Основная часть
Анализ надежности шасси самолета Ту-154
Конструктивные усовершенствования шасси самолета Ту-154
Усовершенствование тормозных дисков колес
Проверочный расчет корпуса тормозного устройства [6]
Расчет на смятие опорного буртика корпуса тормоза
Расчет нагрузок, действующих на корпус колеса и реборды [5]
Расчет болтов, соединяющих внутреннюю и внешнюю части барабана колеса
Усовершенствование устройства для перетока жидкости в амортизаторе передней ноги шасси самолета Ту -154
Проверочный расчет индикатора давления воздуха
Специальная часть
Техническое описание гидроустановки и гидродомкрата
Находим ориентировочное значение диаметра колеса (условно диаметр сектора)
Основные размеры зубчатого сектора
Расчет емкости гидробака установки
Экологическая опасность процесса техобслуживания шасси
Навигация
Техническое описание гидроустановки и гидродомкрата
Конструктивное усовершенствование шасси самолета Ту-154 на основе анализа эксплуатации
82774
знака
10
таблиц
11
изображений
2.3.1 Техническое описание гидроустановки и гидродомкрата
Гидроустановка предназначена для управления гидродомкратом и механизмом погрузки-выгрузки колес, а также для дозаправки гидросистемы самолета. Для резервного питания гидроагрегатов, также для сглаживания насосных пульсаций давления в гидросистеме предусмотрена установка гидроаккумулятора. Гидроустановка включает в себя гидравлическую и пневматическую системы.
Гидросистема служит для подачи давления к потребителям и включает в себя:
- гидравлический бак емкостью не менее 50 литров;
- электрический гидронасос с автоматом разгрузки и предохранительным клапаном;
- обратные клапаны;
- гидроаккумулятор;
- фильтры высокого и низкого давления;
- электрогидрокраны для подачи давления в разные линии нагнетания;
- силовые гидравлические цилиндры, оборудованные концевыми выключателями;
- пульты управления и заправки.
Пневматическая система обеспечивает наддув бака гидросистемы, зарядку пневматиков сжатым газом и переключение зарядки пневматиков как азотом, так и сжатым воздухом. Пневматическая система включает в себя:
- баллоны с азотом и сжатым воздухом;
- фильтры тонкой очистки;
- редукторы на поддавливание жидкости в баке установки и на зарядку пневматиков;
- запорные краны и обратные клапаны;
- пульты управления и заправки, выполненные для удобства заодно с пультами гидравлической системы.
Работа гидроустановки может осуществляться как от внешнего источника питания напряжением 24-28,5 В, так и от генератора установленного на автомобиле.
Гидродомкрат оборудованный автоматической системой подачи давления, значительно облегчает работу по подъему опор самолета при замене колес и тормозных устройств, а также позволяет сократить время выполнения указанных работ.
Для уменьшения веса гидродомкрата кран управления, вентиль, ручной насос и бак с гидродомкрата сняты, а оставлены только телескопический гидроцилиндр и опорная плита.
Снятые элементы размещены на установке, а ручной насос установлен в линию дозаправки гидросистемы самолета. Гидродомкрат с установкой соединен армированными шлангами и подключен к гидросистеме установки.
2.3.2 Расчет узлов крепления установки к раме автомобиля
Пол установки с размещенными на нем агрегатами крепится к раме автомобиля восемью болтами, узел крепления показан на рисунке 2.1.
При передвижении автомобиля с ускорением, болты воспринимают силу инерции Р:
![]() (2.1.)
(2.1.)
где m=1400 кг – масса снаряженной передвижной установки;
а – ускорение установки,
![]() (2.2.)
(2.2.)
где V= 60 ![]() = 16,8
= 16,8 ![]() – скорость движения автомобиля;
– скорость движения автомобиля;
t= 3 c – время остановки автомобиля минимальное,
![]()
![]()
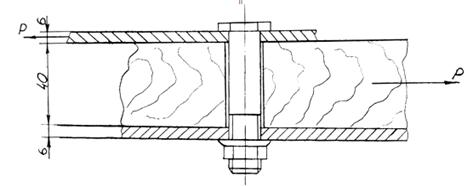
Рис. 2.1. Схема узла крепления установки к раме автомобиля.
Болты рассчитаем на срез:
 (2.3.)
(2.3.)
где d1 – диаметр впадин резьбы болта;
Р – действующая нагрузка;
k=1 – количество плоскостей среза;
b=8 – количество болтов;
[τср] = 42![]() 106 Па – предел напряжения среза для материала СТ 45.
106 Па – предел напряжения среза для материала СТ 45.

Чтобы увеличить площадь деревянных брусков, работающих на сжатие при затяжке болтов, увеличим диаметр болтов. В этом случае,

Принимаем болты М12 с диаметром d1 =10,16 мм.
2.3.3 Расчет направляющих для погрузки колес
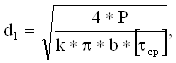
Каждая направляющая состоит из двух уголковых профилей соединенных между собой. Под действием массы колеса, направляющая воспринимает силу Р1, которая раскладывается на составляющие Р1 и Р2 (Рис 2.2.).
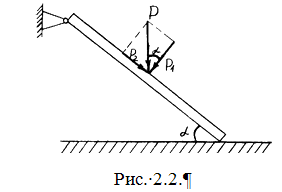
Под действием силы Р1, направляющая работает на изгиб. В точке С (АС=СВ) балка будет воспринимать максимальный изгибающий момент (Рис 2.3.)
Рис.2.3.
Максимальный изгибающий момент в этой точке будет равен:
![]() (2.4.)
(2.4.)
где a=b=0,625 м – длины участков направляющей;
Р1 – нормальная составляющая силы Р,
![]() , (2.5.)
, (2.5.)
Р =600Н – сила действующая на направляющую от колес;
α = 40˚ – угол установки направляющей;
![]()

Так как направляющая состоит из двух уголковых профилей, ее необходимо рассчитать на косой изгиб по формуле:
 (2.6.)
(2.6.)
где Х1 и Y1 – координаты точки, наиболее удаленной от нейтральной линии;
Ix и Iy – моменты инерции относительно осей X и Y.
Для уголкового профиля №4 по таблице сортамента [19] находим:
Х1 =1,53![]() 10-2м; Y1 =0,78
10-2м; Y1 =0,78![]() 10-2м;
10-2м;
Ix =7,26![]() 10-8м-4; Iy =1,19
10-8м-4; Iy =1,19![]() 10-8м-4;
10-8м-4;
Найдем изгибающий момент относительно осей X и Y. Так как профиль симметричный относительно осей X и Y, то
![]() (2.7.)
(2.7.)


В связи с тем, что направляющая состоит из двух уголковых профилей, каждый профиль будет испытывать напряжение
 (2.8.)
(2.8.)
![]()
Под действием составляющей Р2 направляющая работает на растяжение.
Составляющая Р2 равна
![]() (2.9.)
(2.9.)
![]()
Напряжение растяжения равно
![]() (2.10.)
(2.10.)
где S=3,08![]() м2 – площадь сечения №4 [10].
м2 – площадь сечения №4 [10].
![]()
Учитывая, что направляющая состоит из двух уголковых профилей,
![]() (2.11.)
(2.11.)
Используя теорию нормальных максимальных напряжений, проверим, удовлетворяют ли найденные значения напряжений условию:
![]() , (2.12.)
, (2.12.)
где [σ] – предел прочности материала СТ 3 с учетом коэффициента запаса прочности.
К=0,2 – коэффициент запаса прочности.
![]() (2.13.)
(2.13.)
где σв=363 МПа – предел временной прочности материала СТ 3.
![]()
Условие выполняется, спроектированная направляющая выдержит заданную нагрузку.
2.3.4 Расчет грузоподъемного механизма
Для погрузки и выгрузки колес самолета из технического отсека установки используется гидроподъемный механизм (Рис. 2.4.).

2.3.4.1 Расчет секторного механизма
Рабочие условия, в которых будет работать предлагаемый секторный механизм:
1. Скорость вращения сектора n=7 ![]() ;
;
2. Ресурс работы передачи – 10 лет;
3. Работа круглосуточная с часовой загрузкой 12 часов
4. Расчетный вращающий момент:
![]() (2.14.)
(2.14.)
где КР=1,2 – коэффициент режима;
Р – усилие на штоке гидроцилиндра;
L – плечо приложения усилия.
5. Передаточное отношение U=1;
6. В качестве материала колеса и рейки принимаем сталь 40Х с термообработкой рабочих поверхностей до твердости HRC=45-50.
7. Определим допускаемые контактные напряжения
а) предел контактной выносливости стали 40Х для выбранной термообработки, соответствующий базовому числу циклов, находим, используя соотношения таблицы 20.4 литературы [11].
![]() (2.15.)
(2.15.)
![]()
б) базовое число циклов определим путем линейной интерполяции по таблице 20.5 [11].
в) фактическая продолжительность работы механизма в течении одного года:
![]() (2.16.)
(2.16.)
где 365 – количество дней в году;
24 – количество часов в сутках;
γч = 0,06 – коэффициент часовой загрузки;
![]()
Фактическое число циклов нагружения:
![]() (2.17.)
(2.17.)
где с=1 – число зацеплений зуба за один оборот;
n=7 ![]() - скорость вращения сектора;
- скорость вращения сектора;
t=525,6 ч – продолжительность работы механизма в течении года;
![]() .
.
г) определим коэффициент долговечности:
 (2.18.)
(2.18.)
где NHO= 6,4![]() 107 – базовое количество циклов;
107 – базовое количество циклов;
N'HE = 10![]() NHE = 10
NHE = 10![]() 220752 =2207520 – фактическая продолжительность работы механизма в течении всего срока эксплуатации;
220752 =2207520 – фактическая продолжительность работы механизма в течении всего срока эксплуатации;
 .
.
д) предел контактной выносливости поверхности зубьев:
![]() (2.19)
(2.19)
где ![]() =795 МПа – предел контактной выносливости материала, соответствующий базовому числу циклов;
=795 МПа – предел контактной выносливости материала, соответствующий базовому числу циклов;
КHL=1,75 - коэффициент долговечности;
σNlim=795![]() 1,75=1391,25 (МПа).
1,75=1391,25 (МПа).
е) находим предварительное значение допускаемого контактного напряжения по формуле:
 (2.20.)
(2.20.)
где SH=1,2 – коэффициент безопасности для зубьев с поверхностным упрочнением;
![]() – коэффициенты, учитывающие, соответственно, влияние шероховатости, окружной скорости, смазочного материала и размеров. В предварительных расчетах целесообразно принимать
– коэффициенты, учитывающие, соответственно, влияние шероховатости, окружной скорости, смазочного материала и размеров. В предварительных расчетах целесообразно принимать ![]() =1;
=1;
тогда
Похожие работы
... масла, л 10 103 45 3. Рабоий уровень масла в гидробаках, л 36 36 20 4. Производительность нагнетающих насосов, л/мин 110 55 55 1.2 Анализ работы гидросистемы самолета Ту-154 Гидравлическая система самолета Ту-154 является функциональной системой, надежность которой существенно влияет на безопасность полетов, поскольку за счет работы гидрооборудования осуществляются такие жизненно ...
... л.с. Использование двухтактного дизельного двигателя привело к конструктивным изменениям в трансмиссии и приводах управления движением. Имеются и другие конструктивные отличия, например, в установке зенитного пулемета. Основные характеристики остались без изменений. Т-80УД - это украинский вариант от ХКБМ. Технические характеристики Т-80 Длина, м 9,7 Высота, м 2,6 Ширина, м 2,2 ...
... техника одержали новую выдающуюся победу, Успешно выполнен испытательный запуск универсальной ракетно-космической транспортной системы "Энергия" и орбитального корабля "Буран". Подтверждены правильность принятых инженерных и конструкторских решений, эффективность методов экспериментальной отработки и высокая надежность всех систем этого сложнейшего ...
... ) при запуске в серийное производство контейнеров с оборудованием. Все это ведет к снижению сроков и затрат на подготовку производства. 5Автоматизированное проектирование деталей крыла В настоящем разделе проекта рассматривается автоматизированное проектирование деталей и узлов с целью увязки конструкции и подготовки информации для изготовления шаблонов, технологической оснастки и самих деталей. ...
0 комментариев