Навигация
ИНДУКЦИОННЫЙ НАГРЕВ ЗАГОТОВОК
49971
знак
13
таблиц
9
изображений
3.6 ИНДУКЦИОННЫЙ НАГРЕВ ЗАГОТОВОК
Индукционные нагреватели применяемые в кузнечно - штамповочном производстве, конструктивно состоят из средств нагрева – индукторов и механизмов загрузки, перемещения и выгрузки нагреваемых заготовок.
Параметры индуктора получены из практики индукционного нагрева заготовок перед штамповкой на отечественных заводах [2.стр.263.табл.5], они приведены в табл.4
Табл.4 параметры индуктора
| Внутренний диаметр, мм | 130 |
| Длина обмотки, мм | 760 |
| Число витков | 40 |
| Число заготовок в индукторе | 4 |
| Частота тока, кГц | 2,5 |
| Напряжение, В | 750 |
| Средняя мощность генератора, кВт | 155 |
| Темп выдачи заготовки, с | 33 |
| Время нагрева заготовки, с | 132 |
| Производительность, кг/ч | 425 |
Для работы при напряжении 127 В индуктор подключается через понижающий трансформатор.
Данный нагреватель является нагревателем методического действия. В таком нагревателе заготовки перемещаются с постоянной скоростью с помощью пневматического механизма. В индукторе одновременно находятся 4 заготовки. Транспортирование нагретых заготовок для последующих операций осуществляется по цепному транспортеру.
3.7 ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОСАЖЕННОЙ ЗАГОТОВКИ
Осадка заготовок производится с целью приближения размеров заготовки к размерам поковки и тем, самым снизить работу деформации в окончательном ручье и повысить его стойкость. При осадке удаляется подавляющее количество окалины, образующейся при нагреве заготовки. Процесс осадки производится до уменьшения высоты исходной заготовки на 30…50%.
Dо = 63 мм,
Но =156,5 мм.
Средний диаметр после осадки берется из программы «ZAG», результат на следующей странице.
D = 106 мм,
H = 60 мм.
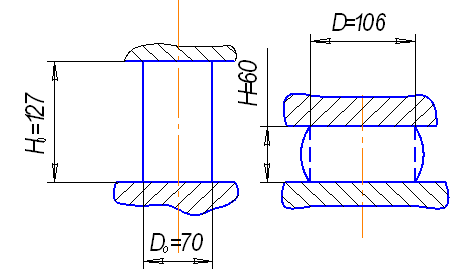
рис. 6 – Параметры заготовки исходной и осаженной.
После операции осадки штамповщик перекладывает заготовку клещами (клещи продольные) в окончательный ручей. Температура заготовки в этот момент t = 1150°С.
3.8 ОПРЕДЕЛЕНИЕ УСИЛИЯ ШТАМПОВКИ
Окончательную штамповку проводят в открытом ручье. Температура заготовки перед штамповкой t = 1100°С.
Расчет усилий штамповки на КГШП необходимо выполнять с максимально возможной точностью, так как при использовании пресса с недостаточным усилием может произойти авария, а при использовании пресса по завышенному усилию пресс будет использоваться нерационально.
Усилие при штамповке осаживанием в открытых штампах определяют по формуле
Р = σт *{(1,5+ μо * b/ hо )*Fо +(2* μ * b/ hо -0.375 +1.25* ln d/hо )* Fп} (26)
где σт - предел текучести металла при температуре штамповки, МПа;
μо – коэффициент внешнего трения (на мостике облоя); в расчете
принимается его максимальное значение, равное 0,5;
b, hо – ширина и толщина мостика облоя, мм;
Fо – площадь проекции мостика облоя, мм2;
d – диаметр поковки, мм;
Fп – площадь проекции поковки на плоскость разъема, мм2;
Предел текучести металла принимают приблизительно равным временному сопротивлению растяжению при соответствующих температуре и скорости деформации. В нашем случае
σт = σв * ώ,
где ώ – скоростной коэффициент, ώ = 1,7, т.к. tд / tпл = 0,6…0,7, ε / ε0 ≤1000 [2,стр. 143].
σт = σв * ώ = 51 * 1,7 = 86,7 МПа, смотри табл. 2.
Площадь проекции мостика облоя находится по формуле
Fо = π / 4 * (dн2 – dв2 ), (27)
где dн - наружный диаметр мостика облоя,
dв– внутренний диаметр мостика облоя.
Fо = 3,14 / 4 * (1532 – 1472 ) = 1413 мм2 .
Fп = π * dп2 / 4, (28)
Fп = 3,14 * 1472 / 4 = 16963 мм2,
По формуле (26) определим усилие штамповки
Р=86,7*{(1,5+ 0,5* 6/ 3)*1413+(2*0,5*6/3-0.375 +1.25* ln 147/3 )*16963}=
= 9,85 МН.
По полученному значению усилия штамповки выбирается пресс горячештамповочный усилием 16 МН, так как технологическое усилие штамповки должно быть меньше 85% от номинального усилия пресса.
Р < 85% Рн,
Так как Р < 0,85 * 16 МН, т.е. Р < 0,85 * 16 МН, пресс отвечает данному условию.
После расчета усилия можно сравнить полученные вручную параметры штамповки с расчетными полученными с помощью программы «TECN», иприведенными на следующей странице, небольшое различие между параметрами объясняется тем что при расчете с помощью программы не использовались некоторые исходные данные которые использовались при ручном расчете.
Это необходимо, для того чтобы избежать перегрузки и заклинивание пресса. Выбираем пресс модели КБ8042. Пресс предназначен для производства поковок из черных и цветных металлов. Технические характеристики пресса приведены в табл.5.
Табл.5 – Техническая характеристика пресса КБ8042
| Номинальное усилие, МН | 16 |
| Ход ползуна, мм | 300 |
| Частота непрерывных ходов ползуна, мин-1, не менее | 85 |
| Частота одиночных ходов ползуна, мин-1 , не более | 16 |
| Наименьшее расстояние между столом пресса и надштамповой плитой ползуна в его нижнем положении, мм | 660 |
| Величина регулировки расстояния между столом и ползуном, мм | 10 |
| Верхний выталкиватель | |
| Величина хода, мм | 40 |
| Усилие, МН, не менее | 63 |
| Нижний выталкиватель | |
| Величина хода, мм | 32 |
| Усилие, МН, не менее | 100 |
| Размеры стола, мм | |
| Слева направо | 1080 |
| Спереди назад | 1020 |
| Размеры ползуна, мм | |
| Слева направо | 824 |
| Спереди назад | 944 |
| Размеры окон в стойках пресса, мм | |
| Ширина | 630 |
| Высота | 710 |
| Расстояние между стойками в свету, мм | 1050 |
| Мощность электродвигателя главного привода, кВт | 90 |
| Расход сжатого воздуха за цикл, м3 | 0,42 |
| Давление воздуха в пневматической системе | |
| Наименьшее, МПа (кг / см2 ) | 0,5 |
| Наибольшее, МПа (кг / см2 ) | 0,7 |
| Габариты пресса, мм | |
| Слева направо | 4850 |
| Спереди назад | 3600 |
| Высота пресса от уровня пола, мм | 5570 |
Похожие работы





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...
... длина заготовки Lзаг = 1,24дм3 12) Выбор усилия КГШП: Масса поковки равна 3,85кг, значит усилие 20000 кН.4. Разработка технологии изготовления поковки. 4.1 Технологический процесс горячей объёмной штамповки. · Транспортирование заготовки со склада. Для этого используют любой транспорт. · Отрезка заготовки выполняется гидравлическими ножницами усилием 10000 кН при ...
... высоколегированных тугоплавких сталей и сплавов. Вдоль электрической дуги по каналу плазмотрона пропускается газ (аргон), который сжимает дугу и выходит из сопла в виде плазмы с температурой 10000…30000 0 С. 2. ТЕХНОЛОГИЯ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ РЕЗИНЫ: ОБОРУДОВАНИЕ, ОСОБЕННОСТИ ПРОЦЕССА 2.1 Общие сведения о резинах. Классификация и ассортимент резин Натуральный каучук – это эластичный ...
... , 40Х с последующей термообработкой. Достоинства: быстрые сборка и разборка, удобство замены отдельных элементов. Вильчатые цепи: изготовляют холодной штамповкой, ковкой или литьём из стали марок 35, 40, 50, 40Х с последующей термообработкой. Основное назначение: работа в конвейерах сплошного волочения в насыпном грузе. Звенья цепей в процессе работы подвергаются интенсивному износу не только в ...
0 комментариев