Навигация
ОПРЕДЕЛЕНИЕ УСИЛИЯ ОТРЕЗКИ ЗАГОТОВКИ
49971
знак
13
таблиц
9
изображений
3.2 ОПРЕДЕЛЕНИЕ УСИЛИЯ ОТРЕЗКИ ЗАГОТОВКИ.
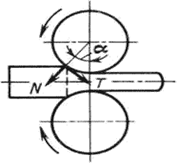
Для разделения металла на заготовки используется операция отрезки, так как способ штамповки в открытом штампе не требует высокой точности исходной заготовки, а сам процесс отрезки на кривошипных закрытых сортовых ножницах является высокопроизводительным и экономичным.
Усилие резки.
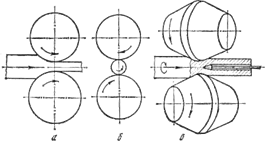
Усилие отрезки зависит от характеристик прочности разрезаемого металла, площади поперечного сечения прутка, схемы отрезки и скорости деформирования.
Pопер = k * σср * Fср, (16)
где k – коэффициент, учитывающий состояние режущих кромок ножей, k = 1,6.
σср = 0,7 * σвр, (17)
σср = 0,7 * 610 = 427 МПа,
Fср – площадь среза
Fср = π * dзаг2 / 4, (18)
Fср = 3,14 * 702 / 4 = 3846,5 мм2.
Тогда по формуле (16)
Pопер = 1,6 * 427 * 3846,5 = 2327 кН.
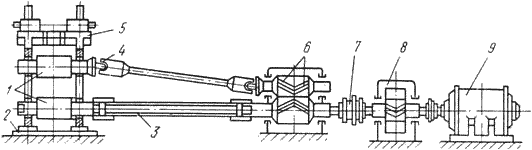
По найденному усилию и диаметру отрезаемой заготовки выбираются сортовые кривошипные закрытые ножницы для разрезки сортового проката на заготовки машиностроительного назначения модели Н1534, [1.стр194]. Их технические данные приведены в табл. 3.
Табл.3 – технические данные ножниц
| Номинальное усилие, кН | 2500 | |
| Число ходов в минуту | 40 | |
| Наибольший размер разрезаемого проката, мм | круг | 100 |
| квадрат | 90 | |
| полоса | 300 | |
| Наибольшая длина отрезаемой заготовки, мм | 630 | |
| Мощность привода, кВт | 20 | |
| Габаритные размеры, мм | 7000* *3050*3000 | |
| Масса ножниц в тоннах | 12,7 | |
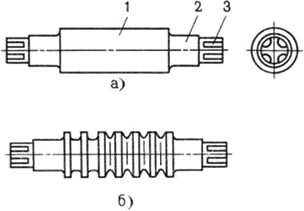
| Элементы опорного конца, мм с f lзаж | 40 20 60 | |

рис.5 – Схема элементов опорного конца
3.3 ОПРЕДЛЕНИЕ КОЭФФИЦИЕНТА РАСКРОЯ И НОРМЫ
РАСХОДА МЕТАЛЛА.
Выберем прокат немерной длины, так как в условиях массового производства экономически это наиболее выгоднее. Норма расхода на поковки, изготовляемые из металлопроката немерной длины, рассчитывается по формуле.
N = q /n * lр.у. / (lр.у. – lобр – lн - lзаж ) * Куг , (19)
где q – масса заготовки, q = 3,81 кг,
n – количество поковок из одной заготовки, n = 1,
lр.у – средняя длина немерного проката, lр.у = 3750мм,
lобр – длина обрезки дефектного конца, мм,
lобр = 0,5 * dзаг , (20)
lобр = 0,5 * 70 = 35 мм.
lн – наименьшая длина некратности, мм
lотх = (lзаж + lн), (21)
lотх – длина отхода, мм. Так как lзаг > lзаж, то
lотх = (lзаг + 0,5 * dзаг) / 2, (22)
lотх = (127 + 0,5 * 70) / 2 = 81 мм
Куг = 1, так как температура нагрева меньше 750С°.
Тогда
N = 3,81 / 1 * 3750 / (3750 – 35 – 81) *1 = 3,932 кг,
Коэффициент использования металла
Ким = Мдет / N, (23)
Ким = 1,87 /3,932 = 0,47 кг.
Коэффициент раскроя
Кр = Мзаг / N, (24)
Кр = 3,81 / 3,93= 0,97.
Коэффициент точности поковки
Кпок = Мдет / Мпок, (25)
Кпок = 1,87 / 3,81 = 0,49.
Коэффициент точности заготовки
Кзаг = Мпок / Мзаг, (26)
Кзаг = 3,81 / 3,91 = 0,97.
3.4 ВЫБОР ОПЕРАЦИЙ И ПЕРЕХОДОВ ШТАМПОВКИ
Поковки, штампуемые на КГШП, подразделяют:
В зависимости от характера формоизменения и течение металла при формоизменении - на два класса: класс поковок получаемых с преобладанием процесса осадки, и класс поковок, получаемых с преобладанием процесса выдавливания.
В зависимости от конфигурации и сложности изготовления - на пять основных групп. Методы изготовления учитывают при выделении подгрупп поковок.
Поковка детали «фланец» (приложение 4) является симметричной поковкой, круглой в плане, изготовляемой осадкой в торец с одновременным выдавливанием. По всем этим признакам она относится к 1- ой группе 3 – ей подгруппы [1.стр 179].Учитывая принадлежность поковки к этой группе и подгруппе ее можно получить за два перехода с применением осадочной площадки. Штамповка производится в открытом штампе.
В технологическом процессе используются две операции
1. штамповка.
2. обрезка облоя.
3.5 ТЕМПЕРАТУРНЫЙ РЕЖИМ ШТАМПОВКИ
После разрезки проката на сортовых ножницах по скату – рольгангу заготовки попадают в тару, которая транспортируется мостовым краном к индукционному нагревателю для нагрева.
Температура металла:
- под осадку 1250 °С;
- под штамповку 1150 °С;
- обрезка облоя 950 °С.
Похожие работы





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...
... длина заготовки Lзаг = 1,24дм3 12) Выбор усилия КГШП: Масса поковки равна 3,85кг, значит усилие 20000 кН.4. Разработка технологии изготовления поковки. 4.1 Технологический процесс горячей объёмной штамповки. · Транспортирование заготовки со склада. Для этого используют любой транспорт. · Отрезка заготовки выполняется гидравлическими ножницами усилием 10000 кН при ...
... высоколегированных тугоплавких сталей и сплавов. Вдоль электрической дуги по каналу плазмотрона пропускается газ (аргон), который сжимает дугу и выходит из сопла в виде плазмы с температурой 10000…30000 0 С. 2. ТЕХНОЛОГИЯ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ РЕЗИНЫ: ОБОРУДОВАНИЕ, ОСОБЕННОСТИ ПРОЦЕССА 2.1 Общие сведения о резинах. Классификация и ассортимент резин Натуральный каучук – это эластичный ...
... , 40Х с последующей термообработкой. Достоинства: быстрые сборка и разборка, удобство замены отдельных элементов. Вильчатые цепи: изготовляют холодной штамповкой, ковкой или литьём из стали марок 35, 40, 50, 40Х с последующей термообработкой. Основное назначение: работа в конвейерах сплошного волочения в насыпном грузе. Звенья цепей в процессе работы подвергаются интенсивному износу не только в ...
0 комментариев