Навигация
Сборочный чертёж выполнен согласно соответствуеющим стандартам
75654
знака
10
таблиц
6
изображений
7. Сборочный чертёж выполнен согласно соответствуеющим стандартам.
8. На рабочем чертеже корпуса выполнена одна проекция, шесть местных видов. Этого достаточно для однозначного определения конструкции детали. Обозначение шероховатостей, полей допусков, отклонений формы, и расположения поверхностей соответствуют требованиям оформления конструкторской документации.
Базовый технологический процесс сборки
Таблица 5
| Технические требования | ||
| 1. Рабочая жидкость масло М-10В2 ГОСТ 8581, М-8А ГОСТ 10541 или М-10В2 ГОСТ 8581. Класс чистоты рабочей жидкости не ниже 16 по ГОСТ 17216. 2. Сборку резьбовых соединений и монтаж резиновых колец производить со смазкой рабочей жидкостью. | ||
| Требования безопасности | ||
| При выполнении работ по данному ТП соблюдать правила безопвсности согласно ИОТ №120, 410, 47А, СТП 406-07256-88, 238А. | ||
| Операция | Наименование операции | Оборудование и приспособления |
| 005 | Комплектование: 1.Подорать детали согласно спецификпции чертежа. 2.Подобрать технологическую оснастку согласно ведомости оснастки. 3.Получить вспомогательные материалы. 4.Контроль мастером первого комплекта. 5.Контроль БТК | Тара цеховая, стеллаж цеховой. |
| 010 | Подготовка ИОТ №120, 410, 238А 1.Промыть детали в уайт-спирите и продуть сжатым воздухом от цеховой пневмосети, пропущенным через пыле-влагоотделитель. 2.Контроль БТК наличия клейм, отсутствия дефектов и загрязнений. 3.Контроль БТК перехода 2. | Сетка цеховая, тара цеховая, стеллаж цеховой. Ёмкость цеховая, кисть КФ-25, рукав цеховой очки защитные О ГОСТ 12.4.03 |
| 015 | Сборка ПЭ1.47.000 А СБ ИОТ №410, 238А 1.Установить последовательно на детали п.4 (ПЭ1.47.004А), п.5 (ПЭ1.47.005 или ПЭ1.47.005-01 для исп. 02) резиновые кольца п.16 (021-25-25-2-2 или 021-025-25-2-2-ТIII-3-100 для исп. 02), п.18 (026-032-36-2-2 или 026-032-36-2-2-ТIII-3-100 для исп. 02), п.17 (024-030-36-2-2 или 024-030-36-2-2- ТIII-3-100 для исп. 02) согласно чертежу. 2.*Установить золотник п.4 в сборе, на подставку, установить в лунку золотника шарик п.19 (13,494-100) или п.20 (14.000-100) и пристукнутьл до образования фаски Б шириной не более 0,3 мм. 3.Закрепить корпус п.1 (ПЭ1.47.001А) в тисках, отв. М30х1,5 вверх, завести в корпус золотник п.4, в сборе и проверить перемещение от руки золтника в отв. Æ25Н8 корпуса без заеданий. 4.Установить в сборку последовательно детали п.19 или 20, п.10 (ПЭ1.47.011), п.5, в сборе, согласно чертежу. 5.Перекернить корпус в тисках установив отв. М27х1,5-7Н вверх. 6.Установить в корпус шарик п.21 (19,844-100) или п.22 (19,447-100) и пристукнуть до образования фаски А шириной не более 0,3 мм. Демонтировать шарик 7.Установить последовательно в сборку детали п.21 или 22 п.9 (ПЭ1.47.009 А), п.2, в сборе, согласно чертежу. 8.Прекрепить сборку в тисках под маркирование. 9.Маркировать сборку для исполнений -01, 02. 10.Контроль БТК. | Верстак слесарный 503-47, стеллаж цеховой, тиски слесарные 7827-0262 ГОСТ 4045 Кисть КФ-25, ёмкость цеховая, оправка 30 СТП 406-2525-80, оправка 27 СТП 406-2525-80, пластина профильная пластиковая цеховая. Выколотка 16 СТП406-2558-82, молоток 7850-0116, Лупа ЛП-4*-7* ГОСТ 25706, Штангенциркуль 125, подставка цинковая. Выколотка 16 СТП406-2558-82, штырь Æ12 цеховой, кисть КФ-25, ёмкость цеховая. Кисть КФ-25, ёмкость цеховая, ключ 7811-043. Выколотка 16 СТП406-2558-82, молоток 7850-0116, Лупа ЛП-4*-7* ГОСТ 25706, Штангенциркуль 125. Кисть КФ-25, ёмкость цеховая, клбюч 7811-0043. Комплект клейм 5 СТП 406-2520-79, комплект клейм 5 СТП 406-2521-79, молоток 7850-0116. |
Технологический процесс сборки изделия
Сборка состоит из минимально достаточных деталей для обеспечения работы изделия. Собираемость деталей, в общем, не представляет трудностей. Однако все же существуют затруднения при образовании фасок, для соприкосновения шариков. Но этот процесс можно автоматизировать, точно выбрав силу удара по шарику.
Отработка конструкции изделия на технологичностьВ конструкции изделия допущен целый ряд решений, которые усложняют его производство в условиях серийного производства.
Цилиндрические бобышки расположены диаметрально противоположно, притом конструкция корпуса делает невозможным делать его сборным.
Составляем схему сборки изделия, используя рекомендации [14, с. 304…306]. При этом стремимся разбивать технологический процесс на большее количество узловых сборок. При составлении схемы учитываем удобство соединения изделий.
Нормирование технологического процесса сборкиТаблица 6
| № перехода | Содержание работы | Факторы, влияющие на продолжительность сборки | № карты и позиция | Оперативное время, мин |
| 1 | Установить последовательно на дет. поз.4 и поз.5 резиновые кольца поз.16 и поз.18 согласно чертежу | Длина продвижения- 3мм, установка в канавку, наружный диаметр кольца-2,5мм. Длина продвижения- 18мм, установка в канавку, наружный диаметр кольца-3,6мм. | Карта 45, поз. 1а | 0,030 |
| 2 | установить золотник в сборе в гнездо, сформировать фаску Б 0,3ММ | Длина продвижения-20мм, масса детали-до 0,25кг, посадка скользящая
| Карта 40, поз. 1к | 0,043 |
| 3 | Закрепить корпус в пневмотисках, отв М30х1,5 вверх, установить золотник поз.4в сборе кольц0 | Длина передвижения 22,5мм, масса детали до 0,25кг | Карта81, поз. 2 Карта 45, поз.1в | 0,02 0,045 |
| 4 | Установить в сборку последовательно дет. поз.19 или 20, поз.10, поз.5 в сборе согласно чертежу | Диаметры 13,494 ли 14,000.Длина продвижения - L = 18мм | Карта 40, поз. 1к | 2*0,043 |
| 5 | Установить в корпус шарик поз.21, или 22 образование фаски 0,3мм, Демонтировать шарик | Диаметр шарика 19,844 мм или 19,447мм | Карта40, поз. 1в | 2*0,043 |
| 6 | Установить последовательно в сборку детали поз.21 или 22, поз.9, поз.2, в сборе согласно чертежу | Диаметр шарика 19,844 мм или 19,447мм | Карта40, поз. 1в | 3*0,043 |
| 7 | Маркировать сборку | Ударное клеймо с подбором, высота знаков-5мм, число знаков-12 | Карта 26, поз. 3к | 0,48 |
| 8 | КоНтроль БТК | Масса изделия 1,33кг | Карта 26, поз. 3к | 0,27 |
| Суммарное время - 1,189 мин | ||||
| Время на организационно-техническое обслуживание рабочего места: - подналадка механизированного инструмента и приспособлений в процессе работы - смена инструмента - инструктаж рабочего мастером | Место работы - сборочный стол | Карта 1, поз. 2 | 4% | |
| Время на отдых и личные надобности | Карта 4 | 4%+2% | ||
| Поправочный коэффициент к оперативному времени в зависимости от типа производства | Тип производства - среднесерийное | Карта 5 | 1,0 | |
| Поправочный коэффициент к оперативному времени в зависимости от условий выполнения работы | Положение сборки - сбоку | Карта 8, поз. 1 | 1,0 | |
Норма времени на сборочной операции для среднесерийного производства определяется по формуле:
 ,
,
где
Топ - оперативное время, мин;
Тобс - время на организационно-техническое обслуживание рабочего места, %;
Тотд - время на отдых и личные потребности, %;
К - коэффициент, учитывающий тип производства;
Кз - коэффициент, учитывающий условия сборки.
Для общей сборки гидрозамка норма времени:
![]() =1,308 мин.
=1,308 мин.
Расчет потребного количества сборочных стендов и коэффициентов его загрузки
Найдем расчетное количество сборочных стендов
 , шт.
, шт.
![]() =0,06 шт.
=0,06 шт.
Округляем в большую сторону СР=1. Коэффициент загрузки стенда будет равен 0,06.
Технологический процесс изготовления детали
Отработка конструкции детали на технологичностьМатериал детали позволяет применять высокопроизводительные методы обработки.
Наличие радиусов закругления повышает стойкость инструмента. Целесообразная простановка размеров от оси детали до торцев бобышек, что облегчет наладку станка и сокращает трудоемкость обработки. Введение постоянных технологических баз позволяет повысить точность и сократить трудоемкость обработки ступенчатых соосных поверхностей.
Точность размеров, формы и относительного расположения поверхностей, а также их шероховатость соответствуют требованиям, предъявленным к детали. Эта точность достигается небольшим количеством последовательных операций с применением в основном стандартного инструмента и универсального оборудования.
Нетехнологичным элементом в конструкции корпуса является расположение отверстий перпендикулярно осями друг другу и выполненые в противоположном друг другу направлении, в остальном, деталь можно считать технологичной.
Выбор заготовок и методов их изготовленияПри выборе вида заготовки и методов её изготовления рассматриваются два альтернативных варианта. В первом случае заготовкой является штампованная поковка в открытых штампах на кривошипном горячештамповочном прессе, во втором случае - поковка, получаемая на молоте с подкладными штампами.
Для последующих расчётов необходимо знать массу детали. Масса детали по чертежу ![]() , кг.
, кг.
Используя рекомендации [4, с. 134…168] в качестве двух альтернативных вариантов заготовок принимаем горячую объёмную штамповку в открытых (заводской вариант) и закрытых штампах. Проектируем заготовку и рассчитываем технологическую себестоимость детали для обоих случаев.
Штамповка в открытых штампахПо заводскому варианту масса заготовки для штамповки 2,3 кг., масса штамповки 1,9 кг.
Штамповка в закрытых штампах (безоблойная)Материал - Сталь 40Х ГОСТ 4543-71.
Оборудование - КГШП с выталкивателем.
Нагрев заготовок - индукционный.
Масса детали -0,81 кг.
Заготовку проектируем по ГОСТ 7505-89.
Группа стали, сложность поковки и масса - М2
По [2, П.1] принимаем степень точности Т2.
Степень сложности определяем в следующей последовательности:
![]()
-минимальная масса простой фигуры, в которую вписывается деталь.
![]() -ориентировочная масса заготовки
-ориентировочная масса заготовки
![]() -коэффициэнт учитывающий форму и вид детали [2,ст31,п.2.3,тб20]
-коэффициэнт учитывающий форму и вид детали [2,ст31,п.2.3,тб20]
![]()
Коэффициэнт сложности=![]()
Учитывая коэффициэнт сложности принимаем степень сложности С2 [2,ст30]
Исходный индекс - 7.
Конфигурация поверхности разъёма штампа - плоская.
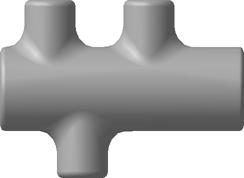
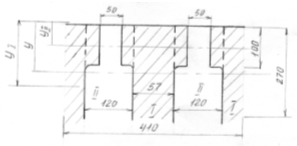
Заготовку выполняем в виде вала с тремя цилиндрическими бобышками, оси бобышек перпендикулярены <<валу>>. Две с одной стороны одна с другой стороны. Назначаем в местах сопряжения бобышек с <<валом>> радиусы скругления 10 мм с целью облегчения заполнения штампа металлом и уменьшения напряжения в металле. В качестве баз выбираем осевую линию <<вала>> и его торец (ближайший к бобышке).
Находим основные припуски на размеры поковки.
Находим основные припуски на размеры поковки по [2,ст10,тб13]:
2´1,0-длина 140 мм с чистотой поверхн. Rа12,5;
2´0,9- длина 40 мм с чистотой поверхн. 12,5;
Находим дополнительные припуски.
Смещение по поверхности разъёма штампов - Т = 0,1 мм [2.ст14,тб4].
Допуск величины смещения поверхности разъёма: Т = 0,3 мм [2,ст20,тб9].
Радиусы закруглений:
При глубине полости ручья до 25мм -2мм.
В местах сопряжения диаметров 38мм и 30мм принимаем -10мм.
Величина остаточного заусенца = 0,4мм,
Допуски на радиусы:
R2![]()
R5![]()
Рассчитываем размеры поковки, округляя их до 0,1 мм, и назначаем допуски.
140+2×(1,0+0,1+0,3) = 142,8; принимаем ![]()
40+2(0,9+0,1+0,3) = 42,6; принимаем ![]()
Штамповочные уклоны -5 град.
Допуски на штамповочные уклоны -0,25 от номинальной величины.
Массу поковки определяем объёмным прочерчиванием:
![]() кг
кг
Выбор варианта производства заготовок производим по технологической себестоимости заготовок:
 , руб
, руб
где - масса заготовки штамповки при открытой штамповке, кг;
GД - масса детали, кг;
КИМ - коэффициент использования материала с учётом заусенца при открытой штамповке;
КИМ1 - коэффициент использования материала без учёта заусенца при закрытой штамповке;
СЗАГ - удельная стоимость материала заготовки, руб/кг;
СС - средняя по машиностроению стоимость срезания одного килограмма стружки при механической обработке, руб/кг.
СЗАГ = 315 руб/кг в ценах 1991 г. [2], СЗАГ = 10,5 руб/кг, отсюда коэффициэнт инфляции равен 33,(333)
В ценах 1991 г средняя по машиностроению стоимость срезания одного килограмма стружки при механической обработке составляет 0,495 руб/кг, с учётом инфляции получаем:
СС = 14,5 руб/кг
При открытой штамповке:
 руб/шт
руб/шт
При закрытой штамповке:
руб/шт
Экономический эффект:
Эт=(39,96-34,06)×9600 = 56640 руб/год
В качестве заготовки выбираем штампованную поковку, получаемую в закрытых штампах на КГШП.
Выбор базПохожие работы
... устраивается из пластмассовых труб. Каждая воронка присоединяется к стояку диаметром 100 мм. 1.5.6 Полы В производственном здании приняты бетонные, полы, из мозаичных плит. Состоят из плиток размерами 2482486 мм. Укладываются на прослойку из песка или мелкозернистого бетона При проектировании административно – бытового корпуса использованы 3 типа полов: керамические, линолеумные, мозаичного ...
... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...
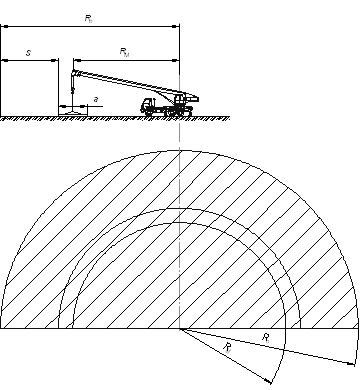
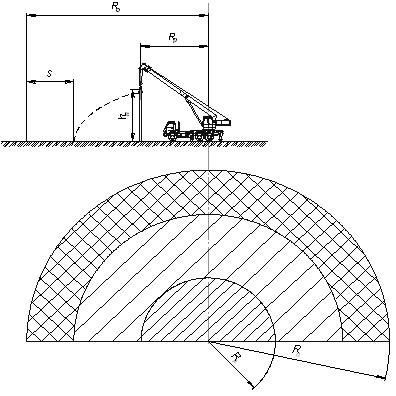
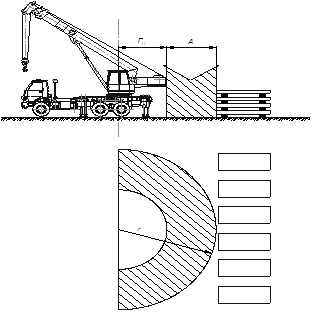
... ограждена из-за возможности нанесения им вреда перемещаемыми грузами и разрушающимися конструкциями. Оценка эргономических характеристик условий труда крановщика при эксплуатации автомобильного крана Эргономические условия труда определяются совокупностью психофизиологических факторов, возникающих в процессе трудовой деятельности. Психофизиологические опасные и вредные производственные ...

... Мощность электродвигателя , кВт, привода дробилки рассчитывается по формуле , (11) где - удельный энергетический показатель дробилки, при дробимом материале известняке [1]; - производительность дробилки, м3/ч; - степень дробления, для роторной дробилки типоразмера 1250´1000 мм [1]; - средневзвешенный диаметр исходного продукта, м; ...
0 комментариев