Навигация
ПРОЕКТИРОВАНИЕ ОБРЕЗНОГО ШТАМПА СОВМЕЩЕННОГО
49971
знак
13
таблиц
9
изображений
4.2 ПРОЕКТИРОВАНИЕ ОБРЕЗНОГО ШТАМПА СОВМЕЩЕННОГО
ДЕЙСТВИЯ
Обрезка облоя и прошивка отверстия осуществляется в горячем состоянии при температуре 900°С в совмещенном штампе.
Зазор между пуансоном и матрицей зависит от формы и размеров сечений поковки в плоскости перпендикулярной к разъему.
Так как данная поковка имеет наружный штамповочный уклон 5°, пуансон следует брать плоским ( берется при углах меньших 15°)
Величина зазора δ (рис.8)определяется по таблице [2.стр.483 табл.1].
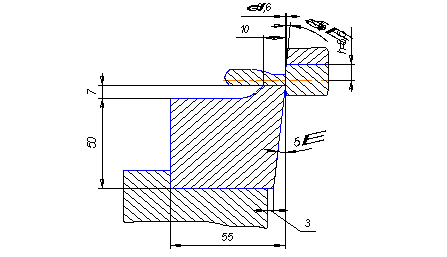
рис.10 – Зазор между обрезным пуансоном и матрицей
h = 8,5; δ = 0,6; ά = 5°.
Размеры матрицы определяются в зависимости от размеров поковки и толщины срезаемого облоя [табл.2, стр.484,].
При пробивке перемычки зазор между матрицей и пуансоном принимается с помощью [табл.8, стр.484, 1]. В данном случае он составляет 4% от толщины перемычки. Следовательно δп = 0.04 * 16 = 0.6 мм.
Произведем расчет элементов штампа для обрезки – пробивки по высоте по методике приведенной в [1.стр.529]. Эскиз обрезного штампа совмещенного действия представлен на рис.10.
Закрытая высота штампового пространства определяется по формуле
Нпр = Ннаиб – Нрег + (15…30), мм (36)
где Ннаиб - наибольшее расстояние между столом пресса и ползуном в его нижнем положении; Нрег - величина регулирования расстояния между столом и ползуном, Нрег = 120 мм. Но наибольшее расстояние между столом пресса и ползуном в его нижнем положении определяется по формуле.
Ннаиб = Нзак + Нрег, мм (37)
где Нзак – закрытая высота пресса, Нзак = 480 мм.
Следовательно
Нпр = Нзак + Нрег – Нрег + (15…30) = Нзак + (15…30), (38)
Нпр = 480 + 20 = 500 мм.
Закрытая высота штампа
Ншт = Нпр – h1, (39)
где h1 – толщина подкладной плиты пресса.
Ншт = 500 – 120 = 380 мм.
Величина сдвига поковки
е = 2 * hср. о + hср. п, (40)
где hср. о – толщина срезаемого облоя hср. о = 4 мм; hср. п – толщина удаляемой перемычки hср. п = 16 мм.
е = 2 * 4 + 16 = 24 мм.
Высота пуансона
Нп = Ншт – (Нд + Ннп + Нм + hп) + е, (41)
где Нд – толщина верхней плиты, Нд = 40 мм;
Ннп – толщина нижней плиты, Ннп = 200 мм;
Нм – толщина матрицы, Нм = 55 мм;
hп – размер поковки от поверхности прилегания ее к пуансону до линии разъема, hп = 8,5 мм.
Нп = 380 – (40 + 200 + 55 + 8,5) + 24 = 100,5 мм.
Высота стойки с прошивником
Нст = (Ннп + Нм) – [Нб + k - hст + (5…15) мм], (42)
где k – расстояние от линии разъема до линии начала среза удаляемой
перемычки, k = 14,5 мм;
Нб – толщина башмака, Нб = 40 мм;
hст – глубина выточки в нижней плите под стойку, 14 мм.
Нст = (200 + 55) – [40 + 14,5 - 14 + 10] = 204,5 мм.
Высота прошивника
Нпрш ≥ е + (10…25) мм, (43)
Нпрш ≥ 24 + 16 = 40 мм.
Ход траверсы
хтр = Ннп – (Нб + Нтр + hпл + z1), (44)
где hпл – толщина плиты для матрицы, hпл = 40мм;
Нтр –толщина траверсы, Нтр = 50 мм;
z1 – зазор между траверсой и нижней плоскостью плиты матрицы,
z1 ≥ (10…20)мм.
хтр = 200 – (40 + 50 + 40 + 10) = 60 мм.
Высота выталкивателя
Нвт = (Ннп + Нм + t) – (Нб + хтр + Нтр + hв – hвт), (45)
где hв – размер поковки от поверхности прилегания ее к выталкивателю
до линии разъема, hв = 8,5 мм;
t – высота подъема поковки при выталкивании над плоскостью
режущей кромки матрицы, t = hвт = 6 мм;
hвт – глубина выточки в траверсе под выталкиватель;
Нвт = (200 + 55 + 6) – (40 + 60 + 50 + 8,5 – 6) = 108,5 мм.
Длина скобы
Нск = Ншт – (Нд + z3 + z4), (46)
где z3 ≥ 10 мм – зазор между нижней поверхностью тяги и траверсой;
z4 ≥ (50…80) мм – зазор между верхней плитой и верхней
плоскостью скобы.
Нск = 380 – (40 + 10 + 50) = 280 мм.
Длина свободного хода скобы
хск = Нб – (s + z3), (47)
где s – толщина скобы, s = 10 мм.
хск = 40 – (10 + 10) = 20 мм.
Длина свободного хода тяги
хт = S – (хтр – хск), (48)
где S – ход ползуна пресса, S = 160 мм.
хт = 160 – (60 – 20) = 80 мм.
Длина тяги
Lт = (xт + s + z4) + (Hд – 25 мм), (49)
Lт = (80 + 10 + 50) + (40 – 25) = 155 мм.
Минимальный зазор между головкой тяги и траверсой
z5 = Hшт - (hг + Lт + 25 мм + Hб + Hтр), (50)
где hг – высота головки тяги, hг = 10 мм.
z5 = 380 - (10 + 155 + 25 + 40 + 50) = 100 мм.
Минимальное расстояние между пуансоном и матрицей
z6 = (Hшт + S) - (Ннп + Нм + Hп + Hд), (51)
z6 = (380 + 160) - (200 + 55 + 100,5 +40) = 144,5 мм.
Зазор между поковкой и выталкивателем z2 ≥ 10.
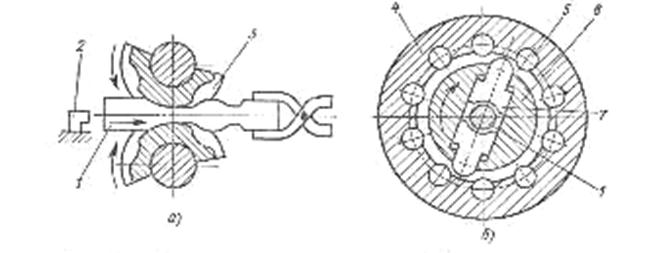
При ходе верхней половины штампа вниз, пуансон давит на поковку и обрезная матрица срезает облой, а прошивень прошивает отверстие. При движении вверх траверса, посредством тяг и скоб, тоже движется верх и установленный на ней выталкиватель выталкивает поковку. После выталкивания рабочий клещами сбрасывает поковку в тару, затем убирает облой и выдру.
Для обрезки и пробивки используется закрытый кривошипный пресс простого действия КВ2532, основные параметры и размеры которого приведены на рисунке 11.
Блок обрезного штампа выбирается по ГОСТ 13124-83 [стр.444, 5].
Материал рабочих частей обрезного штампа выбирается с учетом рекомендаций [1,табл.3,стр.557].
Матрица – 8Х3, твердость НВ 363 – 415, пуансон - 8Х3, твердость НВ 363 – 415; прошивень – 4Х2В8, твердость НВ 417 – 477.
Все детали обрезного штампа делятся на:
1. унифицированные ( винты, болты, гайки, шайбы).
2. нормализованные детали (башмак, матрица, траверса, скоба, стойка).
Пуансон и выталкиватель не унифицируются, а конструируются индивидуально с учетом особенностей поковки.
4.3 ЭКСПЛУАТАЦИЯ ШТАМПОВ
Нагрев штампов проводят с целью обеспечения оптимальных условий формоизменения и повышения стойкости штампов.
Штампы КГШП нагревают до 200 - 400°С. Подогрев проводят с регламентированной скоростью, вставки штампа нагревают в течении 1 – 1,5 ч. Штампы завезенный в цех с улицы в холодное время, выдерживают в цехе 4 - 5 ч и только после этого нагревают перед штамповкой.
Нагревать штамп индукционным методом. Переносной индуктор устанавливать между частями нагреваемого штампа. Длительность 0,5 ч.
Если перерыв в работе штампа составляет более 1 ч, рекомендуется его предварительно разогреть.
Охлажденье штампа проводят с целью уменьшения разогрева поверхности гравюры штампа во время работы. Обеспечивается подачей струи сжатого воздуха на гравюру штампа.
Смазку штампа проводят для уменьшения трения и теплопередачи при деформировании и улучшения извлечения поковки из штампа после штамповки, что способствует повышению стойкости штампов.
Для смазки штампа применять 3 – 5%-ную эмульсию КРПД с добавлением серебристого графита (3 – 5%). Способ нанесения на штамп механическое распыление. Одновременно со смазкой из штампа выдувается окалина. Для удаления используется сжатый воздух давлением не ниже 0,4МПа, подаваемый из сопла обдувки окалины.
Основными видами износа являются:
1. Истирание – отрыв частичек металла штампа. Истирание ускоряется при появлении разгара. При достаточной твердости и чистоте поверхности гравюры износ штампа незначителен.
2. Смятие – деформация отдельных частей штампа, где имеются сильный нагрев штампа в процессе работы и высокие давления. При этом образуются поднутрения в полостях и выступах гравюры штампа. Во избежание его появления необходимо тщательно регулировать тепловой режим штампа (ритм штамповки, смазывания и охлаждения).
3. Разгар – образование сети термических трещин на поверхности гравюры. Это наиболее распространенный вид износа. Для повышения рахгаростойкости необходимо тщательно регулировать режим работы штампа.
Кроме основных видов износа имеют место налипание и свариваемость деформированного металла на с металлом штампа и другие виды износа.
Текущий ремонт штампа
Мелкие дефекты устраняют без демонтажа штампов. Мелкие трещины зачеканивают тупым пневматическим зубилом или бородком. Наплывы, риски и наварившийся металл удаляют зачисткой ручными шлифовальными пневматическими или электрическими машинками с гибким валом.
Изношенные или сломанные части заменяют новыми. При этом штампы демонтируют.
Капитальный ремонт штампов необходим в том случае, когда штамп сломан или полностью изношен и не подлежит возобновлению. В этом случае дефектный слой металла снимается обработкой резаньем. Крепление вставок позволяет компенсировать подкладками снятый слой металла.
Литература.
1. Ковка и штамповка: под ред. Семенова Е. И. том 2. – М, Машиностроение,1986.
2. Ковка и штамповка: под ред. Семенова Е. И. том 1. – М, Машиностроение,1986.
3. ГОСТ 7505 – 89.
4. Справочник по оборудованию для листовой штамповки: Рудман Л. И.- М, Машиностроение,1988.
5. Справочник конструктора штампов: Рудман Л. И. – М, Машиностроение, 1988.
Похожие работы





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...
... длина заготовки Lзаг = 1,24дм3 12) Выбор усилия КГШП: Масса поковки равна 3,85кг, значит усилие 20000 кН.4. Разработка технологии изготовления поковки. 4.1 Технологический процесс горячей объёмной штамповки. · Транспортирование заготовки со склада. Для этого используют любой транспорт. · Отрезка заготовки выполняется гидравлическими ножницами усилием 10000 кН при ...
... высоколегированных тугоплавких сталей и сплавов. Вдоль электрической дуги по каналу плазмотрона пропускается газ (аргон), который сжимает дугу и выходит из сопла в виде плазмы с температурой 10000…30000 0 С. 2. ТЕХНОЛОГИЯ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ РЕЗИНЫ: ОБОРУДОВАНИЕ, ОСОБЕННОСТИ ПРОЦЕССА 2.1 Общие сведения о резинах. Классификация и ассортимент резин Натуральный каучук – это эластичный ...
... , 40Х с последующей термообработкой. Достоинства: быстрые сборка и разборка, удобство замены отдельных элементов. Вильчатые цепи: изготовляют холодной штамповкой, ковкой или литьём из стали марок 35, 40, 50, 40Х с последующей термообработкой. Основное назначение: работа в конвейерах сплошного волочения в насыпном грузе. Звенья цепей в процессе работы подвергаются интенсивному износу не только в ...
0 комментариев