Вывод о важности конструкции детали
Определение типа производства
Расчет количества деталей в партии
Расчет режимов резания
Расчет режимов резания на вертикально-фрезерную операцию 010
Техническое нормирование
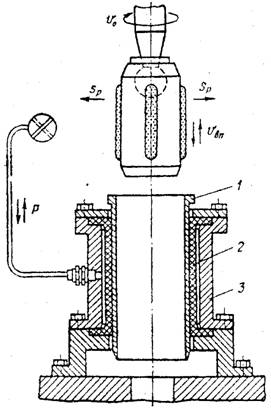
Проектирование и расчет конструкции станочного приспособления
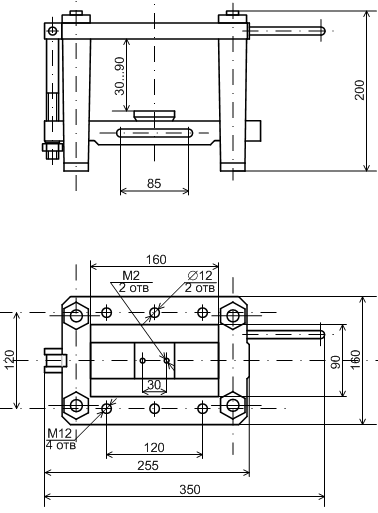
Описание конструкции и принципа работы контрольного приспособления
Навигация
Вывод о важности конструкции детали
Разработка технологического процесса детали "Шатун"
42801
знак
12
таблиц
3
изображения
1.4 Вывод о важности конструкции детали
Все элементы имеют определенные функции и отказ от каких-либо элементов недопустим, т. к. это приводит к ухудшению или даже к полной потере работоспособности механизма.
1.5 Химический состав и механические свойства заготовки
Таблица 1.1. Химический состав стали 35Л (ГОСТ 977–88), %| C | Si | Mn | S | P |
| не более | ||||
| 0,32–0,40 | 0,20–0,52 | 0,45–0,90 | 0,050 | 0,050 |
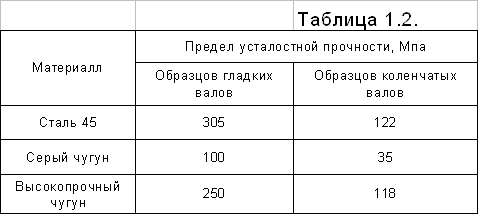
Таблица 1.2 Механические свойства стали 38Л
| σ0,2, Н/мм2 | σВ, Н/мм2 | σ, Н/мм2 | Ψ, % | KCU, Дж/см2 | НВ |
| Не менее | |||||
| 275 | 491 | 15 | 25 | 34 | 150 |
Материал сталь 35Л подходит для требуемых условий работы.
1.6 Технический контроль чертежа детали
1) На чертеже нанесены все размеры и классы шероховатости, необходимые для изготовления детали;
2) Дополнительных операций для получения указанных на чертеже шероховатостей поверхностей не потребуется;
3) Допускаемые отклонения от правильных геометрических форм связаны со служебным назначением детали;
4) Допускаемые пространственные отклонения технологических трудностей не вызывают;
5) Все необходимые для изготовления детали проекции, размеры и сечения приведены на чертеже детали;
6) Чертеж также содержит сведения о массе детали и заготовки, о материале детали;
1.7 Технологический анализ конструкции детали
1) На основании изучения условий работы шатуна, а также его конструкции не целесообразно применять сварную или армированную заготовку. Назначение детали не позволяет упростить деталь, заменить материал на более дешевый или легкообрабатываемый;
2) Конструкция шатуна позволяет применить высокопроизводительные методы обработки, в частности применение станков с ЧПУ;
3) Шатун имеет труднодоступное для обработки отверстие для фиксации вкладыша, т.е. необходимо дополнительное приспособление для обработки;
4) При обработке большинства размеров возможно совмещение конструкторской и измерительной базы;
5) К детали предъявлены высокие требования по точности и шероховатости, т.е. обработку необходимо производить на оборудовании повышенной точности;
6) Все размеры на чертеже допускают измерение специальным и универсальным измерительным инструментом;
7) В качестве баз используется поверхность разъема шатуна с крышкой и отверстия повышенной точности в шатуне, введение искусственных баз необязательно;
8) Обработку необходимо производить на оборудовании повышенной точности, т. к. наличие высоких требований к отдельным поверхностям;
9) Заготовка: отливка;
10) Покрытие необработанных поверхностей – грунтовка ГФ – 0119 ГОСТ 23343–78.
В целом конструкция достаточно технологична и её изготовление возможно.
1.8 Определение показателей технологичности
ü Коэффициент точности
| Тi(квалитет) | Ni (кол-во поверхностей) | Тi* Ni |
| 8 | 4 | 32 |
| 7 | 4 | 28 |
| 6 | 1 | 6 |
| 14 | 2 | 28 |
| сумма | 11 | 94 |
Тср=94/11=8,5
Ктч=1–1/ Тср=1–1/8,5=0,88
ü Коэффициент шероховатости
| Шi | Ni | Шi* Ni |
| 6,3 | 12 | 75,6 |
| 1,25 | 2 | 2,5 |
| 1,6 | 2 | 3,2 |
| 3,2 | 6 | 19,2 |
| 14 | 2 | 28128,5 |
| сумма | 24 | 128,5 |
Шср=128,5/24=5,35
Кш=1/ Шср=1/5,35=0,187
Чертеж детали в результате технологического контроля оставлен без изменений, поэтому уровень технологичности как сравнительный анализ по использованию материала, точности обработки, шероховатости и технологической себестоимости равен единице.
Похожие работы
ЕТАЛИ 1.1 Исходные данные.Исходными данными для разработки технологического процесса являются: рабочий чертёж детали с технологическими требованиями на её изготовление; производственная программа; карта технологических требований на дефектацию детали; каталоги и справочники по используемому оборудованию и технологической оснастке. 1.2 Анализ условий работы детали. В процессе работы двигателя ...
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...
... скоростях скольжения и средних давлениях (для зубчатых колес, кулачковых муфт, поршневых пальцев и т.п.). Хромистые стали с низким содержанием углерода подвергают цементации с последующей термической обработкой, а со средним и высоким содержанием углерода – улучшению (закалке и высокому отпуску). Хромистые стали имеют хорошую прокаливаемость. Недостатком хромистых сталей является их склонность к ...
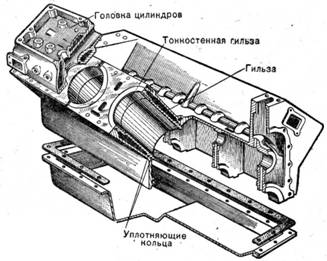
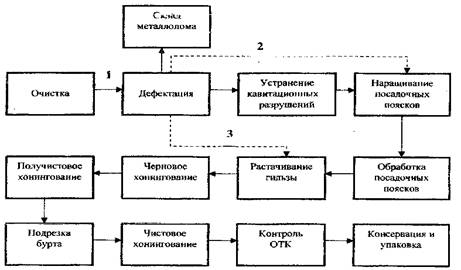
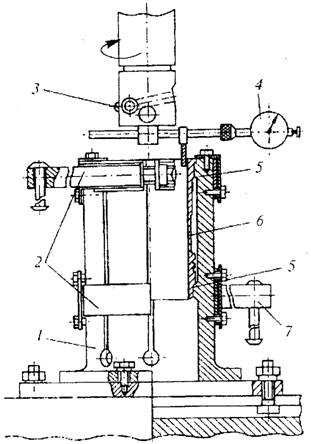
... рекомендаций, содержащихся в этом документе, позволит своевременно и высококачественно проводить ремонт машин. Целью данного курсового проекта является разработка технологического процесса восстановления гильзы цилиндра двигателя автомобиля ЗИЛ-130, с применением передовых форм и методов ремонта (организации авторемонтного производства). Так же курсовое проектирование ставит перед собой цель ...
0 комментариев