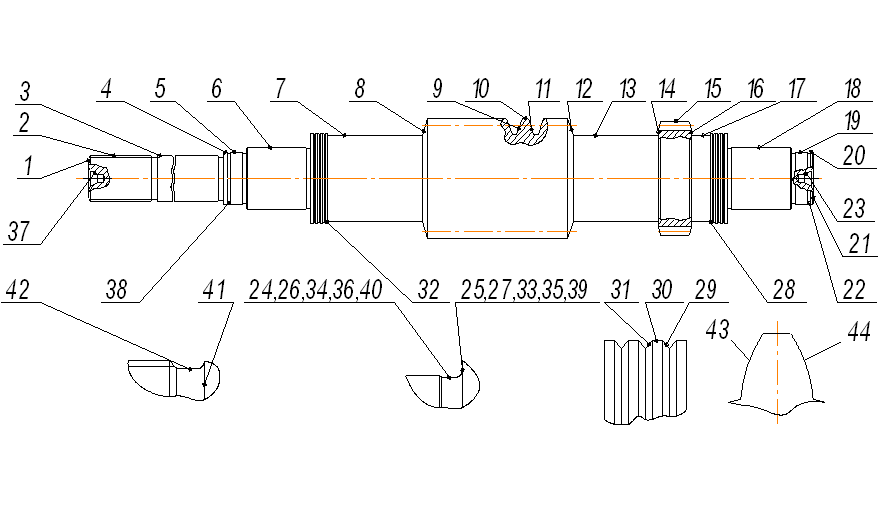
Расчет на прочность шпинделя
Последовательность расчета пружин сжатия
Выбор подшипников
Прочностной расчет прижима
Расчет режимов резания
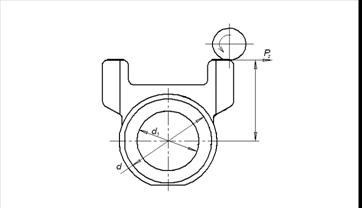
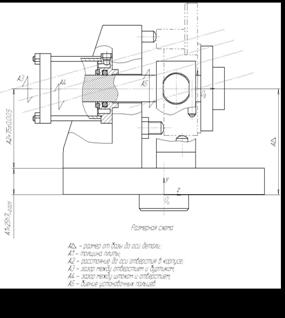
Проектирование планшайбы для круглошлифовальной операции
Безопасность и экологичность проекта
Описание рабочего места, оборудования, выполняемых операций
Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
Выводы
Экономическая часть
Расчет необходимого количества оборудования и коэффициентов его загрузки
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Навигация
Экономическая часть
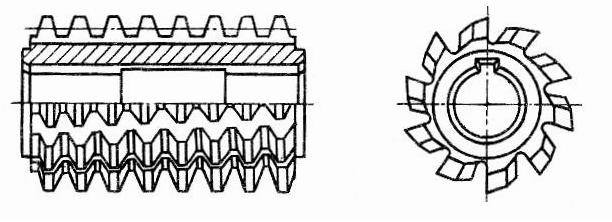
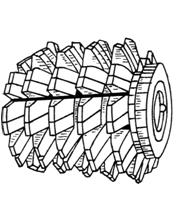
Совершенствование технологического процесса изготовления фрез
164206
знаков
16
таблиц
29
изображений
4. Экономическая часть
Расчет проектного штучного времени
В проекте мы убираем одну слесарную операцию, одну фрезерную операцию - эти операции будут производиться на обрабатывающем центре MAHO 800, и сокращаем время на установку детали на круглошлифовальной операции. По типовому технологическому процессу с 2005 на 2006 год планируется сделать по номенклатуре девять разных фрез по четыре штуке каждая и того 36шт
| Базовый | Проектный | |||||||
| Т пз | Т шт | Т шт к | Т маш | Т пз | Т шт | Т шт к | Т маш | |
| Фрез 040 | 5 | 16 | 21 | 8 | 1 | 1,08 | 2,08 | 0,581 |
| Слесарная | 0 | 8 | 8 | 0 | 0 | 0,088 | 0,088 | 0,088 |
| Кр шлиф | 1 | 2 | 3 | 1 | 1 | 1,5 | 2,5 | 0,8 |
| итого | 6 | 26 | 32 | 9 | 2 | 2,668 | 4,668 | 1,47 |
4.1 Исходные данные для экономического обоснования сравниваемых вариантов
| № | Показатели | Условное обозначение, единица измерения | Значение показателей | |
| Базовый | Проект | |||
| 1 | Годовая программа выпуска | Пг, шт. | 36 | 36 |
| 2 | Норма штучного времени, в т.ч. машинное время | Тшт, час Тмаш, час | 32 9 | 4,618 1,47 |
| 3 | Часовая тарифная ставка - Рабочего-оператора - Наладчика | Сч, руб. Счн, руб. | 37,75 37,75 | 37,75 37,75 |
| 4 | Коэффициент доплаты до часового, дневного и месячного фондов | Кд | 1,1 | 1,1 |
| 5 | Коэффициент доплат за профмастерство | Кпф | 1,148 | 1,148 |
| 6 | Коэффициент доплат за вечерние и ночные часы | Кн | 1,2 | 1,2 |
| 7 | Коэффициент премирования | Кпр | 1,2 | 1,2 |
| 8 | Коэффициент выполнения норм | Квн | 1 | 1 |
| 9 | Коэффициент доплат за условия труда (если они вредные или тяжелые) | Ку | 1,12 | 1,12 |
| 10 | Коэффициент отчисления на социальные нужды | Кс | 1,26 | 1,26 |
| 11 | Цена единицы оборудования | Цоб., руб. | МАНО 9 306 612 SQR 985 197р DZOKO 875 612 Слес. Присп. 1000 | |
| 12 | Коэффициент расходов на доставку и монтаж оборудования | Кмонт | - | |
| 13 | Годовой эффективный фонд времени работы - для оборудования - для рабочих | Фэ, час Фэр, час | 4015 1731 | |
| 14 | Установленная мощность электродвигателя станка | Му, кВт | 47 20 30 | |
| 15 | Коэффициент одновременности работы электродвигателей | Код | 0,8 | |
| 16 | Коэффициент загрузки электродвигателей по мощности | Км | 0,7 | |
| 17 | Коэффициент загрузки электродвигателя станка по времени | Кв | 0,7 | |
| 18 | Коэффициент потерь электроэнергии в сети завода (1,04..1,08) | Кп | 1,05 | |
| 19 | Тариф платы за электроэнергию | Цэ, руб/кВт | 1,1 | |
| 20 | Коэффициент полезного действия станка | КПД | MAHO 0,7 Dzoko 0,7 SQR 0.7 | |
| 21 | Цена единицы инструмента. | Ци, руб | Круг 460 Метчик 58 Сверло 116 Фреза 486 | |
| 22 | Выручка от реализации изношенного инструмента по цене металлолома | Ври,руб | 20% | |
| 23 | Количество переточек инструмента до полного износа | Нпер | - 32 23 | |
| 24 | Стоимость одной переточки | Спер, руб | 20 42 | |
| 25 | Коэффициент случайной убыли инструмента | Куб | 1,1 | |
| 26 | Стойкость инструмента между переточками | Ти, час | 90 15 60 | |
| 27 | Цена единицы приспособления | Цп, руб. | Головка 90 200 Плита 3 000 П/Шайба 900 | 96 824 3 577 913 |
| 28 | Коэффициент, учитывающий затраты на ремонт приспособления | Кр.пр | 1,5 | |
| 29 | Выручка от реализации изношенного приспособления | Вр.пр, руб. | ||
| 30 | Физический срок службы приспособления | Тпр, лет | 5 5 5 | 5 5 5 |
| 31 | Расход на смазочно- охлаждающие жидкости | Нсм | MAHO 600 КШ 600 | MAHO 600 КШ 400 |
| 32 | Площадь, занимаемая одним станком | Руд, м2 | MAHO 18 Dzoko 10 SQR 12 Присп. 3 | MAHO 65 КШ 28 |
| 33 | Коэффициент, учитывающий дополнительную площадь | Кд.пл | 2 | |
| 34 | Стоимость эксплуатации 1м2 площади здания в год | Цпл, руб/м2 | 2000 | 2000 |
| 35 | Норма обслуживания станков одним наладчиком | Нобсл., ед. | 15 | 15 |
| 36 | Специализация: оборудование, приспособления, инструмент | Унив.; Унив.; Унив. | Унив.; Унив.; Унив. | |
| 37 | Материал детали | 38М2ХМЮА | 38М2ХМЮА | |
| 38 | Масса детали | Мд, кг. | 55,8 | 55,8 |
| 39 | Вес отходов в стружку | Мотх, кг | 10 | 10 |
| 40 | Цена 1кг материала (заготовки) | Цма, руб | 40 | 40 |
| 41 | Цена 1кг отходов | Цотх, руб | 8 | 8 |
| 42 | Коэффициент накладных расходов: цеховых; заводских; внепроизводственные | Кцех Кзав Квн | 2,15 2,5 0,05 | 2,15 2,5 0,05 |
Похожие работы
... 13.2 Идентификация опасных и вредных производственных факторов Проанализируем все опасные и вредные производственные факторы, которые могут возникнуть при выполнении технологических операций на участке изготовления червяка и внесем их в таблицу 13.2 Таблица 13.2 Опасные и вредные производственные факторы № п/п Наименование опасного и вредного производственного фактора Виды работ, ...





... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...
... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев