Навигация
![]() , Н,
, Н,
где
CP, x, y, n - коэффициент и показатели степени,
CP=300, x=1, y=0,75, n=-0.15 [14,табл 2,ст273]
КP =Кмр×Кjр×Кgр×Кlр×Кrр
n=0,75
Кjр=1,0; Кgр=1,1; Кlр=1,0; Кrр=0,93
КP=0,95×1,0×1,1×0,93=0,971
![]() , Н
, Н
6. Мощность резания определяем по формуле [29, с. 271]:
 , кВт,
, кВт,
![]() кВт
кВт
7. Проверка на достаточность привода станка:
![]() ,
,
где
Nшп - мощность привода станка;
Nшп=Nст×h, Nст=22 кВт, h=0,8 - КПД привода;
Nшп=22×0,8=17,6 кВт.
3,9<17,6 кВт.
Условие выполняется.
8. Основное время.
![]() , мин,
, мин,
где
i=1 - число проходов.
l=10 мм
L=l+lвр+lпер=10+5=43 мм,
![]() мин
мин
Переход XI: Нарезать резьбу М30х1,5-7Н, в размер l=16min
1. Скорость резания
 [14, с. 295];
[14, с. 295];
где: CV, m, x, y – определяются по [14, с. 296, табл. 49];
KV - общий поправочный коэффициент на скорость резания.
Т = 70 мин
CV = 332
m = 0,2
x = 0,23
y = 0,3
![]() [14, с. 297];
[14, с. 297];
КТГ=1,0[14, с. 298, тб50];
![]()
 м/мин
м/мин
2. Частота вращения шпинделя
![]() 1301 об/мин
1301 об/мин
3. Силу резания найдем по формуле [29, с. 297]:
![]() , Н
, Н
где
CP, x, y, n - коэффициент и показатели степени,
CP=148, y=1,7, n=0.71 [14,табл 2,ст273]
КP =Кмр×Кjр×Кgр×Кlр×Кrр
Кjр=0,94; Кgр=1,1; Кlр=1,0; Кrр=0,87
КP=0,95×0,94×1,1×1,0=0,9823
![]() 811,66, Н
811,66, Н
4. Мощность резания определяем по формуле [29, с. 271]:
, кВт,
![]() кВт
кВт
5. Проверка на достаточность привода станка:
![]() ,
,
где
Nшп - мощность привода станка;
Nшп=Nст×h, Nст=22 кВт, h=0,8 - КПД привода;
Nшп=22×0,8=17,6 кВт.
1,626<17,6 кВт.
Условие выполняется.
6. Основное время.
![]() , мин,
, мин,
где
i=6 - число проходов.
l=18 мм
lвр+lпер=5мм
L=l+lвр+lпер=16+5=21 мм,
![]() мин
мин
Основное время операции
Т0общ=0,07+0,053+0,708+0,91+0,974+0,053+0,021+0,7+0,8+0,16+0,065=4,514 мин
015. Фрезерно-сверлильная с ЧПУ. Станок ГФ-2171С5
Позиция I
Переход I: Фрезеровать поверхн. Æ30мм в размер 40±0,5.
1. Скорость резания
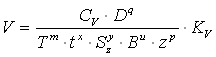 , м/мин
, м/мин
где: CV, m, x, y – определяются по [14, с. 296, табл. 49];
KV - общий поправочный коэффициент на скорость резания.
Т = 120 мин [14, с. 290, табл. 40]
CV = 332
m = 0,2
x = 0,1
y = 0,4
q=0,2
p=0
![]() =0,15[14, с. 283, табл. 34]
=0,15[14, с. 283, табл. 34]
t=4 мм- с учётом штамповочных уклонов
![]()
![]()
![]() [14, ст263, тб5]
[14, ст263, тб5]
![]() [14, ст263, тб6]
[14, ст263, тб6]
![]()
 м/мин
м/мин
2. Частота вращения фрезы:
 , об/мин
, об/мин
где V - скорость резания, м/мин;
D - диаметр фрезы, мм.
 об/мин
об/мин
В соответствии с паспортом станка принимаем частоту вращения:
nст = 400 об/мин
3. Определяем фактическую скорость резания:
 , м/мин
, м/мин
 м/мин
м/мин
4. Находим минутную подачу:
![]() , мм/мин
, мм/мин
![]() мм/мин
мм/мин
Так как регулирование подачи бесступенчатое, то оставляем минутную подачу без изменений.
5. Сила резания
 , Н
, Н
где КМР - поправочный коэффициент;
CР, n, x, y, q, w - определяются по таблицам [14].
СР = 825
n = 0,75
x = 1,0
y = 0,75
q = 1,3
w = 0,2
6. Сила резания:
 Н
Н
7. Мощность резания
 , кВт
, кВт
 кВт
кВт
8. Проверка по мощности:
![]()
где Nст = 7,5 кВт - мощность привода фрезерной головки;
h = 0,8 - КПД привода.
![]()
Условие выполняется
9. Расчёт основного времени , мин
, мин
где L - длина рабочего хода, мм;
S - минутная подача, мм/мин.
L = l + l1 + lдоп , мм
где l = 30 мм длина торца, мм;
l1 + lдоп – длина врезания и перебега, мм.
Для симметричной установки фрезы по [11, прил. 4]:
l1 + lдоп = 15 мм
L = 30 +15 = 40 мм
 мин
мин
Переход II: Центровать отв. Æ9*мм, глубиной 4,5±1,5мм.
Сверло центровочное Р6М5, 2φ=900.
1. Скорость резания
 [14, с. 278, табл. 28];
[14, с. 278, табл. 28];
где Т=25 – стойкость сверла, мин [14, с. 279, табл. 30];
CV, m, x, y– определяются по [14, с. 278, табл. 28];
CV = 7,0
m = 0,2
y = 0,7
q = 0,4
S=0,15мм/об[14, с. 277, табл. 25];
![]()
К1V =1.0[14, с. 263, табл. 6];
КИV =1.0[14, с. 280, табл. 30];
KV=1.01086×1,0×1,0=1,01086
 =33,7775 м/мин
=33,7775 м/мин
2. Частота вращения шпинделя
![]() 1195 об/мин,
1195 об/мин,
принимаем 1000 об/мин по паспорту станка
3. Фактическая скорость резания
![]() м/мин
м/мин
4. Крутящий момент по формуле [14, с. 277]:
![]() , Н×м,
, Н×м,
где
СМ, q, x, y - коэффициент и показатели степени,
СМ=0,0345, q=2,0, x=-, y=0,8 [14, табл. 32, с. 281];
КР=![]() [14, табл. 9, с. 264];
[14, табл. 9, с. 264];
![]() Н×м.
Н×м.
5. Осевую силу определяем по формуле [14, с. 281, табл. 32]:
![]() , Н,
, Н,
где
СР, x, y, q - коэффициент и показатели степени,
СР=68, x=-, y=0,7, q=1,0 [14, табл. 32, с. 281];
КР=![]() [14, табл. 9, с. 264];
[14, табл. 9, с. 264];
![]() Н,
Н,
6. Мощность резания определяем по формуле [29, с. 280]:
![]() , кВт,
, кВт,
![]() кВт.
кВт.
7. Проверка на достаточность привода станка:
![]() ,
,
где
Nшп - мощность привода станка;
Nшп=Nст×h, Nст=7,5 кВт, h=0,8 - КПД привода;
Nшп=7,5×0,8=6,0 кВт.
0,635<6,0.
Условие выполняется.
Похожие работы
... устраивается из пластмассовых труб. Каждая воронка присоединяется к стояку диаметром 100 мм. 1.5.6 Полы В производственном здании приняты бетонные, полы, из мозаичных плит. Состоят из плиток размерами 2482486 мм. Укладываются на прослойку из песка или мелкозернистого бетона При проектировании административно – бытового корпуса использованы 3 типа полов: керамические, линолеумные, мозаичного ...
... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...
... ограждена из-за возможности нанесения им вреда перемещаемыми грузами и разрушающимися конструкциями. Оценка эргономических характеристик условий труда крановщика при эксплуатации автомобильного крана Эргономические условия труда определяются совокупностью психофизиологических факторов, возникающих в процессе трудовой деятельности. Психофизиологические опасные и вредные производственные ...

... Мощность электродвигателя , кВт, привода дробилки рассчитывается по формуле , (11) где - удельный энергетический показатель дробилки, при дробимом материале известняке [1]; - производительность дробилки, м3/ч; - степень дробления, для роторной дробилки типоразмера 1250´1000 мм [1]; - средневзвешенный диаметр исходного продукта, м; ...
0 комментариев