Вывод о важности конструкции детали
Определение типа производства
Расчет количества деталей в партии
Расчет режимов резания
Расчет режимов резания на вертикально-фрезерную операцию 010
Техническое нормирование
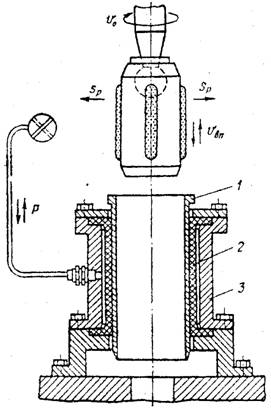
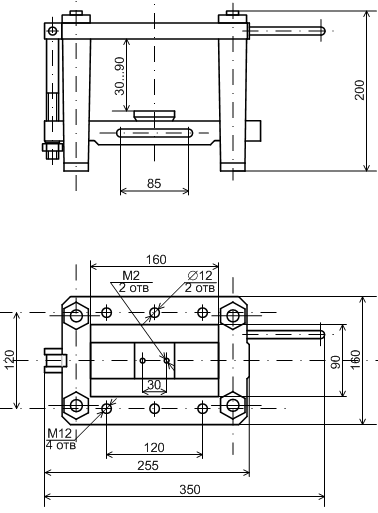
Проектирование и расчет конструкции станочного приспособления
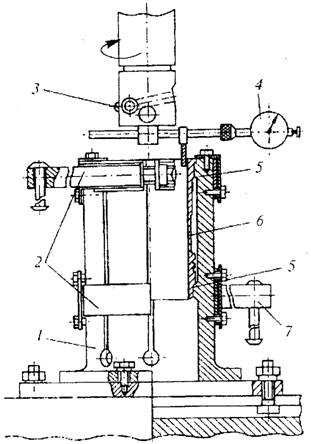
Описание конструкции и принципа работы контрольного приспособления
Навигация
Расчет количества деталей в партии
Разработка технологического процесса детали "Шатун"
42801
знак
12
таблиц
3
изображения
4. Расчет количества деталей в партии
N=1000 шт.;
Тшт-к.ср=1,69 мин;
Периодичность запуска – выпуска изделий а=3 дня;
Число рабочих дней в году F=254 дня; Количество деталей в партии определяем по формуле:
n=N•a/F
где N – годовая программа выпуска продукции, (N=1000 шт.);
а – периодичность запуска – выпуска изделий, (а=3 дня);
F – число рабочих дней в году, (F=254 дня).
В результате расчета принимаем количество деталей в партии:
n=1000•3/254 =11,8 шт.;
Расчетное число смен на обработку партии деталей определяем по формуле:
Срасч=Тшт-к ср•n/(476•0,8);
В результате расчета получаем:
С=1,69•11,8/(476•0,8)=0,25 смен;
Принимаем количество смен: Спр=1;
Расчетное количество деталей в партии определяем по формуле:
Nрасч=476•0,8•Cпр/Tшт-к ср;
В результате расчета получаем:
Nрасч=476•0,8•1/1,69=225,33.
5. Анализ существующего технологического процесса и предлагаемые варианты его изменения
Технологический процесс механической обработки детали определяется следующими факторами: материалом изготавливаемой детали, конструкцией детали, требуемым качеством обработки и поверхностей детали, методом получения исходной заготовки, годовым объёмом выпуска изделия, а также условиями производства данной детали.
В результате проверки чертежа детали на технологичность и технологического контроля чертежа детали было установлено, что элементы конструкции детали не могут быть упрощены без ущерба служебному назначению; допуски на поверхности соответствуют заданной шероховатости, то есть, нет необходимости изменять конструкцию и размеры детали, а также нет необходимости в дополнительных операциях для выполнения технических требований.
Выбран технологический процесс изготовления детали типа шатун. Технологический процесс изготовления детали составлен грамотно. Для каждой операции подобраны: необходимое оборудование, режущий и мерительный инструмент, приспособления и оснастка, которые обеспечивают, заданные конструктором, точность размеров, точность геометрических форм и расположения поверхностей.
Оборудование и режущий инструмент подбирались по следующим критериям:
1. Наличие на производстве.
2. Обеспечение технологических параметров и режимов обработки.
При выборе баз руководствовались следующими соображениями:
1. За базы принимать наиболее точные поверхности.
2. Возможность закрепления на станке.
3. Возможность и удобство обработки детали.
Назначенный мерительный инструмент позволяет с необходимой точностью проводить измерения в указанных местах.
Существует соответствие между назначенными допусками на размеры и шероховатостью поверхностей.
Маршрут обработки по базовому технологическому процессу:
005: Входной контроль
010: Вертикально – фрезерная
65А80Ф1
015: Горизонтально – фрезерная
FW450
020: Маркирование
025: Контрольная
Стол контролера
030: Фрезерная с ЧПУ
ИС800ПМФ4
035: Слесарная
Верстак слесарный
040: Контрольная
Стол контроллера
045: Комплектовочная
050: Транспортирование
Автопогрузчик
055: Сборочная
060: Вертикально – фрезерная
65А90ПМФ4
065: Координатно-расточная
2Е450
070: Контрольная
Стол контроллера
075: Сборочная
Верстак слесарный
080: Вертикально – сверлильная
2С132
085: Слесарная
Верстак слесарный
090: Горизонтально – расточная
2А636
095: Слесарная
Верстак слесарный
100: Контрольная
Стол контроллера.
Недостатки базового технологического процесса:
· Слабо механизирована слесарная операция;
· Высокая себестоимость обработки операции 090;
Принимаем следующие изменения:
1. Переводим горизонтально-расточную операцию с ЧПУ 090, на сверлильную с дальнейшим проектированием приспособления, вследствие чего уменьшается себестоимость обработки;
2. На слесарной операции применяем шлифовальные машинки, тем самым повышая уровень механизации;
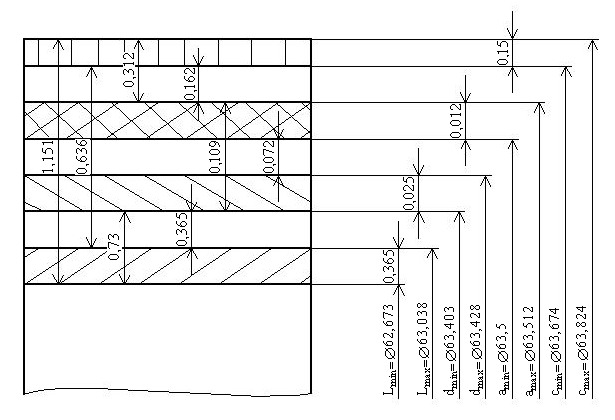
6. Расчет припусков
6.1 Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности Æ120 Н7(+0,046) (поверхность 1)
Расчет операционных припусков записываем в таблицу 4.
Таблица 4:
| Технологи- ческие переходы | Элементы припуска, мкм | Расчетный припуск, мкм | Расчетный размер, мм | Допуск мкм | Предельный размер, мм | Предельные значения припусков, мкм | |||||||
| R z | T | r | e | 2Z min | d Р | d | d min | d max | 2Z minпр | 2Zmaxпр | |||
| Заготовка | 50 | 200 | 3956 | - | - | 111 | 3200 | 107,8 | 111 | - | - | ||
| Обтачивание чистовое | 30 | 50 | 237 | - | 2•4206 | 119,32 | 500 | 118,82 | 119,32 | 8320 | 11020 | ||
| Обтачивание тонкое | 15 | 20 | 158 | - | 2•317 | 120 | 46 | 119,954 | 120 | 680 | 1134 | ||
| Итого: | 9000 | 12154 | |||||||||||
Рассчитываем пространственные отклонения по формуле:
р=ркор+рсм([1], табл. 4.7);
рсм= d=3200 мкм;
ркор=Δк•L,
где Δк – удельная кривизна заготовки, Δк=1 ([1], табл. 4.8);
L – общая длина заготовки, L=756;
ркор=1•756=756 мкм;
В результате расчета получаем величину пространственных отклонений:
рзаг=756+3200=3956 мкм;
рток.чист=рзаг•0,06=3956•0,06=237,36 мкм;
рток.тонк=рзаг•0,04=3956•0,04=158,24 мкм;
Расчетный припуск 2Z min рассчитываем по формуле: ([1], с. 85);
2Zmin=2•(Rzi‑1+Ti‑1+ri‑1)
2Zmin ток. чист=2•(50+200+3956)=2•4206 мкм
2Zmin ток. тонкая=2•(30+50+237)=2•317 мкм
Расчетные диаметры:
Dток.чист=119,954 – (2•317)/1000=119,954–0,634=119,32 мм
Dрзаг=119,32 – (2•4206)/1000=119,32–8,412=111 мм
Т.к ведем расчет припусков внутреннего отверстия, то расчетный размер равен наибольшему предельному размеру:
Dр=Dmax
Наименьшие предельные диаметры:
Dmin= Dmax-d
Dmax ток. тонкая=120–0,046=119,954 мм
Dmax ток. чист=119,32–0,5=118,82 мм
dзаг=111–3,2=107,8 мм
Предельные значения припусков: ([1], с. 86);
![]()
![]()
![]()
![]()
Общий номинальный припуск:
Z=(dmax-dmin)/2=(111–107,8)/2=3,6/2=1,6
dзаг.ном=107,8+1,6=109,4 мм
Производим проверку правильности выполненных расчетов: ([1], с. 87)
Zi max-Zi min=di-1-di
Чистовое фрезероваение:
11020–8320=3200–500
2700=2700
Тонкое точение:
1134–680=500–46
454=454
Расчеты произведены верно.
6.2 Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности 103-0,2 (поверхность 2)
Расчет операционных припусков записываем в таблицу 5.
Таблица 5:
| Технологические переходы | Элементы припуска, мкм | Расчетный припуск, мкм | Расчетный размер, мм | Допуск мкм | Предельный размер, мм | Предельные значения припусков, мкм |
| |||||||||
| R z | T | r | e | Z min | Н Р | d | Н min | Н max | Z minпр | Zmaxпр |
| |||||
| Заготовка | 50 | 200 | 3756 | - | - | 107 | 3000 | 104 | 107 | - | - |
| ||||
| Фрезерованиечистовое | 30 | 50 | 225,36 | - | 4006 | 103 | 200 | 102,8 | 103 | 1200 | 4000 |
| ||||
| Итого: | 1200 | 4000 | ||||||||||||||
Рассчитываем пространственные отклонения по формуле:
р=ркор+рсм([1], табл. 4.7);
рсм= d=3000 мкм;
ркор=Δк•L,
где Δк – удельная кривизна заготовки, Δк=1 ([1], табл. 4.8);
L – общая длина заготовки, L=756;
ркор=1•756=756 мкм;
В результате расчета получаем величину пространственных отклонений:
рзаг=756+3000=3756 мкм;
рфр.чист=рзаг•0,06=3756•0,06=225,36 мкм;
Расчетный припуск Z min рассчитываем по формуле: ([1], с. 85);
Zmin=(Rzi‑1+Ti‑1+ri‑1)
Zmin фр. чист=(50+200+3756)=4006 мкм
Расчетные размеры:
НРзаг=103+4006/1000=103+4=107 мм
Т.к ведем расчет припусков плоскости, то расчетный размер равен наибольшему предельному размеру:
Нр=Нmax
Наименьшие предельные размеры:
Нmin= Нmax-d
Нmax заг=107–3=104 мм
Предельные значения припусков: ([1], с. 86);
![]()
![]()
Общий номинальный припуск:
Z=(Нmax-Нmin)/2=(107–104)/2=3/2=15
Нзаг.ном=104+1,5=105,5 мм
Производим проверку правильности выполненных расчетов: ([1], с. 87)
Zi max-Zi min=di-1-di
Чистовое фрезерование:
4000–1200=3000–200
2800=2800
Расчеты произведены верно.
Общие припуски:
Zmin=1200 мкм;
Zmax=4000 мкм.
Присвоение номеров поверхностей детали
Припуски и допуски на обрабатываемые поверхности детали по ГОСТ 7505–74
| Поверхность | Размер | Припуск | Допуск |
| 1 | n120 | 14 | 0,035 |
| 2 | n202 | 6 | 0,029 |
| 3,4 | 103 | 4 | 0,2 |
| 5,6 | 125 | 14 | 0,25 |
| 7,8 | 34 | 4 | 0,4 |
| 9,10 | 282 | 10 | 0,2 |
Похожие работы
ЕТАЛИ 1.1 Исходные данные.Исходными данными для разработки технологического процесса являются: рабочий чертёж детали с технологическими требованиями на её изготовление; производственная программа; карта технологических требований на дефектацию детали; каталоги и справочники по используемому оборудованию и технологической оснастке. 1.2 Анализ условий работы детали. В процессе работы двигателя ...
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...
... скоростях скольжения и средних давлениях (для зубчатых колес, кулачковых муфт, поршневых пальцев и т.п.). Хромистые стали с низким содержанием углерода подвергают цементации с последующей термической обработкой, а со средним и высоким содержанием углерода – улучшению (закалке и высокому отпуску). Хромистые стали имеют хорошую прокаливаемость. Недостатком хромистых сталей является их склонность к ...
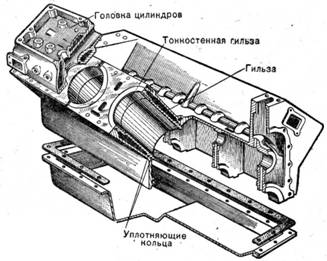
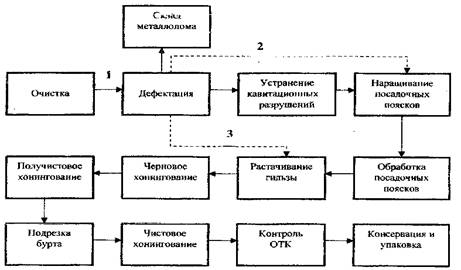
... рекомендаций, содержащихся в этом документе, позволит своевременно и высококачественно проводить ремонт машин. Целью данного курсового проекта является разработка технологического процесса восстановления гильзы цилиндра двигателя автомобиля ЗИЛ-130, с применением передовых форм и методов ремонта (организации авторемонтного производства). Так же курсовое проектирование ставит перед собой цель ...
0 комментариев