при чистовой обработки поверхности заготовки.
εуч = 0,06 · εy, мкм. ([11], стр. 58)
εуч = 0,06 · 200 = 12 мкм.
При последовательной обработки поверхности детали погрешности установки из – за малости её величины в расчёт не принимаем.
Расчётный минимальный и максимальный припуск на чистовую обработку поверхности детали определяем по формулам:
2Zmin = 2 · (50 + 50 + Ö22,332 + 122) = 250 мкм.
2Zmax = 2 · (250 + 210 – 33) = 854 мкм.
Расчётный минимальный и максимальный припуск на шлифовальную обработку поверхности составит:
2Zmin = 2 · (5 + 15) = 40 мкм.
2Zmax = 2 · (40 + 33 –15) = 116 мкм.
Промежуточные расчётные размеры по обрабатываемым поверхностям определяем по формуле:
Для чистовой токарной обработки:
Dmin чист = Dчист + 2Zmin шл., мм. ([11], стр. 58)
Dmin чист = 55,01 + 0,04 = 50,05 мм.
Для черновой токарной обработки:
Dр черн. = Dр чист. + 2Zmin чист, мм. ([11], стр. 58)
Dр черн. = 55,05 + 0,25 =55,295 мм.
Для заготовки:
Dр.з. = Dр черн + 2 Zmin, мм. ([11], стр. 59)
Dр.з. = 55,295 + 1,6 =56,895 мм.
Промежуточные размеры определяют методом прибавления (для валов), вычитания (для отверстий) значения припусков по максимальным и минимальным значениям, начиная действия с размеров детали.
Минимальные промежуточные размеры:
Dчист = Dд + 2 Zmin, мм. ([11], стр. 59)
Dчист =55,01 + 0,05 = 55,05 мм.
Dmin чист = Dчист + 2 Zmin чист, мм. ([11] стр. 59)
Dmin чист = 55,05 + 0,25 = 55,30 мм.
Dmin з = D черн + 2 Zmin черн, мм. ([11] стр. 59)
Dmin з = 55,30 + 1,6 = 56,9 мм.
Максимальные предельные промежуточные размеры:
Dmax чист = Dmax + 2 Zmax шл, мм. ([11], стр. 59)
Dmax чист = 55,01 + 0,12 = 55,13 мм.
Dmax черн = Dmax + 2 Zmax чист, мм. ([11] стр. 59)
Dmax черн = 55,13 + 0,86 = 55,99мм.
Dmax з = D max + 2 Zmax черн, мм. ([11] стр. 59)
Dmax з = 55,99 + 2,5 = 58,4 мм.
Похожие работы
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
... всех операций термической обработки 6 8) Назначение режимов окончательной термической обработки 6 9) Выбор оборудования 6 10) Технологическая (операционная) карта 6 11) Разработка мероприятий по безопасности жизнедеятельности 7 12) Список использованной литературы 72) Исходные данные. ...


... линии заготовка устанавливается на конвейере, перемещающемся от одной обрабатывающей головки к другой. При обработке на автоматической линии установочной базой является поверхность 5. Технологический процесс изготовления крышки корпуса построен таким образом, что принцип постоянства баз выполняется. 2.6 Технологический маршрут и план изготовления детали При составлении технологического ...



... при ее поворотах на подвесе. Сборочная единица поступает на линию общей сборки в контейнерах, которые размещаются вдоль конвейера в определенных местах. 1.7 Разработка технологического процесса сборки Последовательность операций определятся на основе технологических схем и общего перечня работ. При разделении операций на переходы, учитывалось то, что длительность операции был в пределах ...
0 комментариев