Навигация
Вертикально-фрезерный станок. Модель ГФ 2171С5
75654
знака
10
таблиц
6
изображений
015. Вертикально-фрезерный станок. Модель ГФ 2171С5
- Интерполятор 2С42-65
- Размеры рабочей поверхности стола (длина´ширина), мм 1600´400
- Наибольшее перемещение стола, мм продольное Х, 1000попнрнчное Y, 400
вертикальное Z 250
- Наибольшее перемещение ползуна, ммкоордината Z 260
- Расстояние от торца шпинделя до рабочей поверхности
стола, мм 250…500
Расстояние от оси шпинделя
- До вертикальных направляющих станины, мм 500
- Колличество Т-образных пазов, шт 3
- Расстояние между Т-образными пазами, мм 100
- Ширина Т-образных пазов, ммцентрального18Н8
крайних18Н12
- Размер конуса шпинделя с конусностью 7/2450
- Наибольшая масса обрабатываемой детали и приспособления
устанавливаемых на столе станка, кг, не более400
- Предельные размеры обрабатываемых
поверхностей (длина´ширина´высота), мм 250´850´380
- Ёмкость магазина инструментов, шт12
- Время смены инструментов, с не более20
- Максимальный диаметр инструмента, ммторцевой фрезы 125
концевой фрезы 40
сверла30
- Максимальный вес инструмента, кг не более15
- Вылет инструмента от торца шпинделя, мм не более250
- Колличество частот вращения шпинделя18
- Пределы частот вращения шпинделя, об/мин40-2000
- S: 40, 50, 63, 80, 100, 125, 160, 200, 250, 315, 400, 500, 630, 800, 1000, 1250,1600, 2000
- Пределы подач стола, ползуна,, мм/мин3-6000
- Скорость быстрого перемещения стола по координатам
X, Y, и ползуна по координате Z, мм/мин6000
- Мощность электродвигателя главного движения, кВт7,5
- Наибольший крутящий момент на шпинделе, кН·м0,615
- Допустимое усилие подачи, Н
координата X, Y15690
координата Z9806
- Тип устройства ЧПУ - контурно-позиционный
- Колличество управляемых координат3
- Колличество одновременно управляемых координат
при линейной интерполяции3
при круговой интерполяции2
- Масса - 4700 кг.
Приспособления и инструменты
005. Токарная с ЧПУ
Резец 002-3862 - Т5К10 ГОСТ 18884-73
Сверло центровочное- Сверло 10 СТП 406-1234-76.
Сверло комбинированное трёхступенчатое специальное.
Резец расточной j=930 К.01.4983.000-06 ТУ2-035-1040-86
Резец резьбовой j=600 с треугольной пластиной К.01.4957.000-00 ТУ2-035-1040-86
Патрон специальный;
Шаблон 5+0,4 106-6757, шаблон Æ32,4+0,4 103-740.
Калибр на собираемость150-2629
Штанген нутромер 101-984
ШЦ-250-0,1 ГОСТ 166-80
Очки О ГОСТ 12.4.013-85
Тара 505-190
010. Токарная с ЧПУ
Резец 002-3862 - Т5К10 ГОСТ 18884-73
Сверло центровочное- Сверло 10 СТП 406-1234-76.
Сверло Æ18 ГОСТ 10903-77.
Сверло комбинированное трёхступенчатое специальное.
Зенкер комбинированный двухступенчатый.
Резец канавочный 5мм К.01.4963.000-00 ТУ2-035-1040-86.
Резец расточной j=930 К.01.4983.000-06 ТУ2-035-1040-86.
Резец расточной S 20S-XTFP R/L 11, пластина 1103.
Развёртка комбинированная специальная 037-717.
Развёртка комбинированная специальная 037-718.
Резец резьбовой SANDVIK CTGPR-1212-11, пластиной TPUN.
Патрон 7108-0023 ГОСТ 12595-72;
Шаблон 4+0,4 106-6757, шаблон Æ32,4+0,4 103-740.
Калибр на собираемость250-2629
Штанген нутромер 101-984
ШЦ-250-0,1 ГОСТ 166-80
Очки О ГОСТ 12.4.013-85
Тара 505-190
015. Фрезерная с ЧПУ.
Фреза 2214-0192 Т5К10 ГОСТ 22085-76 (торцовая насадная с механическим креплением круглых твёрдосплавных пластин).
Сверло центровочное- Сверло 10 СТП 406-1234-76.
Сверло комбинированное трёхступенчатое специальное.
Зенковка 023-806
Гребенчатая резьбовая фреза 2672-0577-7Н ГОСТ 1336-77
Шаблон 3+0,4 106-6737, шаблон Æ21,8Н11103-720.
Специальное приспособление с базированием корпуса в трёхкулачковом патроне жёстком заднем центре.
Калибр на собираемость 350-2629
Штанген нутромер 101-984
Очки О ГОСТ 12.4.013-85
Тара 505-190
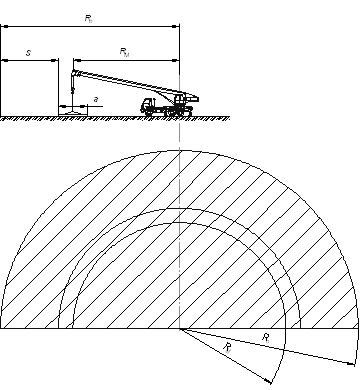
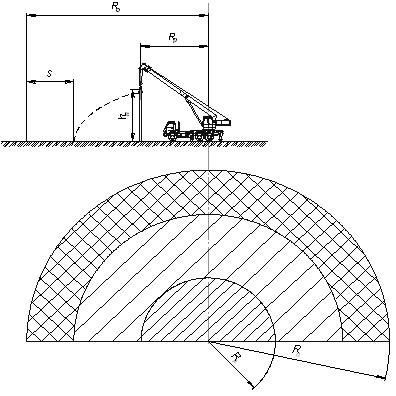
Кран-укосина - 0,5 т
Расчёт припусковРасчёт припусков производим аналитическим методом.
Расчёт припусков на механическую обработку поверхности Æ28Н8Выбираем следующие технологические переходы:
- сверление чернвое
- рассверливание
- зенкерование
- развёртывание черновое
- развёртывание чистовое
Штамповка
Шероховатость поверхности - Rz = 160 мкм
Глубина дефектного слоя - h = 200 мкм
Суммарные отклонения формы и расположения поверхностей - ΔΣ =![]() мкм
мкм
Где - Dåк=Dк× lк
Где - Dк=0,20 мкм/мм[14]
lк= 38 мм
Dåк=0,20×38=8 мкм
Dy=0,25×T=0,25×840=210 мкм
ΔΣ =![]() =213 мкм
=213 мкм
Сверление предварительное
Выполняем по 13-му квалитету.
Шероховатость поверхности - Rz = 32 мкм
Глубина дефектного слоя - h = 40 мкм
Суммарные отклонения формы и расположения поверхностей - ΔΣ =![]() мкм
мкм
Где - Dу=0,7 мкм -увод сверла на 1 мм длины отверстия[14, с. 190, тб28]
Где - С0=25 мкм[14, с. 190, тб28]
ΔΣ =![]() =27 мкм
=27 мкм
Рассверливание
Выполняем в соответствии с таблицами точности [14] по 12-му квалитету.
Шероховатость поверхности - Rz = 32 мкм
Глубина дефектного слоя - h = 40 мкм
Суммарные отклонения формы и расположения поверхностей - ΔΣ =![]() мкм
мкм
Где - Dу=0,7 мкм - увод сверла на 1 мм длины отверстия[14, с. 190, тб28]
Где - С0=25 мкм[14, с. 190, тб28]
ΔΣ =![]() =27 мкм
=27 мкм
Зенкерование черновое
Выполняем в соответствии с таблицами точности [14] по 10-му квалитету.
Шероховатость поверхности - Rz = 40 мкм
Глубина дефектного слоя - h = 40 мкм
Развёртывание черновное
Выполняем в соответствии с таблицами точности [14] по 9-му квалитету.
Шероховатость поверхности - Rz = 40 мкм
Глубина дефектного слоя - h = 50 мкм
Развёртывание чистовое
Выполняем в соответствии с таблицами точности [14] по 8-му квалитету.
Шероховатость поверхности - Rz = 2,5 мкм
Глубина дефектного слоя - h = 20 мкм
Результаты приведены в таблице 8.
Таблица 8
| Технологический переход обработки поверхности | Элементы припуска, мкм | Расчётный размер, мм | Допуск TD, мм | Предельные размеры, мм | Предельные значения припусков, мкм | ||||||
| min | max | 2Zmin | 2Zmax | ||||||||
| Rz | h | ΔΣ | ε | ||||||||
| Заготовка | 160 | 200 | 213 | - | 28,945 | 0,84 | 28,94 | 31,07 | - | - | |
| Сверление IT13 | 32 | 40 | 27 | 0 | 28,658 | 0,33 | 28,66 | 30,23 | 287 | 797 | |
| РассверливаниIT12 | 32 | 40 | 27 | 0 | 28,46 | 0,21 | 28,46 | 29,9 | 198 | 318 | |
| Зенкерование предварительное IT10 | 2,5 | 20 | 0 | 0 | 28,3 | 0,084 | 28,3 | 29,69 | 160 | 286 | |
| Развёртывание черновое IT9 | 0,63 | 5 | 0 | 0 | 28,12 | 0,052 | 28,12 | 28,85 | 180 | 212 | |
| Развёртывание чистовое IT9 | 0,32 | 0 | 0 | 0 | 28 | 0,033 | 28 | 28,33 | 120 | 139 | |
Общие припуски 2ZОmin = 945 мкм, 2ZОmax = 1752 мкм
Проверка расчёта припусков:
![]()
![]() мкм
мкм
![]() мкм
мкм
005. Токарная с ЧПУ
Переход I: Подрезать торец Æ38мм в размер 143,06![]() ; точить поверхн. Æ37-0,25, l=30±0,1
; точить поверхн. Æ37-0,25, l=30±0,1
Расчёт режимов производим аналитическим методом.
Пластина Т5К10, φ = φ1 =450.
1. Глубина резания t=1,4мм.
2. Подачу выбираем по [14, с. 268, табл. 14].
S = 0,66 мм/об, r=0,8мм.
3. Скорость резания
![]() , м/мин,
, м/мин,
где
T=60 мин - период стойкости материала пластины;
CV, x, y, m - коэффициент и показатели степени;
CV=350; x=0,15; y=0,35; m=0,2 [29,табл.17, c.269];
![]()
 [29,с.261, табл.17];
[29,с.261, табл.17];
Кг=0,95, nv=0.9 [29,с.262, табл.2];
![]() [29,с.263, табл.5]; [29,с.271, табл.18];
[29,с.263, табл.5]; [29,с.271, табл.18];
KV=1,0186×0,8×0,87×0,94=0,6614;
![]() 112,23 м/мин.
112,23 м/мин.
![]() 145,222 м/мин -подольное точение
145,222 м/мин -подольное точение
Похожие работы
... устраивается из пластмассовых труб. Каждая воронка присоединяется к стояку диаметром 100 мм. 1.5.6 Полы В производственном здании приняты бетонные, полы, из мозаичных плит. Состоят из плиток размерами 2482486 мм. Укладываются на прослойку из песка или мелкозернистого бетона При проектировании административно – бытового корпуса использованы 3 типа полов: керамические, линолеумные, мозаичного ...
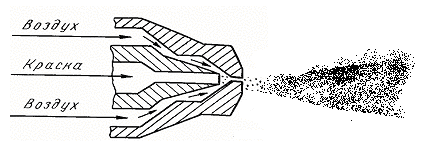
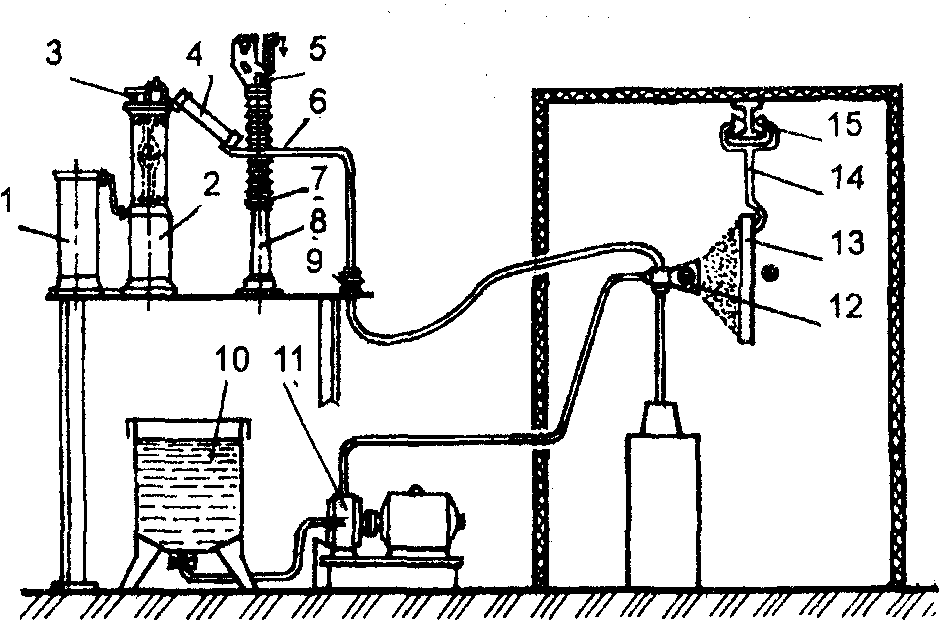
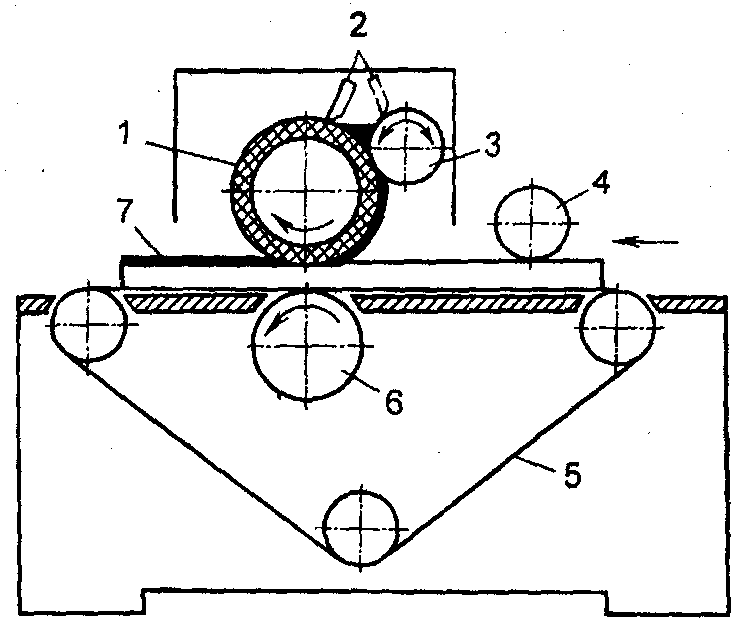
... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...
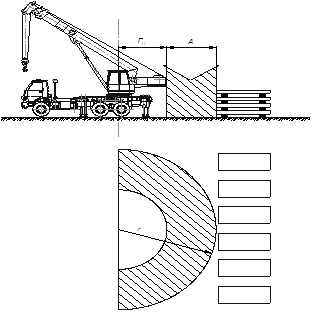
... ограждена из-за возможности нанесения им вреда перемещаемыми грузами и разрушающимися конструкциями. Оценка эргономических характеристик условий труда крановщика при эксплуатации автомобильного крана Эргономические условия труда определяются совокупностью психофизиологических факторов, возникающих в процессе трудовой деятельности. Психофизиологические опасные и вредные производственные ...

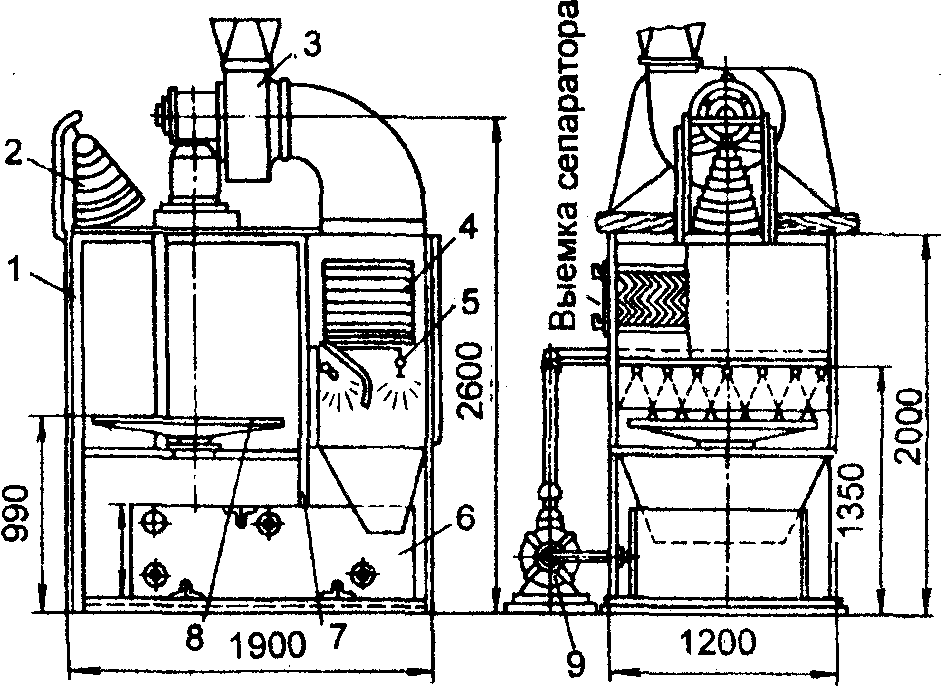
... Мощность электродвигателя , кВт, привода дробилки рассчитывается по формуле , (11) где - удельный энергетический показатель дробилки, при дробимом материале известняке [1]; - производительность дробилки, м3/ч; - степень дробления, для роторной дробилки типоразмера 1250´1000 мм [1]; - средневзвешенный диаметр исходного продукта, м; ...
0 комментариев