Показатели технологичности базирования и закрепления
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технико-экономический анализ
Разработка технологических схем базирования
Расчёт операционных размеров
Проверка условий точности изготовления детали
Расчёт операционных размеров
Навигация
Расчёт операционных размеров
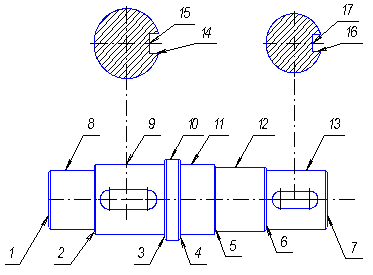
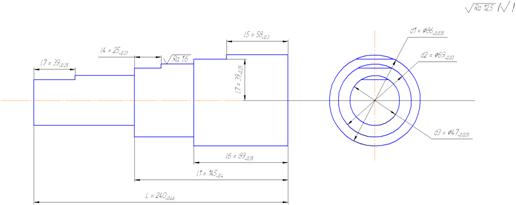
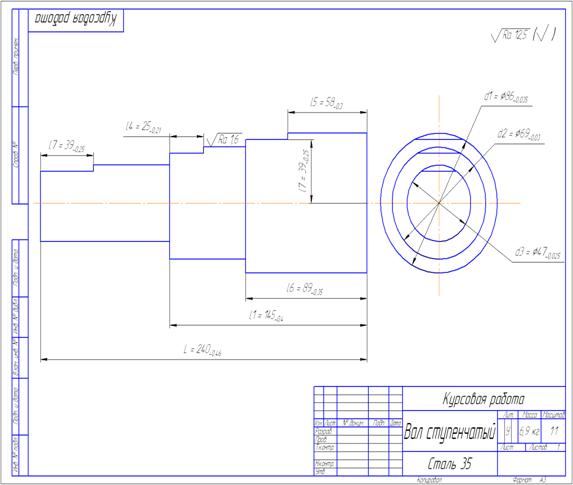
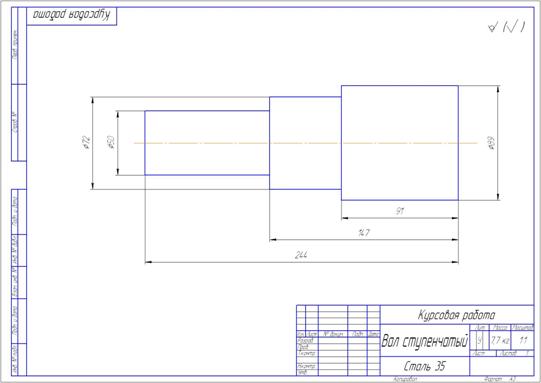
Разработка технологичного процесса изготовления вала ступенчатого
39121
знак
11
таблиц
0
изображений
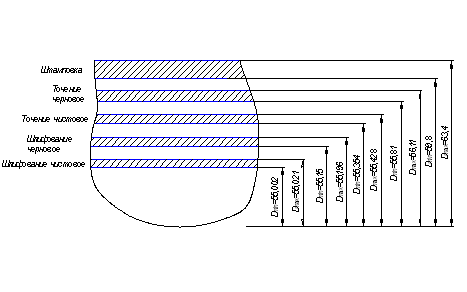
5.4 Расчёт операционных размеров
Произведем расчет значений операционных размеров по способу средних значений.
Найдем средние значения размеров, известных заранее:
[М05] = 275 ± 1,3 мм; [М05]ср = 275 мм;
[З15] = 115 ± 0,87 мм; [315]ср = 115 мм;
[Ж30] = 45 ± 0,62 мм; [Ж30] ср = 45 мм;
[К15]= 60 ± 0,74 мм; [К15]ср = 60 мм;
[Л30]= 110 ± 0,87 мм; [Л30]ср = 110 мм;
Э05 = 6,41 ± 0,3 мм; Э05ср = 6,41 мм;
Я05 = 6,41 ± 0,3 мм; Я05ср = 6,41 мм;
[Н] = 145 ± 1,0 мм; [Н] ср = 145 мм.
Найденные средние значения подставим в уравнения операционных размеров, решая эти уравнения, мы получим средние значения операционных размеров.
1) [Л30] = -П30 - Э 05 + [М05]; П30= - [Л30]- Э05 +[М05];
П30= 275 - 6,41 – 110 = 158,59 мм;
2) [Н] = [М05] - О10; О10 = [М05] - [Н];
[О10] = 275 - 145 = 130 мм;
3) [Ж30] = -Т30 – Я05 + [М05]; Т30 = [М05] – Я05 - [Ж30];
Т30= 275 – 6,41 – 45 = 223,59 мм;
4) [З15] = -С15 + [М05]; С15 = [М05] - [З15];
С15= 275 – 115 = 160 мм;
5) [К15] = -Р15 + [М05]; Р15 = [М05] - [К15];
Р15= 275 – 60 = 215 мм;
6) [Z230] = -Т30 – Я05 + Т15; Т15 = [Z230] + Т30 + Я05;
Т15 = 223,59 + 6,41 + 0,36 = 230,36 мм;
7) [Z530] = П15 – Э05 – П30; П15 = [Z530] + Э05 + П30;
П15 = 0,36 + 6,41 + 158,59 = 165,36 мм;
8) [Z215] = -Т15 + Т10; Т10 = [Z215] + Т15;
Т10 = 0,495 + 230,36 = 230,855 мм;
9) [Z315] = -С15 + С10; С10 = [Z315] + С15;
С10 = 0,495 + 160 = 160,495 мм;
10) [Z615] = Р10 - Р15; Р10 = [Z615] + Р15 ;
Р10 = 0,495 + 215 = 215,495 мм;
11) [Z515] = П10 - П15; П10= [Z515] + П15;
П10 = 0,5 + 165,36 = 165,86 мм;
12) [Z210] = -Т10 + [М05] -Ж05; Ж05 = [М05] – Т10 – [Z210];
Ж05 = 275 – 230,855 – 2,23 = 41,915 мм;
13) [Z105] = -Ж05+ Ж00; Ж00 = [Z105] + Ж05;
Ж00 = 3,5 + 41,915 = 45,415 мм;
14) [Z705] = М00 – Ж00+ Ж05 - [М05]; М00 = [Z705] + Ж00 - Ж05 + [М05];
М00 = 6,15 + 45,415 – 41,915 + 275 = 284,65 мм;
15) [Z310] = -С10 + [М05] – Ж05 + Ж00+З00; З00 = [М05] - [Z310] - С10 - Ж05 + Ж00;
З00 = 275 – 3,7 – 160,495 – 41,915 + 45,415 = 114,305 мм;
16) [Z610] = -К00 + М00 - Ж00 +Ж05-Р10; К00 = М00 - Ж00 +Ж05-Р10 -[Z610];
К00 = 284,65 – 45,415 + 41,915 – 215,495 – 4,78 = 60,875 мм;
17) [Z510] = -Л00 + М00– Ж00+Ж05-П10; Л00= М00– Ж00+Ж05-П10 -[Z510];
Л00 = 284,65 – 45,415 + 41,915 – 165,86 – 4,78 = 110,51 мм;
18) [Z410] = И00 + З00– Ж00+Ж05-О10; И00 = Ж00 - Ж05 + О10 - З00 + [Z410];
И00 = 45,415 – 41,915 + 130 + 4,19 -114,305 = 23,385 мм;
Составим таблицу, в которой укажем значения операционных размеров в осевом направлении:
Таблица 5.2 Значения операционных размеров в осевом направлении
| Символьное обозначение | Минимальный размер, мм Amin =Aср -TA/2 | Максимальный размер, мм Amax =Aср +TA/2 | Средний размер, мм | Окончательная запись в требуемой форме, мм |
| Ж00 | 45,105 | 45,725 | 45,415 | 45,415 ± 0,31 |
| З00 | 113,87 | 114,74 | 114,305 | 114,305 ± 0,435 |
| И00 | 23,125 | 23,645 | 23,385 | 23,385 ± 0,26 |
| К00 | 60,505 | 61,245 | 60,875 | 60,875 ± 0,37 |
| Л00 | 110,075 | 110,945 | 110,51 | 110,51 ± 0,435 |
| М00 | 284 | 285,3 | 284,65 | 284,65 ± 0,65 |
| Ж05 | 41,79 | 42,04 | 41,915 | 41,915 ± 0,125 |
| М05 | 274,74 | 275,26 | 275 | 275 ± 0,26 |
| О10 | 129,8 | 130,2 | 130 | 130 ± 0,2 |
| П10 | 165,66 | 166,06 | 165,86 | 165,86 ± 0,2 |
| Р10 | 215,265 | 215,725 | 215,495 | 215,495 ± 0,23 |
| С10 | 160,295 | 160,695 | 160,495 | 160,495 ± 0,2 |
| Т10 | 230,625 | 231,085 | 230,855 | 230,855 ± 0,23 |
| П15 | 165,302 | 165,418 | 165,36 | 165,36 ± 0,058 |
| Р15 | 214,942 | 215,058 | 215 | 215 ± 0,058 |
| С15 | 159,95 | 160,05 | 160 | 160 ± 0,05 |
| Т15 | 230,302 | 230,418 | 230,36 | 230,36 ± 0,058 |
| П30 | 158,5585 | 158,6215 | 158,59 | 158,59 ± 0,0315 |
| Т30 | 223,554 | 223,626 | 223,59 | 223,59 ± 0,036 |
Значения всех рассчитанных припусков и операционных размеров (в окончательном виде) заносим в схему размерного анализа в осевом направлении.
6. РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
6.1 Размерные цепи и их уравнения
Составим уравнения операционных размерных цепей в виде уравнений номиналов. В общем виде это выглядит:
[A] = S xi×Ai , (6.1)
где [A] – номинальное значение замыкающего звена;
Ai - номинальные значения составляющих звеньев;
i – порядковый номер звена;
n – число составляющих звеньев;
xi – передаточные отношения, характеризующие расположение звеньев по величине и направлению. Для линейных цепей с параллельными звеньями передаточные звенья равны: xi = 1 (увеличивающие звенья); xi = -1 (уменьшающие звенья).
Уравнения замыкающих звеньев:
[Е 3-4] = Е 435-2- 110 + Е 335-2-110;
Составим уравнения припусков после проверки условий точности изготовления детали.
Похожие работы
... средней шероховатости поверхности детали КТШ=1-, =, =5,456. КТШ=1-=0,817. 2. Выбор типа производства и формы организации технологического процесса изготовления 2.1 Рассчитаем массу данной детали: q= , V=789700 мм3 m=789700·7814·10-9=6,170 кг. 2.2 Анализ исходных данных – масса данной детали составляет 6,170 кг.; – объем выпуска изделий 1100 дет/год; – режим работы ...





... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...
... и требующая строго поддерживаемого порядка. А также многие другие. В данной курсовой работе рассмотрен технологический процесс обработки изделия – «Вал ступенчатый». Валы различны по служебному назначению, конструктивной форме, размерам и материалу. Несмотря на это, при разработке технологического процесса изготовления валов приходится решать многие однотипные задачи, поэтому целесообразно ...



... значительно снижается время на отрезной операции и время обработки, что в конечном итоге дает хорошую экономическую выгоду, за счет снижения себестоимости детали. 5. Прохождение технологического процесса изготовления детали по цехам предприятия. Данная деталь (винт) производится из заготовки, изготовленной путем проката. 5.1 Прокатное производство Сущность процесса Прокатке подвергают ...
0 комментариев