Вывод о важности конструкции детали
Определение типа производства
Расчет количества деталей в партии
Расчет режимов резания
Расчет режимов резания на вертикально-фрезерную операцию 010
Техническое нормирование
Проектирование и расчет конструкции станочного приспособления
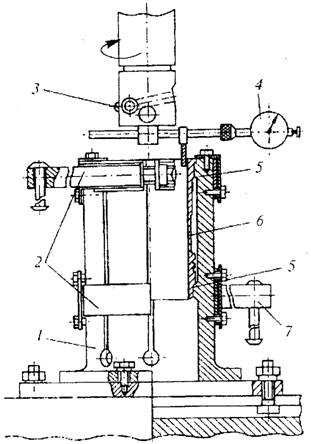
Описание конструкции и принципа работы контрольного приспособления
Навигация
Проектирование и расчет конструкции станочного приспособления
Разработка технологического процесса детали "Шатун"
42801
знак
12
таблиц
3
изображения
1. Проектирование и расчет конструкции станочного приспособления
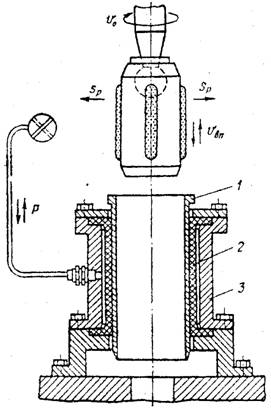
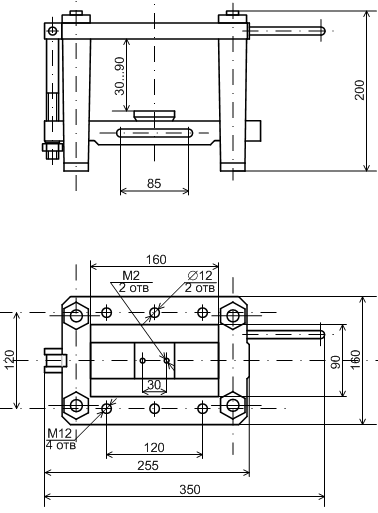
1.1 Описание конструкции и принципа работы приспособления
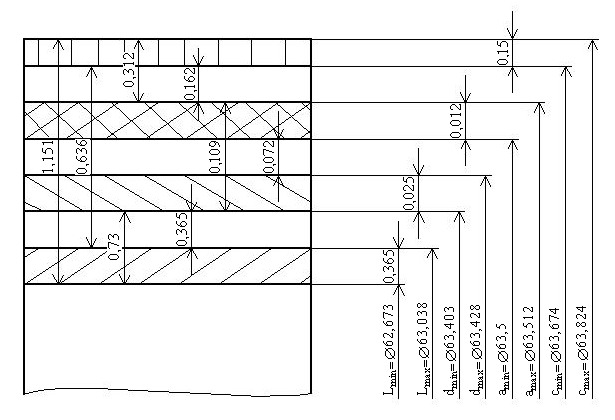
Станочное приспособление для фрезерования лысок. Приспособление применяется на фрезерных операциях. Приспособление состоит из корпуса, к корпусу крепятся опора, призма, установ. Обрабатываемая деталь устанавливается на опору и призму, зажимается прижимом. По установу, прикрепленному к корпусу, настраивается рабочий инстремент на выполнение размеров ![]() и
и ![]() . На эти размеры и влияет точность приспособления.
. На эти размеры и влияет точность приспособления.
Расчет конструкции станочного приспособления на точность.
1) Расчет на точность размера ![]() .
.
Точность обработки будет соответствовать точности получаемых на данной операции размеров, если будет выполнено условие:
D £ d=2
где D – суммарная погрешность обработки, мкм.;
d – допуск на обрабатываемый размер, мкм.
![]() ,
,
где e – погрешность установки детали в приспособлении;
D Н – погрешности настройки на размер;
D ОБР – точность метода обработки.
![]() ,
,
где e б – погрешность базирования;
e З – погрешность закрепления;
e ПР – точность приспособления;
e б = 0, так как установочная и технологическая базы совмещены;
e З = 0, так как. направление сил зажима направлено перпендикулярно выполняемого размера.
e ПР = ![]()
– погрешности изготовления деталей приспособления ![]() =0,03 (Определяется перпендикулярностью поверхности установа и боковой плоскостью);
=0,03 (Определяется перпендикулярностью поверхности установа и боковой плоскостью);
– погрешности установки приспособления на станке d У = 20 мкм.;
– погрешности износа деталей приспособления, ввиду недостатка статистических данных d И = 0.
e ПР = ![]() мкм.
мкм.
Суммарная погрешность установки детали в приспособлении:
![]()
![]()
![]() =0,4 – поставлена на чертеже;
=0,4 – поставлена на чертеже;
![]() =0,006 – при толщине щупа 0,5 мм;
=0,006 – при толщине щупа 0,5 мм;
![]() =0,02 – определяется настройкой рабочим фрезы на размер по установу с помощью щупа;
=0,02 – определяется настройкой рабочим фрезы на размер по установу с помощью щупа;
![]()
D ОБР = К2 * w
– К2 = 0,5 при выполнении размеров выше 7-го квалитета;
– средняя экономическая точность обработки w = 160 мкм.
D ОБР = 0,5*160 = 80 мкм.
Суммарная погрешность обработки:
![]()
Заданная точность обработки будет обеспечена, т. к. D < d (156 мкм. < 2000 мкм.).
2) Расчет на точность размера ![]() .
.
Точность обработки будет соответствовать точности получаемых на данной операции размеров, если будет выполнено условие:
D £ d=0,4
где D – суммарная погрешность обработки, мкм.;
d – допуск на обрабатываемый размер, мкм.
![]() ,
,
где e – погрешность установки детали в приспособлении;
D Н – погрешности настройки на размер;
D ОБР – точность метода обработки.
![]() ,
,
где e б – погрешность базирования;
e З – погрешность закрепления;
e ПР – точность приспособления;
e б = 0,06 мм – допук на кольцо в наборе фрез;
e З = 0, так как. направление сил зажима направлено перпендикулярно выполняемого размера.
e ПР = ![]()
– погрешности изготовления деталей приспособления ![]() =0,03 (Определяется перпендикулярностью поверхности установа и боковой плоскостью);
=0,03 (Определяется перпендикулярностью поверхности установа и боковой плоскостью);
– погрешности установки приспособления на станке d У = 20 мкм.;
– погрешности износа деталей приспособления, ввиду недостатка статистических данных d И = 0.
e ПР = ![]() мкм.
мкм.
Суммарная погрешность установки детали в приспособлении:
![]()
![]()
![]() =0,03 – поставлена на чертеже;
=0,03 – поставлена на чертеже;
![]() =0,006 – при толщине щупа 0,5 мм;
=0,006 – при толщине щупа 0,5 мм;
![]() =0,02 – определяется настройкой рабочим фрезы на размер по установу с помощью щупа;
=0,02 – определяется настройкой рабочим фрезы на размер по установу с помощью щупа;
![]()
D ОБР = К2 * w
– К2 = 0,5 при выполнении размеров выше 7‑го квалитета;
– средняя экономическая точность обработки w = 160 мкм.
D ОБР = 0,5*160 = 80 мкм.
Суммарная погрешность обработки:
![]()
Заданная точность обработки будет обеспечена, т. к. D < d (190 мкм. < 400 мкм.).
Похожие работы
ЕТАЛИ 1.1 Исходные данные.Исходными данными для разработки технологического процесса являются: рабочий чертёж детали с технологическими требованиями на её изготовление; производственная программа; карта технологических требований на дефектацию детали; каталоги и справочники по используемому оборудованию и технологической оснастке. 1.2 Анализ условий работы детали. В процессе работы двигателя ...
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...
... скоростях скольжения и средних давлениях (для зубчатых колес, кулачковых муфт, поршневых пальцев и т.п.). Хромистые стали с низким содержанием углерода подвергают цементации с последующей термической обработкой, а со средним и высоким содержанием углерода – улучшению (закалке и высокому отпуску). Хромистые стали имеют хорошую прокаливаемость. Недостатком хромистых сталей является их склонность к ...
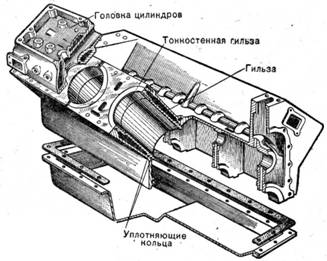
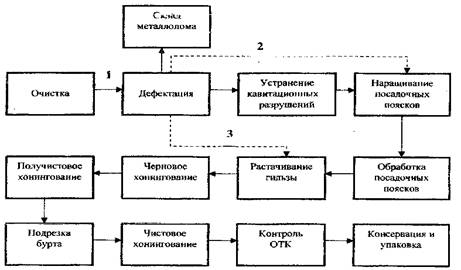
... рекомендаций, содержащихся в этом документе, позволит своевременно и высококачественно проводить ремонт машин. Целью данного курсового проекта является разработка технологического процесса восстановления гильзы цилиндра двигателя автомобиля ЗИЛ-130, с применением передовых форм и методов ремонта (организации авторемонтного производства). Так же курсовое проектирование ставит перед собой цель ...
0 комментариев