Навигация
005. Токарная с ЧПУ
Базирование осуществляется по двум цилиндрической поверхности в самоцентрирующемся двухкулачковом патроне, на кулачки установлены призмы, и по плоскости торца в упор.
Так как размер 141,4![]() (143,06
(143,06![]() -с учётом штамповочных уклонов) получается при настройке станка, то погрешность базирования в данном случае равна нулю – εб = 0.
-с учётом штамповочных уклонов) получается при настройке станка, то погрешность базирования в данном случае равна нулю – εб = 0.
Погрешность базирования для остальных размеров – εб = ±0.5, что не превышает допуск на эти размеры.
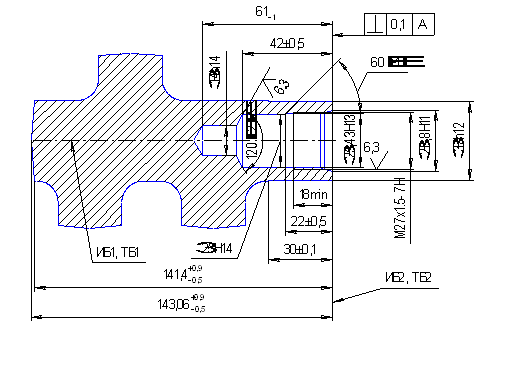
Рис.1. Токарная с ЧПУ
Базирование осуществляется при помощи трёхкулачкового самоцентрирующего патрона
Так как размер 140,4±0,5 получается при настройке станка, то погрешность базирования в данном случае равна нулю – εб = 0.
Погрешность базирования для остальных размеров – εб = ±0.5, что не превышает допуск на эти размеры.
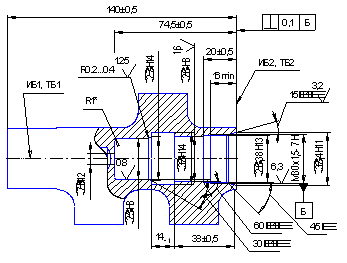
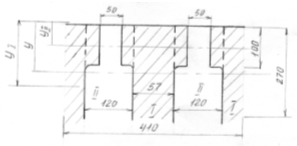
Рис.2 Фрезерно-сверлильная
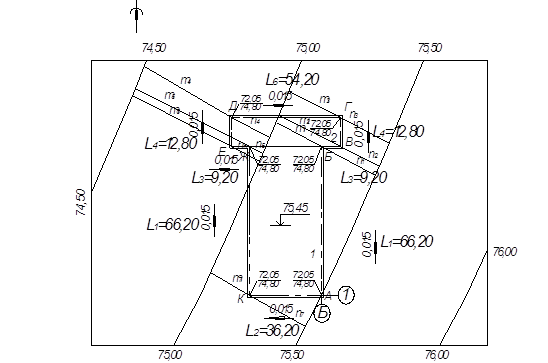
Базирование корпуса осуществляется по цилиндрической и конической поверхностям в трёх кулачковом патроне и вращающемся центре для обработки полых деталей.
Погрешность базирования для размеров измеряемых вдоль осей обрабатываемых отверстий – εб =0.
Погрешность базирования для размеров определяющих расположение осей отверстий относительно торца корпуса – εб = ±0.5, что не превышает допуск на эти размеры.

Рис.3
Составление технологического маршрута механической обработкиТаблица 7
| Операция | Наименование и содержание операции | Оборудование |
| 005 | Токарная с ЧПУ А- Установить и снять деталь - Подрезать торец Æ38мм в размер 143,06 - Центровать отв. Æ9*мм, глубиной 4,5±1,5мм - Cверлить отв. Æ14Н14, l=61-1 мм, сверлить конус 1200±20 ; сверлить отв.Æ25Н14, l=42±0,5; сверлить конус600±10; сверлить отв. Æ25,43Н13, l=22±0,5. Одновременно. - Точить конус под углом 450; точить фаску Æ32,4Н11 с улом 150±10. - Нарезать резьбу М27х1,5-7Н, в размер l=18min | Токарный полуавтомат с ЧПУ СТП -220 АП |
| 010 | Токарная с ЧПУ А- Установить и снять деталь - Подрезать торец Æ38 в размер 140±0,5 - Центровать отв. Æ9*мм, глубиной 4,5±1,5мм - Сверлить отв. Æ18Н13, l=70±0,5мм - Рассверлить отв. Æ22Н12, l=70±0,5мм; рассверлить отв. Æ25Н12, l=50±0,5мм; рассверлить отв. Æ28,38Н12, l=20±0,5мм. Одновременно - Зенкеровать отв. Æ24Н10, l=23,5±0,5мм; зенкеровать конус Æ27Н14, под углом 300±10, зенкеровать отв. Æ27,2Н10, l=20±0,5мм. Одновременно. - Расточить отв. Æ32,4Н14, l=14-1 - Точить фаску Æ32,4Н11, с углом 150±10, точить конус под углом 450. - Сверлить отв. Æ7Н12, l=2,5±0,5мм - Развернуть отв. Æ24,6Н9, l=23,5±0,5мм, развернуть отв. Æ27,6Н9, l=34±0,5мм. Одновременно. - Развернуть отв. Æ25Н8, l=23,5±0,5мм, развернуть отв. Æ28Н8, l=20±0,5мм. Одновременно. - Точить торец Æ23мм в размер l=74,5±0,5мм, точить радиус R1max. - Нарезать резьбу М30х1,5-7Н, в размер l=16min | Токарный полуавтомат с ЧПУ СТП -220 АП |
| 015 | Вертикально-фрезерная с ЧПУ А- Установить и снять деталь Позиция I - Фрезеровать поверхн. Æ30мм в размер 40±0,5. - Центровать отв. Æ9*мм, глубиной 4,5±1,5мм. - Сверлить отв. Æ12Н14, l=24мм, сверлить конус Æ17,9мм с углом 1200*; сверлить отв. Æ17,9Н14, l=20±0,5мм. Одновременно. - Зенковать конус под углом 450; зенковать фаску Æ21,8Н11, l=3+0,4, под углом 150±10. Одновременно. - Фрезеровать резьбу М20х1,5-7Н, в размер l=15,5min Б- Повернуть деталь Позиция II Выполнение переходов выполненых в позиции I Позиция III - Фрезеровать поверхн. Æ30мм в размер 40±0,5. - Центровать отв. Æ9*мм, глубиной 4,5±1,5мм. - Сверлить отв. Æ17,9Н14, l=26±0,5мм. - Зенковать конус под углом 450; зенковать фаску Æ21,8Н11, l=3+0,4, под углом 150±10. Одновременно. - Фрезеровать резьбу М20х1,5-7Н, в размер l=15,5min | Вертикально-фрезерный станок ГФ-2171 С5 |
| 020 | Слесарная - Снять заусенцы и притупить острые кромки в соответствии счертежом и СТП предприятия, протереть. - Маркировать обозначение детали на бирке. | Участок слесарный |
| 025 | Контроль - Проверить размеры и требования по чертежу и ТП. - Оформить прёмку деталей. | Контрольная плита |
005, 010. Токарная с ЧПУ. Модель СТП220АП.
Наибольший диаметр изделия, устанавливаемого над станиной - 400 мм.
Наибольший диаметр обрабатываемого изделия:
- над станиной - 250 мм;
- над суппортом - 220 мм.
Наибольшая длина обрабатываемого изделия:
- наружное точение - 350 мм;
- растачивание - 170 мм.
Наибольший рабочий ход суппорта:
- в продольном направлении - 430 мм;
- в поперечном направлении - 200 мм.
Бесступенчатое регулирование частоты вращения шпинделя.
Пределы частот вращения шпинделя - 11…2800 об/мин.
Наибольший крутящий момент на шпинделе - 150 кгс´м.
Пределы рабочих подач суппорта - 0…4000 мм/мин.
Максимальный шаг нарезаемой резьбы - 20 мм.
Класс точности нарезаемой резьбы - 6H, 6g.
Количество инструментов, устанавливаемых в револьверную головку - 12.
Габаритные размеры:
- длина - 4570 мм;
Мощность электропривода главного движения - 22 кВт.
Похожие работы
... устраивается из пластмассовых труб. Каждая воронка присоединяется к стояку диаметром 100 мм. 1.5.6 Полы В производственном здании приняты бетонные, полы, из мозаичных плит. Состоят из плиток размерами 2482486 мм. Укладываются на прослойку из песка или мелкозернистого бетона При проектировании административно – бытового корпуса использованы 3 типа полов: керамические, линолеумные, мозаичного ...
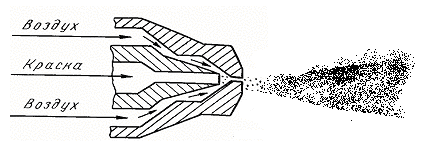
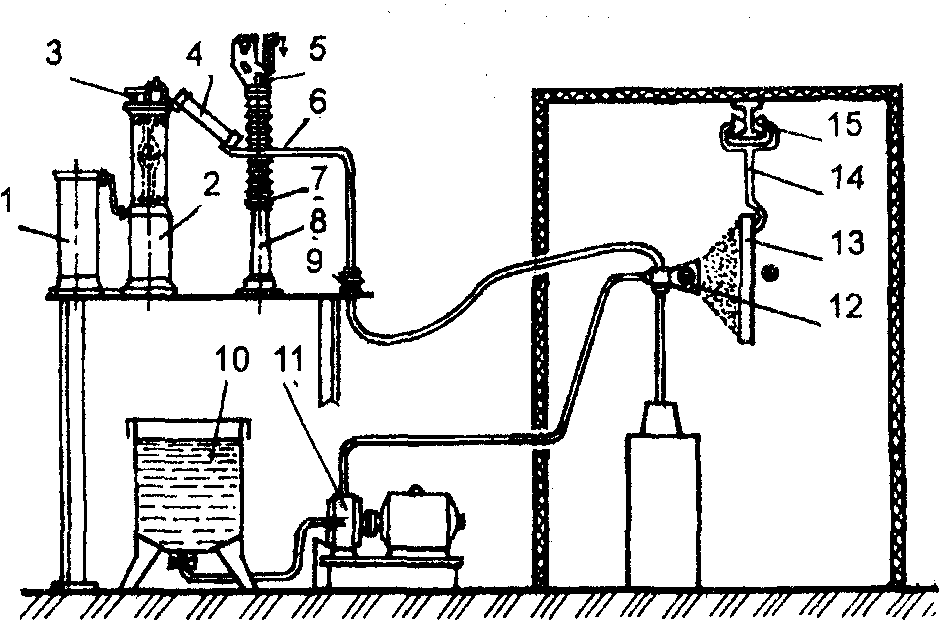
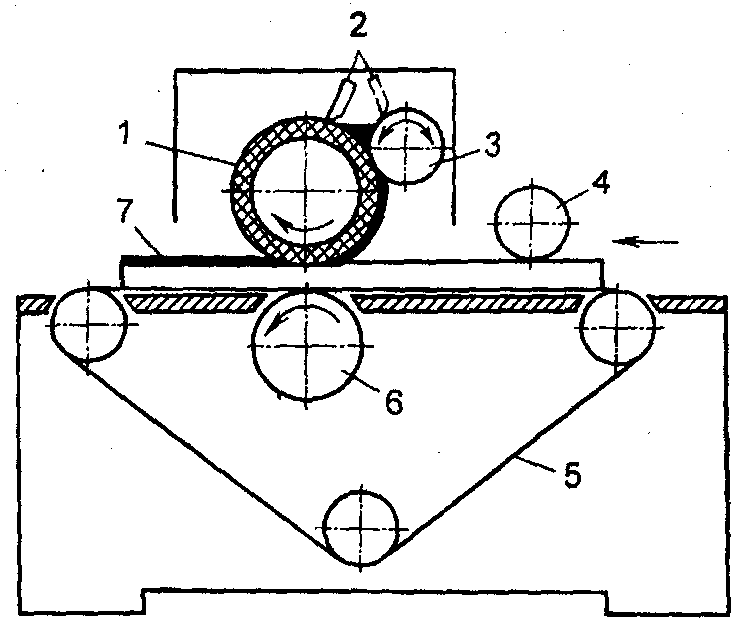
... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...
... ограждена из-за возможности нанесения им вреда перемещаемыми грузами и разрушающимися конструкциями. Оценка эргономических характеристик условий труда крановщика при эксплуатации автомобильного крана Эргономические условия труда определяются совокупностью психофизиологических факторов, возникающих в процессе трудовой деятельности. Психофизиологические опасные и вредные производственные ...

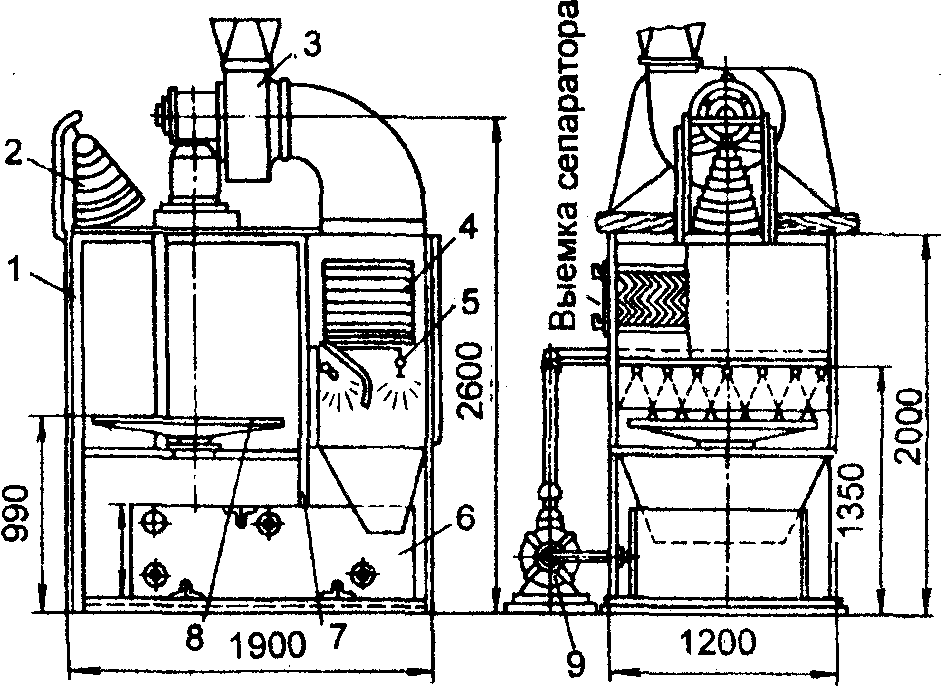
... Мощность электродвигателя , кВт, привода дробилки рассчитывается по формуле , (11) где - удельный энергетический показатель дробилки, при дробимом материале известняке [1]; - производительность дробилки, м3/ч; - степень дробления, для роторной дробилки типоразмера 1250´1000 мм [1]; - средневзвешенный диаметр исходного продукта, м; ...
0 комментариев