Вывод о важности конструкции детали
Определение типа производства
Расчет количества деталей в партии
Расчет режимов резания
Расчет режимов резания на вертикально-фрезерную операцию 010
Техническое нормирование
Проектирование и расчет конструкции станочного приспособления
Описание конструкции и принципа работы контрольного приспособления
Навигация
Описание конструкции и принципа работы контрольного приспособления
Разработка технологического процесса детали "Шатун"
42801
знак
12
таблиц
3
изображения
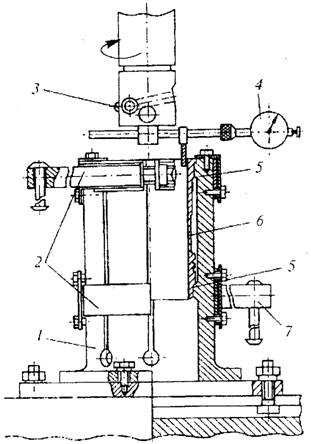
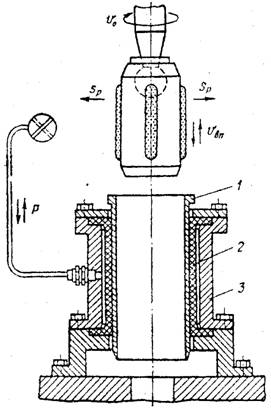
2 Описание конструкции и принципа работы контрольного приспособления
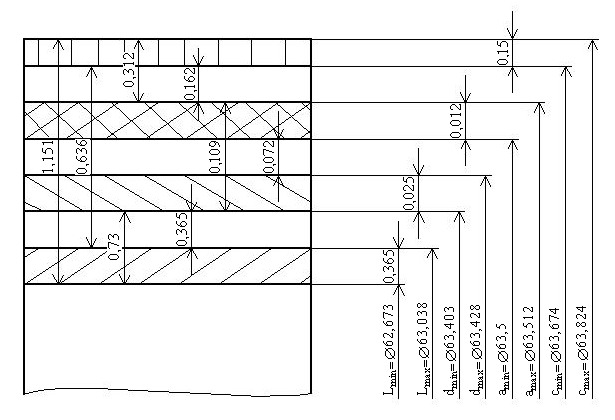
Контрольное приспособление-калибр, предназначенная для контроля диаметра вала и фрезерованных лысок. Состоит из корпуса и двух планок. Планки крепятся на корпусе. Отверстием в корпусе контролируется диаметр вала на котором лыски, а планками расстояние между лысками.
3 Описание конструкции режущего инструмента
Дисковая фреза изготовлена из быстрорежущей стали. Количество зубов‑60. Две одинаковые фрезы устанавливаются на определенном расстоянии друг от друга. Расстояние определяется толщиной кольца, которое ставится между фрезами. Таким образом обрабатываются обе лыски одновременно.
Исследовательская часть
Оптимизация процесса шлифования профиля роторов одновинтовых насосов
Рассмотрен системный подход к управлению процессом финишного шлифования роторов одновинтовых насосов, заключающийся в предварительном проектировании технологических переходов (исходя из условий обеспечения максимальной производительности обработки) и последующем регулировании этого процесса (с учетом индивидуальных особенностей обрабатываемых роторов). Дана методика и приведены результаты проектирования технологических переходов шлифования.
Процесс шлифования рабочего профиля роторов одновинтовых насосов протекает в условиях нестабильной температуры помещения, переменной температуры узлов шлифовального станка и непостоянства теплосодержания заготовок. Нестабильность температуры приводит к изменению температурных деформаций технологической системы шлифования, что отрицательно сказывается на точности обработки профиля. Эта точность обусловлена индивидуальными особенностями обрабатываемых заготовок и изменением температурных условий шлифования.
Сущность предлагаемого способа управления стабильностью шлифования заключается в использовании системного подхода к управлению: на первом этапе выполняется расчет оптимальных режимов и проектирование управляющей программы для системы ЧПУ станка, на втором – регулирование режимов шлифования (скорости детали) с учетом индивидуальных особенностей (случайных факторов) обрабатываемых деталей, на третьем – компенсация оставшейся погрешности. Причем все три перечисленных этапа управления осуществляются исходя из обеспечения стабильности температурного удлинения обрабатываемых роторов (ТУР) при максимальной производительности обработки. Отличительной особенностью описанного способа является использование единой математической модели ТУР на всех этапах управления, причем каждый последующий этап предназначается для компенсации погрешности, оставшейся от предыдущего этапа. Применение данного системного подхода позволяет всесторонне использовать технологические резервы увеличения производительности и точности обработки профиля роторов.
Для этого на этапе проектирования производят оптимизацию распределения припуска на технологические переходы шлифования по критерию максимальной производительности обработки при обеспечении качества и точности обработки, эта задача решалась некомплексно. Например, в работе [1] решена задача распределения припуска на технологические переходы шлифования, исходя из следующего условия: глубина образуемого при шлифовании дефектного слоя равна величине оставшегося припуска. Однако в указанной работе не рассматривалась задача проектирования технологических переходов прецизионного финишного шлифования, исходя из обеспечения максимальной производительности при требуемой точности обработки с учетом возможного образования при шлифовании дефектного слоя.
В работе [2] решается задача стабилизации накопленной погрешности шага резьбы при финишном многопроходном шлифовании. Однако этап проектирования технологических переходов в этой работе не рассмотрен и, следовательно, не использованы технологические резервы увеличения производительности обработки путем выбора глубины шлифования.
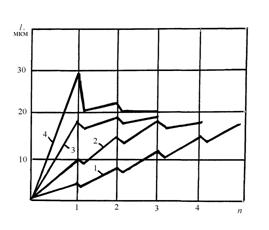
Рис. 1. Изменение температурного удлинения роторов l по мере съема припуска за n технологических переходов при различной производительности обработки (1, 2, 3, 4 – номера обрабатываемых роторов)
На рис. 1 приведены графики изменения ТУР по мере съема одного и того же припуска Z = 0,3 мм с различной интенсивностью шлифования при величине настройки коррекционной линейки ![]() мкм. Кривые 1 и 4 на рис. 1 соответствуют низко‑и высокопроизводительным режимам.
мкм. Кривые 1 и 4 на рис. 1 соответствуют низко‑и высокопроизводительным режимам.
обработки, а кривые 2–3 характерны для режимов со средней производительностью. При высокопроизводительной обработке (кривая 4) припуск удаляется за 2–3 технологических перехода, а при низкопроизводительной (кривая 1) – за 5–8 переходов. Высоко- и низкопроизводительные режимы являются двумя крайностями, обусловливающими, с одной стороны, снижение размерной стойкости шлифовального круга и появление шлифовочных дефектов (кривая 4) при высокой производительности, а, с другой стороны, – быстрое затупление шлифовального круга при низкой производительности (кривая 1). Последнее обусловливается уменьшением коэффициента ![]() (
(![]() – соответственно толщина среза одним зерном и радиус его закругления) до уровня, при котором большая часть энергии резания превращается в тепло. Следовательно, оптимальными являются режимы шлифования, которым соответствует зона между кривыми 2 и 3 на рис. 1. Выбор режимов финишного шлифования осуществляется на основе расчета распределения припуска по переходам в соответствии со следующим критерием: величина ТУР к началу последнего технологического перехода должна быть равна величине коррекции
– соответственно толщина среза одним зерном и радиус его закругления) до уровня, при котором большая часть энергии резания превращается в тепло. Следовательно, оптимальными являются режимы шлифования, которым соответствует зона между кривыми 2 и 3 на рис. 1. Выбор режимов финишного шлифования осуществляется на основе расчета распределения припуска по переходам в соответствии со следующим критерием: величина ТУР к началу последнего технологического перехода должна быть равна величине коррекции ![]() , внесенной в ходовой винт станка. В соответствии с этим критерием разработана методика расчета распределения припуска по технологическим переходам шлифования. Анализ позволил установить, что системный подход к управлению процессом шлифования прецизионных роторов одновинтовых насосов заключается в предварительном автоматизированном проектировании технологической и управляющей программы для станков с ЧПУ и последующем автоматизированном регулировании процесса, причем указанные этапы управления шлифованием (проектирование и регулирование) имеют единое технологическое и математическое обеспечение. Величина коррекции шага
, внесенной в ходовой винт станка. В соответствии с этим критерием разработана методика расчета распределения припуска по технологическим переходам шлифования. Анализ позволил установить, что системный подход к управлению процессом шлифования прецизионных роторов одновинтовых насосов заключается в предварительном автоматизированном проектировании технологической и управляющей программы для станков с ЧПУ и последующем автоматизированном регулировании процесса, причем указанные этапы управления шлифованием (проектирование и регулирование) имеют единое технологическое и математическое обеспечение. Величина коррекции шага ![]() , внесенная в настройку ходового винта шлифовального станка, предопределяет производительность процесса. С увеличением
, внесенная в настройку ходового винта шлифовального станка, предопределяет производительность процесса. С увеличением ![]() уменьшается число технологических переходов финишного шлифования. Для увеличения производительности финишного прецизионного шлифования необходимо на предыдущей операции шлифования формировать положительную накопленную погрешность шага ротора, величина которой не должна превосходить
уменьшается число технологических переходов финишного шлифования. Для увеличения производительности финишного прецизионного шлифования необходимо на предыдущей операции шлифования формировать положительную накопленную погрешность шага ротора, величина которой не должна превосходить ![]() .
.
Список использованных источников
1. А.Ф. Горбацевич, В.А. Шкред. Курсовое проектирование по технологии машиностроения: Высшая школа, 1983 г.
2. Справочник технолога – машиностроителя. 1 том. Под ред. А.Г. Косиловой и Р.К. Мещерякова. – М.: Машиностроение, 1985.
3. Справочник технолога – машиностроителя. 2 том. Под ред. А.Г. Косиловой и Р.К. Мещерякова. – М.: Машиностроение, 1985.
4. Е.М. Левенсон. Конструирование измерительных приспособлений и инструментов в машиностроении. – М.: МАШГИЗ, 1956.
5. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 1. Токарные станки.
6. А.В. Перминов. – Размерный анализ технологических процессов на ЭВМ: Часть 1. Основы размерного анализа: учеб. пособие. 2007 год.
7. Ю.Н. Иванкин. Методические указания. Курсовое проектирование по курсу ТМС: ПГТУ, кафедра ТМС, 2002.
Похожие работы
ЕТАЛИ 1.1 Исходные данные.Исходными данными для разработки технологического процесса являются: рабочий чертёж детали с технологическими требованиями на её изготовление; производственная программа; карта технологических требований на дефектацию детали; каталоги и справочники по используемому оборудованию и технологической оснастке. 1.2 Анализ условий работы детали. В процессе работы двигателя ...
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...
... скоростях скольжения и средних давлениях (для зубчатых колес, кулачковых муфт, поршневых пальцев и т.п.). Хромистые стали с низким содержанием углерода подвергают цементации с последующей термической обработкой, а со средним и высоким содержанием углерода – улучшению (закалке и высокому отпуску). Хромистые стали имеют хорошую прокаливаемость. Недостатком хромистых сталей является их склонность к ...
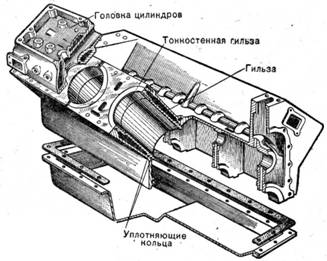
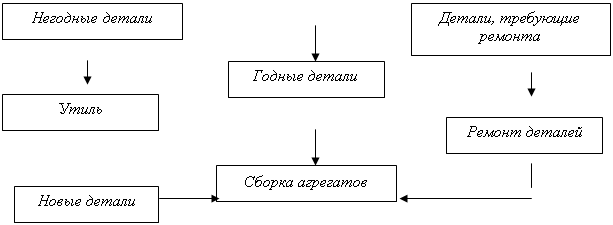
... рекомендаций, содержащихся в этом документе, позволит своевременно и высококачественно проводить ремонт машин. Целью данного курсового проекта является разработка технологического процесса восстановления гильзы цилиндра двигателя автомобиля ЗИЛ-130, с применением передовых форм и методов ремонта (организации авторемонтного производства). Так же курсовое проектирование ставит перед собой цель ...
0 комментариев