Расчет на прочность шпинделя
Последовательность расчета пружин сжатия
Выбор подшипников
Прочностной расчет прижима
Расчет режимов резания
Проектирование планшайбы для круглошлифовальной операции
Безопасность и экологичность проекта
Описание рабочего места, оборудования, выполняемых операций
Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
Выводы
Экономическая часть
Расчет необходимого количества оборудования и коэффициентов его загрузки
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Навигация
Проектирование планшайбы для круглошлифовальной операции
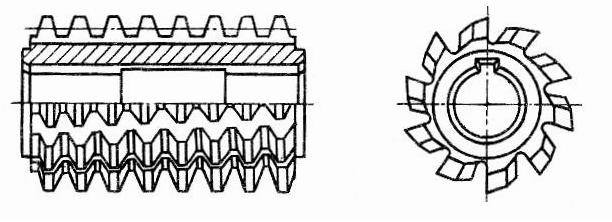
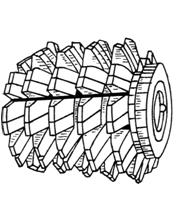
Совершенствование технологического процесса изготовления фрез
164206
знаков
16
таблиц
29
изображений
2.3 Проектирование планшайбы для круглошлифовальной операции
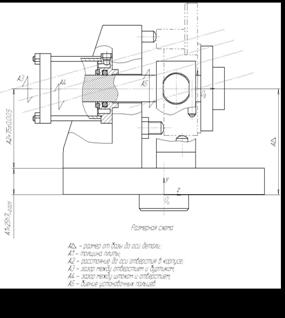
2.3.1 Описание конструкции установки деталей
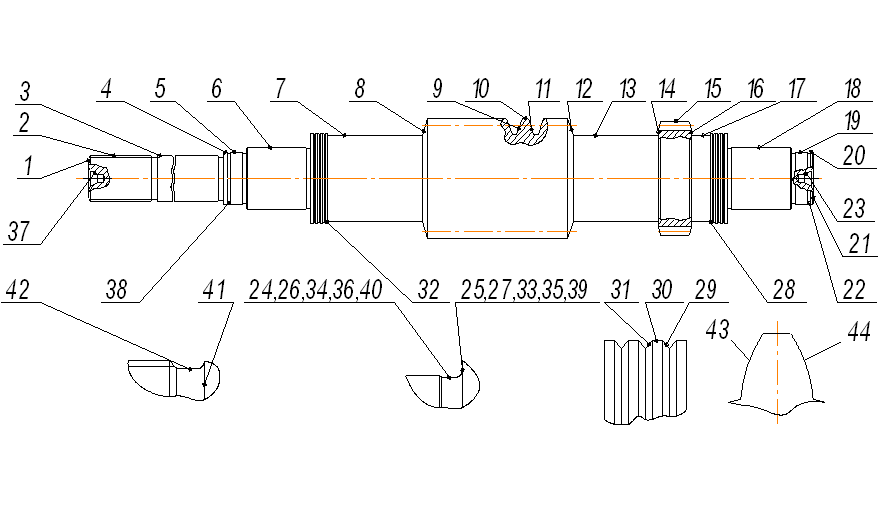
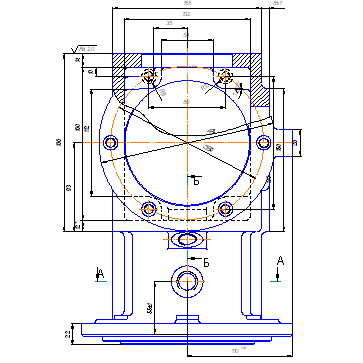
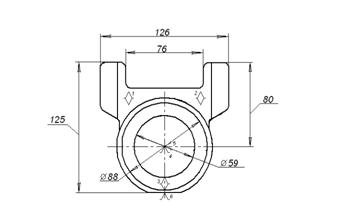
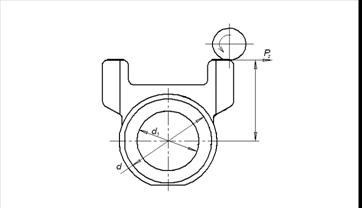
Конструкция планшайбы состоит из деталей: планшайба, шпилька, гайка М16, гайка М20 и шайбы ф16.
На планшайбу крепят фрезу после фрезерной операции. Фреза опирается на плоскую базовую поверхность и крепится на поверхности план шайбы и прижимается к ней гайками. Для того чтобы выверить фрезу относительно центра нужно закрепить фрезу на планшайбе, которая закреплена на шпинделе круглошлифовального станка, придать вращение шпинделю вместе с планшайбой и заготовкой. На неподвижной части станка закрепить индикатор, который будет мерить радиальное биение заготовки. Стрелка индикатора будет отклоняться в одну и другую сторону, показывая тем самым отклонение заготовки относительно центра. Слесарь медным молоточком будет постукивать по заготовке в местах, где наиболее сильно отклонилась стрелка индикатора и будет выверять таким образом до тех пор пока индикатор не начнет показывать отклонения в пределах допуска, то есть 0,01мм. Как только слесарь выверил размер, он подкручивает гайки, которые крепят заготовку и опять повторяет выше описанную операцию он смотрит не сместилась ли заготовка и только после этого закручивает гайки окончательно.
Планшайба, которую я спроектировал, отличается повышенной жесткостью от той, что применялась в базовом варианте. В базовом варианте использовалась планшайба со специальными цилиндрическими вставками, на которые опиралась заготовка, внутри этих вставок проходили четыре шпильки, на них сажалась заготовка. Недостаток этой конструкции в том, что не достаточно большая опорная поверхность, зазоры между планшайбой и вставкой, между вставкой и заготовкой плюс к этому зазор между шпилькой и заготовкой.
В проектном варианте я предлагаю заменить цилиндрические вставки на жесткие рёбра тем самым обеспечивая более жесткое крепление заготовки, устойчивость к вибрациям а значит более качественную обработку.
На выверку фрезы относительно центра будет тратиться меньше времени т.к. приспособление будет жестче.
Круглое наружное шлифование представляет собой процесс обработки заготовок шлифовальным кругом в центрах или патроне. Существует три схемы шлифования :
а) шлифование с продольной подачей – применяется при предварительной и окончательной обработках длинных ( с длиной более высоты круга) заготовок. Процесс заключается в подводе круга без шлифования на заданную глубину и продольной (вдоль оси изделия) его подаче ( или подаче изделия вдоль своей оси)
б) Шлифование врезанием ( с поперечной подачей) схема состоит в поперечной подаче круга и "выхаживании", т.е обработке без подачи, в течение некоторого времени. Эта схема применяется и в инструментальном производстве при обработке хвостовиков инструмента, установочных поясков фрез и т.п.
г) Шлифование комбинированным способом – заключается в подводе круга с врезанием в изделие на некоторую глубину и последующей обработкой с продольной подачей. При значительной глубине врезания, близкой к снимаемому припуску, и малой продольной подаче обработку по этой схеме называют "глубинным шлифованием".
Для выбора шлифовального круга для круглошлифовальной операции со схемой шлифования "шлифование врезанием" нужно:
Определить вид шлифовальной операции – Шлифовальная.
Определить тип шлифовального станка – Шлифовальный.
Определить технические требования, предъявляемые к обработанной поверхности на данном этапе (IT6 Ra 0,6).
Определить форму шлифовального круга – прямого профиля (ПП).
Определить характер шлифовального круга – электрокорунд белый 24А.
Определить модель станка и размеры шлифовального круга.
Станок – Круглошлифовальный станок Dzoko,
Круг 300´90´100.
Записать полную характеристику шлифовального инструмента.
Размер зерна 32М.
Твердость – СМ1 Средне мягкий 1.
Структура 4
По структуре инструмент разделяют на 12 групп, чем выше номер, тем меньше зерен, больше связки и пор.
Связка К5 Керамическая,
ПП 300´90´100 24А 32М СМ1 4 К5 [1].
Для правки круга применяем алмазный карандаш 3908 - 0052 ГОСТ 607-83.
2.3.2 Расчет режимов резания
При назначении режимов резания учитываются характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип и состояние оборудования. Элементы режима резания обычно устанавливают в следующем порядке:
Глубина резания t: при черновой обработке назначают по возможности максимальную t, равную всему припуску на обработку или большей его части; при чистовой обработке – в зависимости от требований по шероховатости обработанной поверхности и точности размеров.
Подача S: при черновой обработке выбирают максимально возможную подачу, исходя из условий жесткости и прочности системы СПИД, мощности привода станка прочности твердосплавной пластины и других ограничивающих факторов; при чистовой обработке – в зависимости от требуемой степени точности и шероховатости обработанной поверхности.
Рассчитываем режимы резания для круглошлифовальной операции.
Разработку режимов резания при шлифовании назначают с установления характеристик инструмента ПП 300´90´100 24А 32М СМ1 4 К5.
Основными элементами режима резания при шлифовании являться: а) окружная скорость рабочего круга Vк в м/сек, которая для абразивных кругов обычно является максимальной допускаемой прочностью круга; б) скорость вращательного или поступательного движения детали Vд в м/мин; в) глубина шлифования t в мм – слой металла, снимаемый периферией или торцом круга; г) продольная подача S – перемещение шлифовального круга в направлении его оси в мм на один оборот детали при круглом шлифовании или в мм на каждый ход стола при плоском шлифовании периферией круга; и наконец в нашем случае д.) радиальная подача SР – перемещение шлифовального круга в радиальном направлении в мм на один оборот детали при врезном шлифовании.
Из таблицы 69 на стр. 465 [2] найдем значения окружной скорости круга VK, скорости детали Vд и радиальной подачи SP.
VK = 35 м/сек Vд = 40 м/мин SP = 0,001 мм/об детали
Найдем частоту оборотов n для заготовки и шлифовального круга по формуле
![]() (2,1)
(2,1)
![]()
Переведем подачу из единиц мм/об детали на мм/мин это нам нужно для того чтобы посчитать машинное время.
![]()
Рассчитаем машинное время по формуле
![]() (2,2)
(2,2)
Вспомогательное время для замеров заготовки и её установки возьмем равным ТВ = 18,4 мин
Тогда штучное время будет ![]()
Эффективная мощность по формуле при шлифовании периферией круга с радиальной подачей
![]() (2,3)
(2,3)
где СN = 0.14 r = 0.8 x = 0.8 y = 0,4 q = 0.2 z = 1.0 S = 0.001 Vд = 40 м/мин d = 100 b = 79
![]()
Похожие работы
... 13.2 Идентификация опасных и вредных производственных факторов Проанализируем все опасные и вредные производственные факторы, которые могут возникнуть при выполнении технологических операций на участке изготовления червяка и внесем их в таблицу 13.2 Таблица 13.2 Опасные и вредные производственные факторы № п/п Наименование опасного и вредного производственного фактора Виды работ, ...





... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...
... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев