Расчет на прочность шпинделя
Последовательность расчета пружин сжатия
Выбор подшипников
Прочностной расчет прижима
Расчет режимов резания
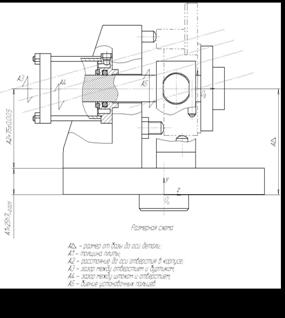
Проектирование планшайбы для круглошлифовальной операции
Безопасность и экологичность проекта
Описание рабочего места, оборудования, выполняемых операций
Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
Выводы
Экономическая часть
Расчет необходимого количества оборудования и коэффициентов его загрузки
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Навигация
Последовательность расчета пружин сжатия
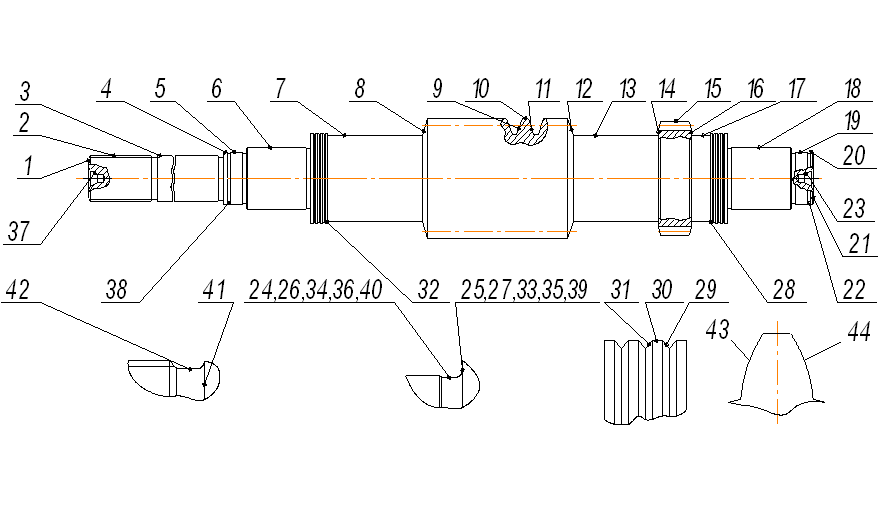
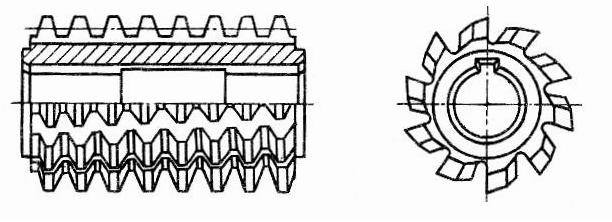
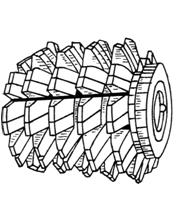
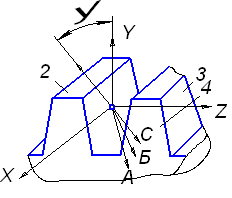
Совершенствование технологического процесса изготовления фрез
164206
знаков
16
таблиц
29
изображений
2.1.3 Последовательность расчета пружин сжатия
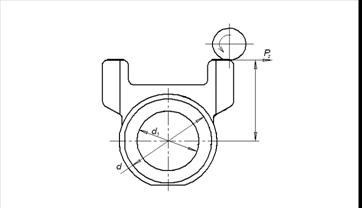
Исходными величинами для определения размеров пружин являются силы Р1 и Р2, рабочий ход h, наибольшая скорость V0 перемещения подвижного конца пружины при нагружении или лил при разгрузке, заданная выносливость N и наружный диаметр пружины D (предварительный). Если задана только сила Р2, то вместо рабочего хода h назначают прогиб F2 соответствующей заданной силе.
С учетом заданной выносливости N предварительно определяют принадлежность пружины к соответствующему классу по таблице 116.
По заданной силе Р2 и крайним значениям инерционного зазора δ по формуле (1) вычисляют граничные значения силы Р3.
По вычисленным величинам Р3, пользуясь таблицей 117, предварительно определяют принадлежность пружины к соответствующему разряду в выбранном классе.
По таблице 120 параметров пружин в соответствии со стандартом отыскивают строчку, в которой наружный диаметр витка близко совпадает с предварительно заданным значением D. Из этой же строки берут соответствующие величины Р3 и диаметр проволоки d.
По таблице 117 определяют напряжения τ3 вычисляют с учетом временного сопротивления σв по ГОСТ 9389-75
По полученным значениям Р3 и τ3, а также по заданной силе Р2 по формуле (2) находят критическую скорость Vкр и отношение ![]() , с помощью которого проверяют принадлежность пружины к предварительно установленному классу. Несоблюдения условия
, с помощью которого проверяют принадлежность пружины к предварительно установленному классу. Несоблюдения условия ![]() для пружин 1 и 2 классов означает, что при скорости V0 выносливость, обусловленная в таблице 116, может быть не обеспечена. Тогда пружина должна быть отнесена к последующему низшему классу или должны быть изменены исходные условия с таким расчетом, чтобы после повторных вычислений в указанном порядке удовлетворялось требование
для пружин 1 и 2 классов означает, что при скорости V0 выносливость, обусловленная в таблице 116, может быть не обеспечена. Тогда пружина должна быть отнесена к последующему низшему классу или должны быть изменены исходные условия с таким расчетом, чтобы после повторных вычислений в указанном порядке удовлетворялось требование ![]() . Если это выполнить нельзя, то назначают запасные комплекты пружин.
. Если это выполнить нельзя, то назначают запасные комплекты пружин.
С учетом установленного класса и разряда в соответствии со стандартом по таблице 120 выбирают величины Z1 и f3, затем вычисляют размеры пружины.
Расчет первой пружины
Сила пружины при предварительном перемещении ![]() .
.
Сила пружины при рабочем перемещении ![]() .
.
Рабочий ход - ![]()
Наибольшая скорость перемещения подвижного конца пружины при нагружении и разгружении
Примем подачу метчика S=3мм/об.
Обороты шпинделя n=1.5об/с.
![]() (3,1)
(3,1)
Выносливость N - число циклов до разрушения
N=5·106 (3,2)
Наружный диаметр пружины D=22.
Относительный инерционный зазор пружины сжатия δ = 0.01
Сила пружины при наибольшем перемещении
 (3,3)
(3,3)
силу Р3 уточняем по таблице 120, Р3=115,758Н, диаметр проволоки d=2мм, жесткость одного витка Z1=19.620Н, наибольший прогиб одного витка f3= 5.9, временное сопротивление, σв=2100, наибольшее напряжение при крученииЄ ![]() Мпа (3,4)
Мпа (3,4)
Критическая скорость пружины сжатия
![]() (3,5)
(3,5)
![]() (3,6)
(3,6)
Условие соблюдается
Жесткость пружины
![]() (3,7)
(3,7)
Число рабочих витков
![]() (3,8)
(3,8)
Число опорных витков ![]() . Полное число витков
. Полное число витков
![]() (3,9)
(3,9)
Средний диаметр пружины
![]() (3,10)
(3,10)
Индекс пружины
![]() (3,11)
(3,11)
Предварительное перемещение
![]() (3,12)
(3,12)
рабочее перемещение
 (3,13)
(3,13)
Наибольшее перемещение
 (3,14)
(3,14)
Высота пружины при наибольшем перемещении
![]() (3,15)
(3,15)
где n3=1.5 число шлифованных витков
Высота пружины при наибольшем перемещении
![]() (3,16)
(3,16)
Высота пружины при предварительном перемещении
![]() (3,17)
(3,17)
Высота пружины при рабочем перемещении
![]() (3,18)
(3,18)
Шаг пружины
![]() (3,19)
(3,19)
Длина развернутой пружины ( без учета зацепов пружины растяжения)
![]() мм (3,20)
мм (3,20)
Масса пружины в КГ
![]() (3,21)
(3,21)
Объем W занимаемый пружиной, мм
![]() (3,22)
(3,22)
Расчет второй пружины
Сила пружины при предварительном перемещении ![]() .
.
Сила пружины при рабочем перемещении ![]() .
.
Рабочий ход ![]()
Наибольшая скорость перемещения подвижного конца пружины при нагружении и разгружении
Примем подачу метчика S=3мм/об.
Обороты шпинделя n=1.5об/с.
![]() (3,23)
(3,23)
Выносливость N - число циклов до разрушения таб. 116 N=5·106
Наружный диаметр пружины D=12
Относительный инерционный зазор пружины сжатия δ=0.01
Сила пружины при наибольшем перемещении
 (3,24)
(3,24)
силу Р3 уточняем по таблице 120, Р3=61,120Н, диаметр проволоки d=1,2мм, жесткость одного витка Z1=16,147Н, наибольший прогиб одного витка f3= 3,645, временное сопротивление σв=2100, наибольшее напряжение при кручении
![]() Мпа (3,25)
Мпа (3,25)
Критическая скорость пружины сжатия
 (3,26)
(3,26)
![]()
Условие соблюдается
Жесткость пружины
![]() (3,27)
(3,27)
Число рабочих витков
![]() (3,28)
(3,28)
Число опорных витков ![]()
Полное число витков
![]() (3,29)
(3,29)
Средний диаметр пружины
![]() (3,30)
(3,30)
Индекс пружины
![]() (3,40)
(3,40)
Предварительное перемещение
![]() (3,41)
(3,41)
рабочее перемещение
![]() (3,42)
(3,42)
Наибольшее перемещение
![]() (3,43)
(3,43)
Высота пружины при наибольшем перемещении
![]() (3,44)
(3,44)
где n3=1.5 число шлифованных витков
Высота пружины при наибольшем перемещении
![]() (3,45)
(3,45)
Высота пружины при предварительном перемещении
![]() (3,46)
(3,46)
Высота пружины при рабочем перемещении
![]() (3,47)
(3,47)
Шаг пружины
![]() (3,48)
(3,48)
Длина развернутой пружины ( без учета зацепов пружины растяжения)
![]() мм (3,49)
мм (3,49)
Масса пружины в КГ
![]() (3,50)
(3,50)
Объем W занимаемый пружиной, мм
![]() (3,51)
(3,51)
Похожие работы
... 13.2 Идентификация опасных и вредных производственных факторов Проанализируем все опасные и вредные производственные факторы, которые могут возникнуть при выполнении технологических операций на участке изготовления червяка и внесем их в таблицу 13.2 Таблица 13.2 Опасные и вредные производственные факторы № п/п Наименование опасного и вредного производственного фактора Виды работ, ...





... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...
... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев