Технологичность конструкции детали
Экономическое обоснование выбора заготовки
ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ. ПЛАН ОБРАБОТКИ
Выбор технологических баз
Назначение операционных технических требований
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
ПАТЕНТНЫЕ ИССЛЕДОВАНИЯ
Патентный поиск
Анализ результатов поиска
Исследование патентной чистоты усовершенствованного объекта
НАУЧНЫЕ ИССЛЕДОВАНИЯ
Расчет сил резания
Расчет зажимного механизма патрона [13, c76]
Описание приспособления
Проверочный расчет
Расчет числа рабочих
Организация транспортного хозяйства
Расчет необходимого количества оборудования и коэффициентов
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Идентификация опасных и вредных производственных факторов
Мероприятия по разработке безопасных условий труда на производственном участке [19]
Обеспечение электробезопасности на производственном участке [19]
Инженерные расчеты
Экологическая экспертиза разрабатываемого объекта
Навигация
Технологический процесс изготовления червяка
Технологический процесс изготовления червяка
141963
знака
30
таблиц
31
изображение
Аннотация
УДК 621.91.002(075)
Технологический процесс изготовления червяка. Дипломный проект Головатюк Е.А. – Тольятти, ТГУ, 2007.
В проекте рассмотрены вопросы совершенствования технологического процесса изготовления матрицы нижней черновой.
Предложен способ получения заготовки методом штамповки на КГШП по результатам экономического анализа. Разработан технологический маршрут изготовления детали для среднесерийного производства. Рассчитаны припуски на мех. обработку. На зубофрезерной операции на основе проведенных патентных исследований оптимизирована конструкция фрезы, благодаря чему повысилось качество обрабатываемой поверхности. Показаны наладки на фрезерно-центровальную и токарную операции. Рассчитаны и спроектировано станочное приспособление, контрольное приспособление. Спроектирован участок обработки детали и рассчитаны коэффициенты загрузки применяемого оборудования. Соблюдены безопасность и экологичность проекта. Внедрение предлагаемых мероприятий по совершенствованию техпроцесса позволит получить годовой экономический эффект в размере 122 тыс.руб.
Проект состоит из пояснительной записки, включающей в себя 139с., 18 рис., 28 табл.. Графическая часть содержит 10 листов чертежей формата А1.
Введение
Цель дипломного проектирования по технологии машиностроения - научится правильно применять теоретические знания, полученные в процессе учебы, использовать свой практический опыт работы на машиностроительных предприятиях для решения профессиональных технологических и конструкторских задач.
Целью данного проекта является снижение трудоемкости изготовления червяка путем разработки прогрессивного технологического процесса, базирующегося на современных достижениях в области станкостроения, инструментального производства.
Для достижения цели решаются следующие задачи:
1. Расширение, углубление, систематизация и закрепление теоретических знаний, и применение их для проектирования прогрессивных технологических процессов изготовления деталей, включая проектирование средств технологического оснащения.
2. Развитие и закрепление навыков ведения самостоятельной творческой инженерной работы.
3. Овладение методикой теоретических исследований технологических процессов механосборочного производства.
В дипломном проекте должна отображаться экономия затрат труда, материала, энергии. Решение этих вопросов возможно на основе наиболее полного использования возможностей прогрессивного технологического оборудования и оснастки.
1.СОТОЯНИЕ ВОПРОСА. АНАЛИЗ ИСХОДНЫХ ДАННЫХ.
1.1 Служебное назначение детали
Данный червяк применяется в подъемно-транспортных машинах, при передачи движения между перекрещивающимися взаимноперпендикулярными валами. Его применение обусловлено необходимостью снижения скорости и дальнейшей передачи движения, посредством цилиндрического зубчатого зацепления на сопряженную шестерню.
Одним из способов избежать поломок является верный выбор материала заготовки и изменения состояния структуры путем термических и химико-термических обработок, которые придадут материалу особенные и необходимые свойства.
Остановим свой выбор на конструкционной легированной улучшаемой стали 40Х, которая применяется для нагруженных деталей, в которых необходимо иметь высокую твердость поверхностного слоя и достаточно прочную сердцевину. В деталях из легированных сталях сердцевина после термообработки прочная в связи с образованием в ней бейнита или низкоуглеродистого мартенсита (HRC 37…42).
Состав стали представим в таблице 1.1 .
Таблица 1.1
Состав стали 40Х
| С | Si | Mg | Cr | Ni | Mo | Al | Ti | V | P | S |
| не более | ||||||||||
| 0,4 | - | 0,50-0,70 | 0,80-1,10 | - | - | - | - | - | 0,035 | 0,035 |
На рис. 1.1 представлен эскиз детали, а в таблице 1.2 классификация ее поверхностей.
Эскиз детали
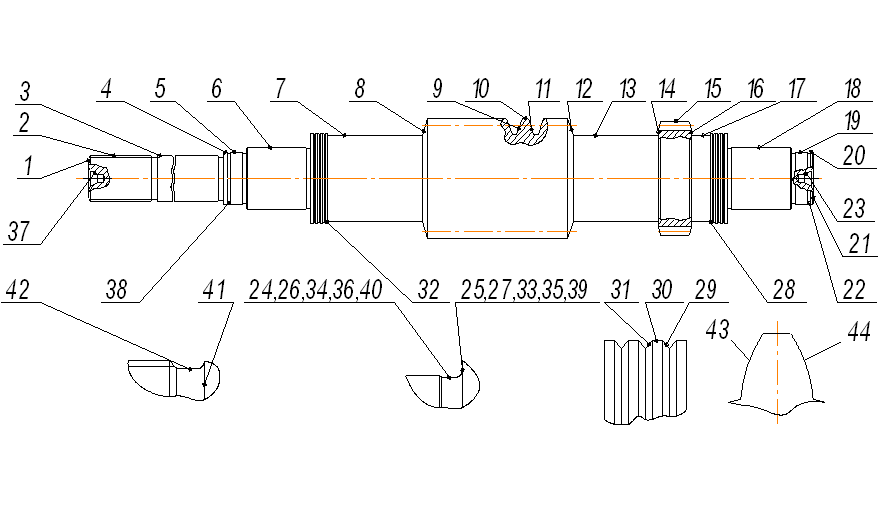
Рис. 1.1
Таблица 1.2
Классификация поверхностей детали
| Вид поверхностей | Номер поверхностей |
| Исполнительные | 9,11,43,44 |
| ОКБ | 6,33,18,35 |
| ВКБ | 2,31,30,29,3,4,5,18,19,20,39,27 |
| Свободные | Остальные |
Похожие работы





... Заготовка h14 30 Черновое точение h14 1,5 Т40 1,4 28,6 Чистовое точение h12 1,2 Т40 1,2 27,4 шлифование 0,40 Т40 0,40 27 5. Разработка технологического процесса изготовления заданной детали 005 Заготовительная Рассчитать припуски 010 Фрезерно-центровальная 1 Фрезеровать торцы 2 Засверлить ...


... учитывая массу и годовой выпуск, по таблице [1] выберем тип производства мелкосерийный. 2. Разработка технологического процесса сборки узла. 2.1 Служебное назначение узла и принцип его работы. Служебное назначение: Кран вспомогательного тормоза локомотива 172 (далее кран) предназначен для ручного управления тормозами локомотива при рабочем ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...

... -операционной технологии 2.1. Последовательность технологической подготовки сборочного производства 2.2. Исходные данные для проектирования технологического процесса сборки 2.3. Определение последовательности и построение схемы сборки 2.4. Процесс сборки датчика 3. Оценка технологичности изделия 4. Заключение 5. Список используемых источников 6. Приложение 1 ...
0 комментариев