Расчёт и выбор посадок подшипников качения
Выбор средств измерений деталей
Рассчитываем предельные размеры калибров, результаты оформляем в виде таблицы 4
Расчёт размерной цепи вероятностным методом
Определение вероятностного допуска замыкающего звена. По табл. 1.3.[1] определяют допуски соответствующих звеньев размерной цепи
Навигация
Определение вероятностного допуска замыкающего звена. По табл. 1.3.[1] определяют допуски соответствующих звеньев размерной цепи
Расчет подшипников качения для червячной передачи
26009
знаков
7
таблиц
11
изображений
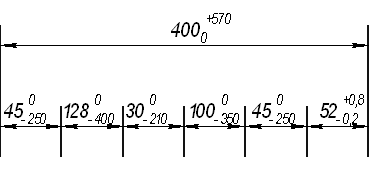
9.5. Определение вероятностного допуска замыкающего звена. По табл. 1.3.[1] определяют допуски соответствующих звеньев размерной цепи.
Таблица 6 – Расчёт вероятностного допуска замыкающего звена
| Аi ном | TAi | λi | t | (TAi · λi · t)2 |
|
| А1 =45 А2 =100 А3 =30 А4 =128 А5 =45 А6 =400 | 250 350 210 400 250 570 | 0,333 0,333 0,408 0,333 0,333 0,408 | 2,57 3,00 2,32 3,00 3,00 3,00 | 45775,672 122255,123 39512,534 159680,160 62375,063 486757,382 | 957,265 |
Вычисляем вероятностный допуск замыкающего звена по формуле:
![]() =
=![]() мкм
мкм
Условие ТАΔ ≤ [ТАΔ] выполняться , т.к.
957,265<1000
9.6 Полученные допуски составляющих звеньев разбивают на отклонения, пользуясь следующими правилами:
а) если среднее отклонение звена Em(АΔ) = ![]() равно нулю, то отклонения для всех звеньев принимаются симметричными, т.е.
равно нулю, то отклонения для всех звеньев принимаются симметричными, т.е. ![]() ТАi;
ТАi;
б) если Em(АΔ) = ![]() положительно, то отклонения принимаются:
положительно, то отклонения принимаются:
для увеличивающих звеньев ES(Ai) = + TAi; EI(Ai) = 0;
для уменьшающих звеньев ES(Ai) = 0; EI(Ai) = − TAi.
в) если Em(АΔ) = ![]() отрицательно, то отклонения принимаются:
отрицательно, то отклонения принимаются:
для увеличивающих звеньев ES(Ai)=0; EI(Ai)=−TAi;
для уменьшающих звеньев ES(Ai)=+TAi; EI(Ai)= −TAi.
Звено А6 - увеличивающаяся,
звено А1 - А5 - уменьшающиеся.
Em(АΔ) = ![]() мм=300мкм>0,
мм=300мкм>0,
Отклонения принимаются:
А1 : ES(45)=0 мкм; EI(45)=-250 мкм;
А2 : ES(100)=0 мкм; EI(100)=-350 мкм;
А3 : ES(30)=0 мкм; EI(30)=-210 мкм;
А4 : ES(128)=0 мкм; EI(128)=-400 мкм;
А5 : ES(45)=0 мкм; EI(45)=-250 мкм;
А6 : ES(400)=+570мкм; EI(400)=0 мкм;
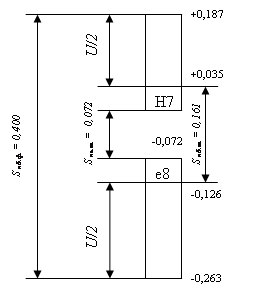
Для увеличивающегося звена Ç400h12(![]() )
)
Для уменьшающихcя звеньев Ç45H12(![]() ); Ç100H12(
); Ç100H12(![]() ); Ç30H12(
); Ç30H12(![]() ); Ç128H12(
); Ç128H12(![]() );Ç45H12(
);Ç45H12(![]() );
);
Т.к. разбивка отклонений произвольна, то обязательное условие
![]()
может не выполняться.
![]()
![]() - условие не выполняется,
- условие не выполняется,
тогда принимаем звено А2 в качестве зависимого:
![]()
![]()
![]() .
.
Отклонения зависимого звена находят по правилу:
ES(Азав) = Em(Азав) + ½Тзав;
EI(Азав) = Em(Азав) - ½Тзав.
ES(Азав)![]() мкм
мкм
EI(Азав)![]() мкм
мкм
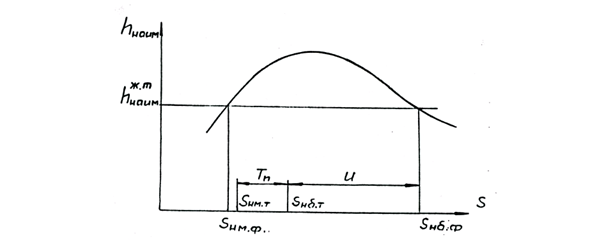
9.7 Процент годных деталей при сборке размерной цепи вычисляют в следующей последовательности:
а) определяют среднее квадратичное отклонение звена АΔ:
σ = ![]() =
=![]() ;
;
б) находят границы нового допуска
X =![]() =
=![]() мкм;
мкм;
в) находят пределы интегрирования расчётного вероятностного допуска
Z = ![]() =
=![]() ;
;
г) рассчитывают вероятность изготовления годных деталей по формуле
Р = 2Ф(Z);
где Ф(Z) - значение функции Лапласа
Ф(2,87)=0,4979;
Р = ![]()
д) процент годных деталей
П = Р∙100%;
![]()
е) брак Б :
Б= 100% - П=100%-99,59%=0,41%.
Список используемых стандартов
ГОСТ 2.307-68 ЕСКД. Нанесение размеров и предельных отклонений.
ГОСТ 2.308-79 ЕСКД. Указание на чертежах допусков формы и расположения поверхностей.
ГОСТ 2.309-73 ЕСКД. Обозначение шероховатости поверхностей.
ГОСТ 25346-89 ЕСДП. Основные нормы взаимозаменяемости. Общие положения, ряды допусков и основных отклонений.
ГОСТ 25347-89 ЕСДП. Поля допусков и рекомендуемые посадки.
ГОСТ 6636-69 Основные нормы взаимозаменяемости. Нормальные линейные размеры.
ГОСТ 27284-87 Калибры. Термины и определения.
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения.
ГОСТ 3478-79 Подшипники качения. Основные размеры.
ГОСТ 3325-85 Подшипники качения. Поля допусков и технические требования к посадочным поверхностям валов и корпусов. Посадки.
ГОСТ 1643-81 Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические. Допуски.
ГОСТ25142-82 Шероховатость поверхности. Термины и определения.
ГОСТ 16319-80 Цепи размерные. Термины и определения. Методы расчёта.
Похожие работы
... , стандартизации и технических измерений теперь является необходимой составной частью профессиональной подготовки специалистов в области машиностроения и приборостроения. 1. Расчет и нормирования точности червячной передачи 1.1 Выбор степеней точности червячной передачи Исходные данные: Коэффициент диаметра червяка q=6,3 Число зубьев колеса =60; Модуль =6 мм; Делительный диаметр =360 ...
... и наибольший натяги выбранной стандартной посадки. Расположение полей допусков выбранной посадки имеет вид: Рис. 2. Схема полей допусков посадки 6. Расчет и выбор переходных посадок для соединения червячного колеса с валом Переходные посадки используют в неподвижных разъемных соединениях для центрирования сменных деталей или деталей, которые при необходимости могут передвигаться вдоль ...
... действия выпускаемых машин и приборов находится в прямой зависимости от точности их изготовления и контроля показателей качества с помощью технических измерений. Точность и ее контроль служит исходной предпосылкой важнейшего свойства совокупности изделий – нормирования. При конструировании применение принципа нормирования ведет к повышению качества и снижению себестоимости конструкции. 1 ...

... А.Е. Шейнблинт Курсовое проектирование Детали Машин М.: Высшая школа,-1991г. Оглавление № Пункт Лист 1 Введение 2 2 Пояснительная записка 3-4 2.1 Кинематический расчет привода 4-8 3 Выбор материала червяка 9 4 Расчет червячной передачи 9 5 Расчет ...
0 комментариев