Расчет на прочность шпинделя
Последовательность расчета пружин сжатия
Выбор подшипников
Прочностной расчет прижима
Расчет режимов резания
Проектирование планшайбы для круглошлифовальной операции
Безопасность и экологичность проекта
Описание рабочего места, оборудования, выполняемых операций
Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
Выводы
Экономическая часть
Расчет необходимого количества оборудования и коэффициентов его загрузки
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Навигация
Прочностной расчет прижима
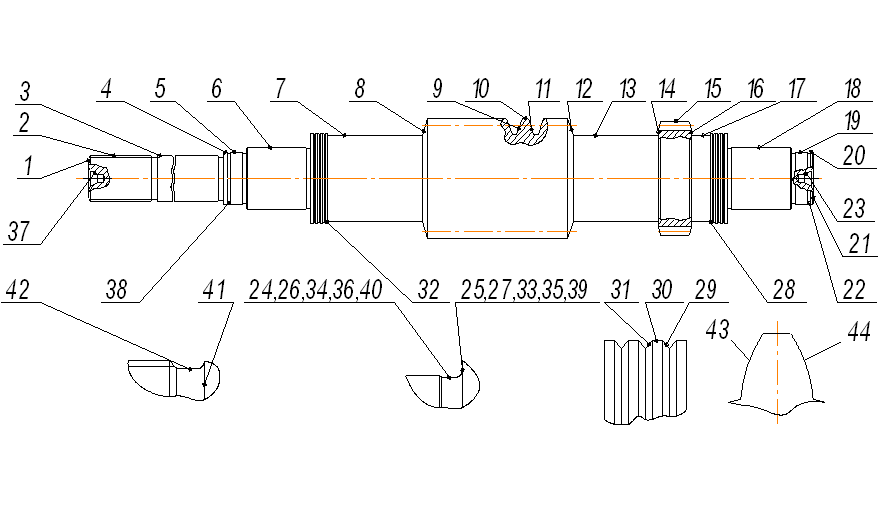
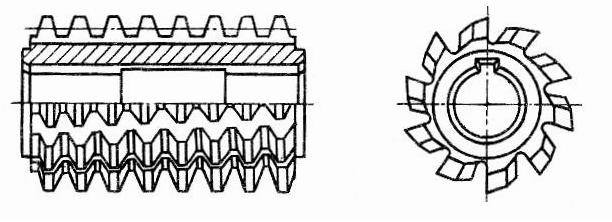
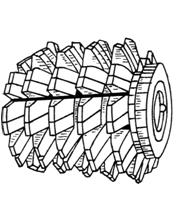
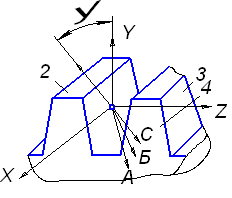
Совершенствование технологического процесса изготовления фрез
164206
знаков
16
таблиц
29
изображений
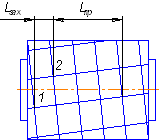
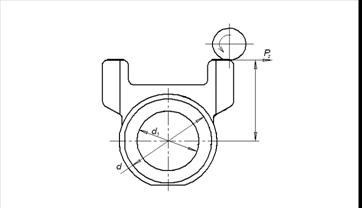
2.2.2 Прочностной расчет прижима
Прижим представляет собой изогнутый стержень с прямоугольным сечением, к нему приложена сила 5300 Н
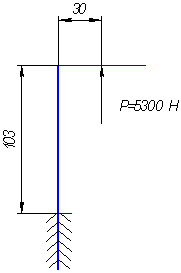
Рис 2.1 Расчетная схема
Прижим крепится к стойке на винт и на две шпильки по этому будем считать что в этом месте у нас будет жесткая заделка.
Построим эпюру момента действующего от силы P на плечо L=30мм
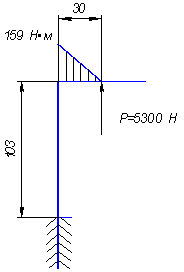
Рис 2.2 Эпюра моментов
Момент получился равен ![]() . Этот момент будет загибать стойку.
. Этот момент будет загибать стойку.
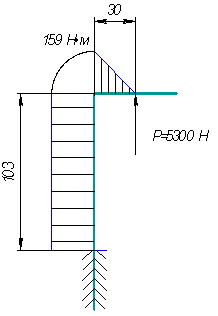
Рис 2.3 Эпюра моментов
А сила Р будет вытягивать стойку. Построим силовую эпюру.
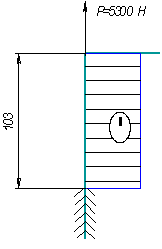
Рис 2.4 Эпюра моментов
Все сечения испытывают плосконапряженное состояние, найдем сечение с максимальным напряжением для этого необходимо найти эквивалентный момент.
Эквивалентный момент по третьей гипотезе прочности равен
![]() (2.1)
(2.1)
Судя по эпюрам нас будет интересовать сечение на изгибе
![]()
найдем максимальное напряжение именно для этого сечения.
![]() (2,2)
(2,2) ![]() м3 (2,3)
м3 (2,3)
![]() (2,4)
(2,4)
Сравним максимальное напряжение с допустимым, с учетом динамики.
![]() (2,5)
(2,5)
![]()
Условие прочности в опасном сечении соблюдается.
2.2.3 Расчет сил зажима
В процессе обработки заготовки на нее действует система сил. С одной стороны действуют составляющие силы резания, которые стремятся нарушить ориентацию заготовки, с другой - силы зажима, препятствующие этому. Из условия равновесия этих сил и с учетом коэффициента запаса, определяется необходимое усилие зажима. При проектировании приспособления необходимо разработать схему закрепления используя следующее правила: - схема закрепления, приложенные усилия, не должны нарушать ориентацию детали. - не должно возникать деформаций детали и элементов приспособления, приводящих к уменьшению точности обработки, или повреждению ее поверхности. - по возможности использовать силы резания для закрепления детали. Так как сила резания и сила закрепления имеют случайный характер и их действительные значение зависят от целого ряда факторов. С целью исключения влияния этих факторов на показатели надежности закрепления в расчеты вводится коэффициент запаса.
К=К0*К1*К2*К3*К4*К5*К6 (35) (3,1)
К0=1.5 - гарантированный коэффициент запаса.
К1 - коэффициент, учитывающий увеличение сил резания от случайных неровностей на обрабатываемых поверхностях заготовки.
при чистовой - К1=1.0.
К2 - коэффициент, учитывающий увеличение сил резания вследствие затупления инструмента. (См. таблицу).
Значение коэффициента К2
| Метод обработки | Материал заготовки | Составляющая силы резания | Коэффициент К2 |
| Черновая обработка | Сталь | Pz | 1.0 |
| Py | 1.4 | ||
| Чугун | Pz | 1.0 | |
| Py | 1.2 | ||
| Чистовая обработка | Сталь | Pz | 1.0 |
| Py | 1.05 | ||
| Чугун | Pz | 1.05 | |
| Py | 1.4 |
К2=1,05 для силы Ро и М
Где Ро – осевая сила
М – момент
К3 - коэффициент, учитывающий увеличение сил резания при прерывистом резании.
К3=1.2 - при прерывистом резании
К4 - коэффициент, характеризующий постоянство силы, развиваемой зажимным механизмом.
Для механизированных приборов К4=1,0.
К5 - коэффициент, характеризующий разброс усилий рабочего на рукоятке немеханизированного зажимного механизма (эргономический).
К5=1 - для механизированного зажима.
К6 - коэффициент, учитывающий случайность площади соприкосновения опорных поверхностей с базовыми.
К6=1.2 - при базировании плоскости по штыри.
С учетом сказанного расчетная сила резания :
Pо расч.=К*М.
![]()
при сверлении технологических отверстий
Сила Ро при сверлении
![]() (3,2)
(3,2)
крутящий момент М рассчитывается
![]() (3,3)
(3,3)
Найдем значения коэффициентов и показателей степени в формулах крутящего момента и осевой силы при сверлении
См=0,041 qм=2,0 YМ=0,7 СР=143 qp=1.0 yp=0.8
D – диаметр отверстия (D=14).
Коэффициент - ![]() учитывающий механические свойства обрабатываемого материала.
учитывающий механические свойства обрабатываемого материала.
![]()
 (3,4)
(3,4)
Зная все необходимые коэффициенты найдем значения силы Ро и крутящего момента М
![]() (3,5)
(3,5)
![]() (3,6)
(3,6)
РО расчит = РО·К=18·1,512=27,216кНт (3,7)
Приложенные к заготовке силы должны предотвратить возможный отрыв заготовки от установочных элементов, сдвиг или поворот ее под действием сил резания и обеспечить надежное закрепление в течение всего времени обработки. Силы зажима не следует завышать, так как при этом увеличивается деформация заготовки в местах приложения сил, а также размеры, масса и стоимость зажимных устройств и всего приспособления. Занижение сил зажима недопустимо, поскольку не будет обеспечен надежный зажим заготовок. Поэтому при проектировании станочных приспособлений силы закрепления рассчитывают; их расчетные величины являются основой для прочностных расчетов элементов зажимных устройств и силовых приводов с требуемыми характеристиками. Расчет сил закрепления обычно направлен на обеспечение равновесия заготовки под действием приложенных к ней внешних сил. Внешними силами являются силы резания, силы закрепления, реакции опор и силы трения. Поэтому для расчета нужно знать условия обработки в проектируемом приспособлении: величину, направление и место приложения сил резания, сдвигающих заготовку, а также определить схему базирования и закрепления для нахождения места приложения сил закрепления и сил трения, препятствующих сдвигу заготовки. Величину сил резания и их моментов определяют по формулам теории резания или по данным нормативных справочников, исходя из твердости обрабатываемого материала, режимов резания, геометрии режущих инструментов и других факторов. При этом учитывают наиболее неблагоприятные условия обработки, когда силы резания будут максимальными.
Условия равновесия произвольной пространственной системы сил
В общем случае условия равновесия произвольной пространственной системы сил выражаются системой уравнений:
![]()
![]()
![]() (3,8)
(3,8)
![]()
![]()
![]()
т.е. необходимыми и достаточными условиями равновесия являются равенства нулю сумм всех сил на 3 координатные оси сумм моментов всех сил относительно тех же осей.
Трение скольжение. Явление самозаклинивания.
Проиллюстрировать действие сил трения можно с помощью следующего опыта. Тело приводится в движение по горизонтальной плоскости посредством сдвигающей силы P, значение которой монотонно возрастает, начиная с нуля. Сила, препятствующая скольжению, это и есть сила трения. Опыт показывает, что скольжение начинается только по достижении некоторого предельного значения сдвигающей нагрузки, т.е. при условии P > Pпред.
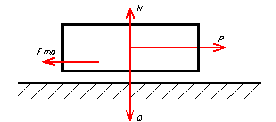
При P ≤ Pпред. Тело остается неподвижным.
Так были получены общие закономерности, которым подчиняются трение скольжения (законы Кулона):
1. Сила трения скольжения в покое численно равна сдвигающей силе, противоположна ей по направлению, но не может превысить некоторой предельной величины, т.е. изменяется в пределах
![]() (3,9)
(3,9)
2. Значение предельной силы трения прямо пропорционально нормальной реакции:
![]() (3,10)
(3,10)
где ƒ0– так называемый коэффициент трения скольжения в покое.
Представление о величине коэффициента ƒ0 дают следующие данные: при трении стали по стали (без смазки) ƒ0 =0,20…0,30.
Величина коэффициента зависит от качества обработки трущихся поверхностей, их твердости, наличия или отсутствия смазки, качества смазки и многих других факторов.
3. Сила трения скольжения при движении направлена в сторону, противоположную скорости, и ее значение пропорционально нормальной реакции:
![]() (3,11)
(3,11)
где коэффициент трения скольжения при движении. Этот коэффициент зависит от той же совокупности факторов, что и ƒ0, кроме того, от скорости движения. Обычно с увеличением скорости величина ƒ сначала убывает, а затем сохраняет почти постоянное значение или возрастает
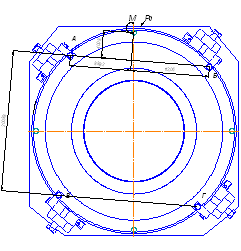
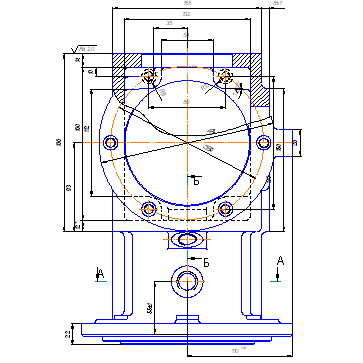
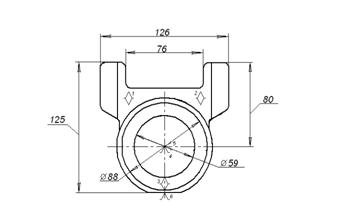
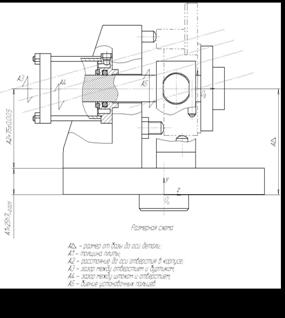
Рис 3.1 Расчетная схема
На рисунке показана схема расположения сил при сверлении технологических отверстий в заготовке.
Будем рассматривать эту систему как сумму двух плоских систем.
перенесем силу Ро на линию АБ но от этой силы останется момент который будет равен ![]()
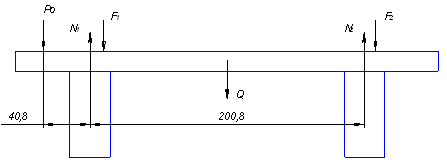
Рис 3.2 Расчетная схема
Составим систему уравнений.
Учитывая, что в данном случае прижимные силы будут необходимы только где реакция N будет отрицательной.
При условии ![]()
![]() (3,8)
(3,8)
![]()
отсюда легко найти N1 и N2
![]()
![]()
Результаты означают, что в первой опоре дополнительные силы прижима не нужны, а второй требуется сила F2=-N чтобы прижать заготовку.
Но это мы нашли силу прижима для крепления заготовки на мнимой опоре на самом деле опоры будет две и силы прижима распределятся на них, в лучшем случае равномерно на обе опоры в худшем вся нагрузка ляжет на одну опору. В данной конструкции прижимать фрезу будут болты, т.е. по расчетам получается что нагрузку в 5,3 кН будут держать резьбовые соединения, что вполне допустимо. Теперь рассмотрим, как будет действовать крутящий момент на заготовку. Определим силы трения в опорах А и Б, ведь именно они будут препятствовать сдвигу заготовки. У нас в первой опоре получилось значение 33,07, кН но так как мы брали мнимую опору на самом деле их две и по этому силы распределятся на эти опоры. Но в этом случае можно предположить что они разделятся примерно одинаково ведь обработка будет вестись на небольшом участке примерно по средине.
Силы трения будут равны
![]() (3,11)
(3,11)
Крутящий момент М равен 88,2 Н·м он достаточно мал по этому в данном случае им можно пренебречь по этому делаем вывод, что такое закрепление заготовки для сверления в ней отверстий вполне допустимо.
Похожие работы
... 13.2 Идентификация опасных и вредных производственных факторов Проанализируем все опасные и вредные производственные факторы, которые могут возникнуть при выполнении технологических операций на участке изготовления червяка и внесем их в таблицу 13.2 Таблица 13.2 Опасные и вредные производственные факторы № п/п Наименование опасного и вредного производственного фактора Виды работ, ...





... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...
... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев