Показатели технологичности базирования и закрепления
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технико-экономический анализ
Разработка технологических схем базирования
Расчёт операционных размеров
Проверка условий точности изготовления детали
Расчёт операционных размеров
Навигация
Технико-экономический анализ
Разработка технологичного процесса изготовления вала ступенчатого
39121
знак
11
таблиц
0
изображений
3.3 Технико-экономический анализ
Для окончательного выбора метода получения заготовки, следует провести сравнительный анализ по технологической себестоимости.
Расчет технологической себестоимости заготовки получаемую по первому или второму методу проведем по следующей формуле [1]:
Ст=Сзаг.. М + Cмех.. (М-m)-Сотх.. (M-m), руб.
где М – масса заготовки, кг;
m – масса детали, кг;
Сзаг – стоимость одного килограмма заготовок, руб./кг;
Cмех. – стоимость механической обработки, руб/кг;
Сотх – стоимость одного килограмма отходов, руб/кг.
Стоимость заготовки, полученной такими методами, как литье в песчаные формы и штамповка на кривошипных горячештамповочных прессах, с достаточной для стадии проектирования точностью можно определить по формуле [1]:
Сзаг=Сот . hT . hC . hB . hM . hП , руб/кг,
где Сот – базовая стоимость одного килограмма заготовки, руб./кг;
hT – коэффициент, учитывающий точность заготовки;
hC – коэффициент, учитывающий сложность заготовки;
hB – коэффициент, учитывающий массу заготовки;
hM – коэффициент, учитывающий материал заготовки;
hП - коэффициент, учитывающий группу серийности.
Для получения заготовки по методу литья значения коэффициентов в формуле следующие [1]:
hT =1,03 – 2-ый класс точности;
hC =0,7 – 1-ая группа сложности получения заготовки;
hB =0,93 – так как масса заготовки находится в пределах 3…10,0 кг;
hM =1,21 – так как сталь углеродистая;
hП =0,77 – 2-ая группа серийности;
Базовая стоимость одного килограмма отливок составляет Сот = 0,29 руб.
Сзаг. = 0,29 . 1,03 . 0,7 . 0,93 . 1,21 . 0,77 =0,181 руб./кг
Определяем стоимость механической обработки по формуле:
Смех. = Сс + Ем . Ск, руб./кг;
где Сс = 0,495 – текущие затраты на один килограмм стружки, руб./кг [1];
Ск = 1,085 – капитальные затраты на один килограмм стружки, руб/кг [1];
Ем = 0,1 – нормативный коэффициент эффективности капитальных вложений выбираем из предела (0,1…0,2) [1].
Смех. = 0,495 + 0,1 . 1,085 = 0,6035 руб./кг
Стоимость одного килограмма отходов принимаем равной Сотх. = 0,0144 руб./кг.
Определим общую стоимость заготовки, получаемую по методу литья:
Ст = 0,181. 9,47 + 0,6035 . (9,47-6,29) – 0,0144. (9,47-6,29) = 3,587 руб.
Для заготовки, получаемой методом штамповки на кривошипных горячештамповочных прессах, значения коэффициентов в формуле (9) следующие[1]:
Сзаг=Сшт . hT . hC . hB . hM . hП , руб/кг,
где hT =1 – 2-ой класс точности;
hC =0,75 – 1-ая группа сложности получения заготовки;
hB =0,87– так как масса заготовки находится в пределах 4…10 кг;
hM =1 –так как сталь углеродистая;
hП =1;
Базовая стоимость одного килограмма штамповок составляет Сшт = 0,315 руб./кг
Сзаг. = 0,315 . 1 . 0,75 . 0,87. 1 . 1 = 0,21 руб./кг
Определяем общую стоимость заготовки, получаемую штамповкой:
Ст = 0,21. 8,44 + 0,6035 . (8,44-6,29) –0,0144. (8,44-6,29) = 3,039 руб.
Таким образом, по технологической себестоимости наиболее экономичным является вариант изготовления детали из заготовки, полученной штамповкой.
Ожидаемая годовая экономия:
Эгод. = (СТ2 – СТ1) . N , руб.;
где N – годовая программа выпуска деталей, шт.;
Эгод. = (3,587– 3,039) . 110000 = 60280 руб.
Вывод: на основании сопоставления технологических себестоимостей по рассматриваемым вариантам делаем вывод о том, что для дальнейшей разработки следует выбрать метод получения заготовки штамповкой. В этом случае годовая экономия составит 60280 рублей.
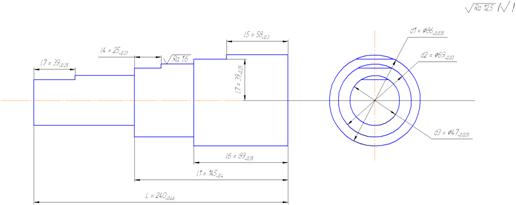
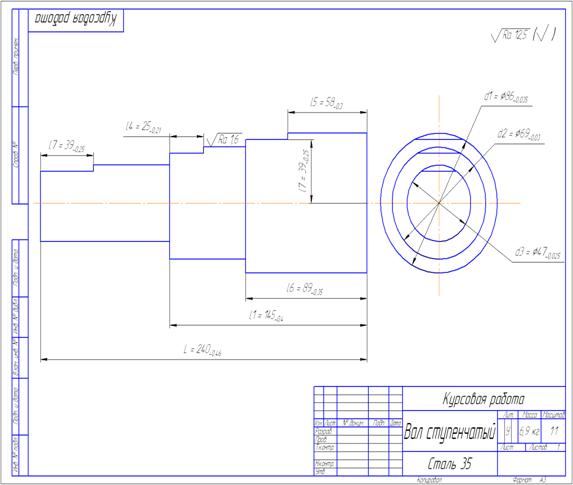
3.4 Проектирование заготовки
Проектирование заготовки предложено на чертеже заготовки
4. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
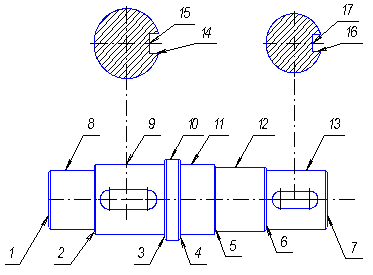
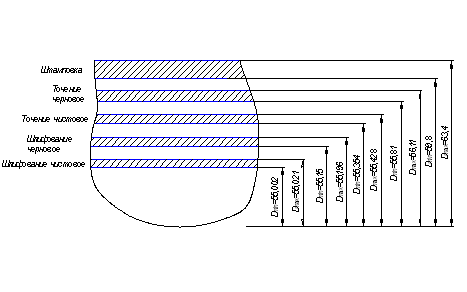
4.1 Разработка технологического маршрута обработки поверхностей
| № пов. | JT | Ra, мкм | Переходы |
| 1 | h14/2 | 12,5 | Обтачивание черновое ( JT 12; Ra 10) Закалка ( JT 14; Ra 12,5) |
| 2 | h7 | 1,25 | Обтачивание черновое ( JT 12; Ra 12,5) Обтачивание чистовое ( JT 9; Ra 1,25) Закалка ( JT 10; Ra 2,5) Шлифование предварит ( JT 8; Ra 1,25) |
| 3 | h8 | 2,5 | Обтачивание черновое ( JT 12; Ra 12,5) Обтачивание чистовое ( JT 9; Ra 1,25) Закалка ( JT 10; Ra 2,5) |
| 4 | h14/2 | 12,5 | Обтачивание черновое ( JT 12; Ra 10) Закалка ( JT 14; Ra 12,5) |
| 5 | h7 | 1,25 | Обтачивание черновое ( JT 12; Ra 12,5) Обтачивание чистовое ( JT 9; Ra 1,25) Закалка ( JT 10; Ra 2,5) Исправление центровых фасок Шлифование предварит ( JT 8; Ra 1,25) |
| 6 | h8 | 2,5 | Обтачивание черновое ( JT 12; Ra 12,5) Обтачивание чистовое ( JT 9; Ra 1,25) Закалка ( JT 10; Ra 2,5) |
| 7 | h14/2 | 12,5 | Обтачивание черновое ( JT 12; Ra 10) Закалка ( JT 14; Ra 12,5) |
| 8 | k6 | 0,63 | Обтачивание черновое ( JT 12; Ra 12,5) Обтачивание чистовое ( JT 9; Ra 1,25) Закалка ( JT 10; Ra 2,5) Исправление центровых фасок Шлифование предварит ( JT 8; Ra 1,25) Шлифование чистовое ( JT 6; Ra 0,63) |
| 9 | n7 | 1,25 | Обтачивание черновое ( JT 12; Ra 12,5) Обтачивание чистовое ( JT 9; Ra 1,25) Закалка ( JT 10; Ra 2,5) Исправление центровых фасок Шлифование предварит ( JT 7; Ra 1,25) |
| 10 | h14/2 | 12,5 | Обтачивание черновое ( JT 12; Ra 12,5) Закалка ( JT 14; Ra 12,5) |
| 11 | h14/2 | 12,5 | Обтачивание черновое ( JT 12; Ra 12,5) Закалка ( JT 14; Ra 12,5) |
| 12 | k6 | 0,63 | Обтачивание черновое ( JT 12; Ra 12,5) Обтачивание чистовое ( JT 9; Ra 1,25) Закалка ( JT 10; Ra 2,5) Исправление центровых фасок Шлифование предварит ( JT 8; Ra 1,25) Шлифование чистовое ( JT 6; Ra 0,63) |
| 13 | n7 | 1,25 | Обтачивание черновое ( JT 12; Ra 12,5) Обтачивание чистовое ( JT 9; Ra 1,25) Закалка ( JT 10; Ra 2,5) Исправление центровых фасокШлифование предварит ( JT 7; Ra 1,25) |
| 14, 16 | N9 | 3,2 | Фрезерование черновое (JТ 8; Rа 2,5) Закалка (JТ 9; Ra 3,2) |
| 15, 17 | h14/2 | 6,3 | Фрезерование черновое (JТ 12; Rа 3,2) Закалка (JТ 14; Ra 6,3) |
Похожие работы
... средней шероховатости поверхности детали КТШ=1-, =, =5,456. КТШ=1-=0,817. 2. Выбор типа производства и формы организации технологического процесса изготовления 2.1 Рассчитаем массу данной детали: q= , V=789700 мм3 m=789700·7814·10-9=6,170 кг. 2.2 Анализ исходных данных – масса данной детали составляет 6,170 кг.; – объем выпуска изделий 1100 дет/год; – режим работы ...





... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...
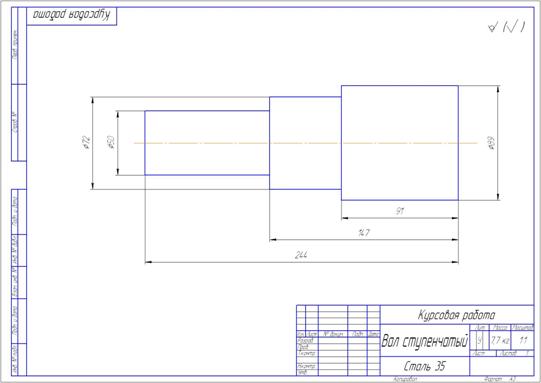
... и требующая строго поддерживаемого порядка. А также многие другие. В данной курсовой работе рассмотрен технологический процесс обработки изделия – «Вал ступенчатый». Валы различны по служебному назначению, конструктивной форме, размерам и материалу. Несмотря на это, при разработке технологического процесса изготовления валов приходится решать многие однотипные задачи, поэтому целесообразно ...



... значительно снижается время на отрезной операции и время обработки, что в конечном итоге дает хорошую экономическую выгоду, за счет снижения себестоимости детали. 5. Прохождение технологического процесса изготовления детали по цехам предприятия. Данная деталь (винт) производится из заготовки, изготовленной путем проката. 5.1 Прокатное производство Сущность процесса Прокатке подвергают ...
0 комментариев