Вывод о важности конструкции детали
Определение типа производства
Расчет количества деталей в партии
Расчет режимов резания
Расчет режимов резания на вертикально-фрезерную операцию 010
Техническое нормирование
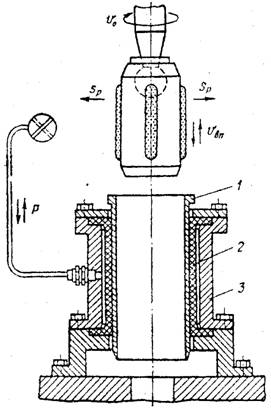
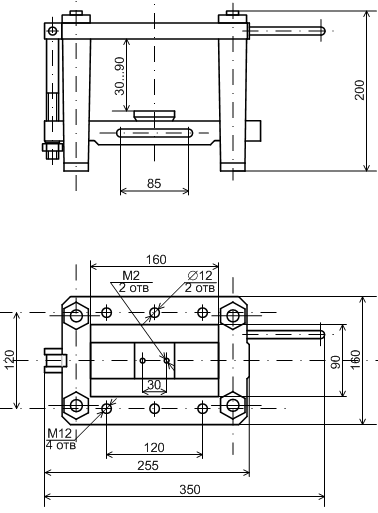
Проектирование и расчет конструкции станочного приспособления
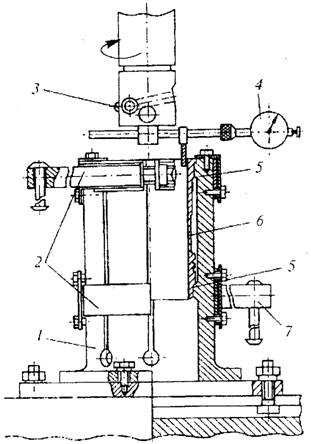
Описание конструкции и принципа работы контрольного приспособления
Навигация
Расчет режимов резания на вертикально-фрезерную операцию 010
Разработка технологического процесса детали "Шатун"
42801
знак
12
таблиц
3
изображения
7.2 Расчет режимов резания на вертикально-фрезерную операцию 010
Фрезеровать плоскость 3 в размер 103-0,2.
Обработка производится на вертикально-фрезерном станке 65А80 Ф1.
Фреза ВК8 ГОСТ 17026–71
Глубина фрезерования:
t=12 мм
Подачу определяем исходя из глубины фрезерования и диаметра фрезы:
nфрезы=30 мм;
S(z)=0,08 мм/зуб ([2], табл. 36, cтр. 285);
Определение скорости резания определим по формуле: ([2], табл. 39, стр. 286)
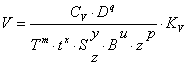
Поправочные коэффициенты берем из таблицы [2], 38, стр. 286
где СV=108;
q=0,2;
m=0,32;
y=0,30;
x=0,06;
u=0,2;
p=0;
z=60;
В=1,25;
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания определяется по формуле:
К=Кмv•Кnv•Киv,
Где Кмv – коэффициент, учитывающий качество обрабатываемого материала ([2], табл. 1–4, стр. 280), Кмv=0,645;
Кnv-коэффициент учитывающий состояние поверхности заготовки ([2], табл. 5), Кnv=0,9;
Киv – коэффициент, учитывающий материал инструмента ([2], табл. 6), Киv=1;
В результате расчета получаем:
![]() ;
;
![]()
 ,
,
![]() , по паспорту nпр=200 об/мин
, по паспорту nпр=200 об/мин
![]()
Силу резания определяем по формуле:
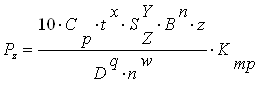 ,
,
Постоянную Ср и показатели степени х, у, n для расчетных условий обработки для каждой из составляющих силы резания приведены в источнике [2], табл. 22, стр. 273;
Ср=92;
х=0,06;
у=0,3;
n=0;
q=0,86;
u=1;
w=0 ([2], c. 281)
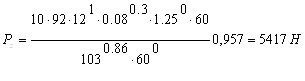
Поправочный коэффициент Кр представляет собой произведение ряда коэффициентов (Kp= Kmp*Kφp*Kyp*Kλp* Krp) учитывающих фактические условия резания. Численные значения этих коэффициентов принимаем по таблице [2], табл. 23, стр. 275:
![]() ;
;
Kφp=1,0;
Kyp=1,1;
Kλp=1,0
Krp=0,87.
Kp= 1*1*1,1*1* 0,87=0,957
В результате расчета получаем:
Определим мощность резания:
![]()
Сводная таблица режимов резания
| Операция | t, мм | S, мм/об | V, м/мин | n, об/мин |
| 010 вертикально-фрезерная: 1 фрезеровать плоскость 3,4 2 фрезеровать плоскость 9,10 3 фрезеровать плоскость 5,6 | 12 | 0,08 | 64,68 | 200 |
| 015 Горизонтально – фрезерная: Разрезать на 2 части (шатун + крышка) | 10 | 0,08 | 78,2 | 500 |
| 030 Фрезерная с ЧПУ: 1. Фрезеровать плоскость 2. Сверлить 4 отверстия 3. Зенкеровать 4 отверстия 4. Развернуть 4 отверстия | 0,5 13 2 0,033 | 0,09 0,32 0,8–1 1,2 | 64,68 40,82 47,1 47,15 | 200 500 500 500 |
| 060 Вертикально-фрезерная: 1. Фрезерование чистовое | 3 | 0,08 | 64,68 | 200 |
| 065Координатно-расточная: 1 точить поверхность 1 2 точить поверхность 2 | 7 3 | 0,25 0,25 | 189 189 | 500 500 |
| 080 Вертикально-сверлильная: 1. Сверлить 2 отверстия 2. Нарезание резьбы | 5 0,25 | 0,32 0,6–0,8 | 15,7 8,2 | 500 200 |
| 090 Горизонтально-расточная: 1. Сверление 2. Зенкерование 3. Развертывание | 5 1 0,015 | 0,32 0,8–1 1,2 | 18,84 18,84 18,84 | 500 500 500 |
Похожие работы
ЕТАЛИ 1.1 Исходные данные.Исходными данными для разработки технологического процесса являются: рабочий чертёж детали с технологическими требованиями на её изготовление; производственная программа; карта технологических требований на дефектацию детали; каталоги и справочники по используемому оборудованию и технологической оснастке. 1.2 Анализ условий работы детали. В процессе работы двигателя ...
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...
... скоростях скольжения и средних давлениях (для зубчатых колес, кулачковых муфт, поршневых пальцев и т.п.). Хромистые стали с низким содержанием углерода подвергают цементации с последующей термической обработкой, а со средним и высоким содержанием углерода – улучшению (закалке и высокому отпуску). Хромистые стали имеют хорошую прокаливаемость. Недостатком хромистых сталей является их склонность к ...
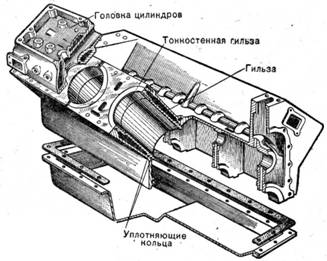
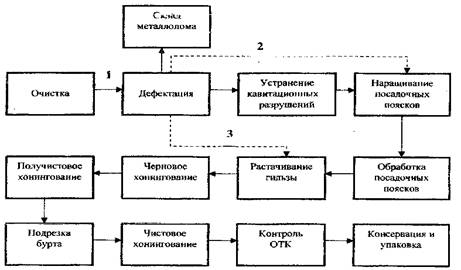
... рекомендаций, содержащихся в этом документе, позволит своевременно и высококачественно проводить ремонт машин. Целью данного курсового проекта является разработка технологического процесса восстановления гильзы цилиндра двигателя автомобиля ЗИЛ-130, с применением передовых форм и методов ремонта (организации авторемонтного производства). Так же курсовое проектирование ставит перед собой цель ...
0 комментариев