Навигация
1.5 Суммарная работа
Суммарная работа всех сил равна работе ![]() .
.
![]() .
.
График суммарной работы всех сил строим методом графического интегрирования графика ![]() , выбрав отрезок интегрирования К=80мм. В конце цикла установившегося движения
, выбрав отрезок интегрирования К=80мм. В конце цикла установившегося движения ![]() =0. Масштаб графика
=0. Масштаб графика ![]() по оси ординат определяется по формуле:
по оси ординат определяется по формуле:
![]() ;
;
![]() = 0.0955 мм/Дж;
= 0.0955 мм/Дж;
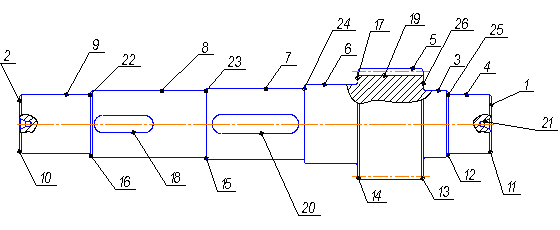
1.6 График переменных приведенных моментов инерции IIIпр звеньев II группы
В данном механизме звеньями второй группы являются звенья 3 и 5. В общем случае приведенный момент инерции определяется по формуле:
![]()
![]()
где:![]() - приведенный момент инерции;
- приведенный момент инерции;
![]() - момент инерции i-го звена относительно центра масс;
- момент инерции i-го звена относительно центра масс;
![]() - аналог угловой скорости i-го звена;
- аналог угловой скорости i-го звена;
m – масса i-го звена;
![]() - аналог линейной скорости i-го звена;
- аналог линейной скорости i-го звена;
По данной формуле рассчитаем ![]() для 12 положений, а так же
для 12 положений, а так же ![]() -суммарный приведенный момент инерции для 12 положений.
-суммарный приведенный момент инерции для 12 положений.
Момент инерции 5го звена:
![]()
![]() =m5*
=m5*![]()
где m5=q*l/g=100*34.2/10=342кг.
![]() =
=![]() *
*![]() ,
,
где ![]() берется по данным компьютерной программы;
берется по данным компьютерной программы;
Результаты расчета ![]() и
и ![]() представлены в таблице 2.
представлены в таблице 2.
Таблица 2. приведенные моменты инерции и суммарный приведенный момент инерции.
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |
|
| 0.0001 | 0.3739 | 0.5642 | 0.6488 | 0,6613 | 0.6066 | 0.4634 | 0.1727 | -0.3692 | -1.1289 | -1.3368 | -0.6558 |
|
| 0 | 47.81 | 108.87 | 221.89 | 226.16 | 125.84 | 73.44 | 10.20 | 46.62 | 435.85 | 611.17 | 224.28 |
|
| 0 | -0.147 | -0.222 | -0.256 | -0.261 | -0.239 | -0.183 | -0.068 | 0.145 | 0.445 | 0.527 | 0.258 |
|
| 0 | 0.0216 | 0.0493 | 0.0655 | 0.0681 | 0.0571 | 0.0335 | 0.0046 | 0.0210 | 0.1980 | 0.2777 | 0.0666 |
|
| 0 | 48.026 | 108.919 | 221.956 | 226.228 | 125.897 | 73.474 | 10.205 | 46.641 | 436.048 | 611.448 | 224.347 |
Суммарный приведенный момент инерции машины рассчитываем по формуле:
![]() =
=![]()
![]() +
+![]()
![]() =const – момент инерции первой группы звеньев;
=const – момент инерции первой группы звеньев;
1.7 График полной кинетической энергии Т(![]() ) всего механизма
) всего механизма
Полная кинетическая энергия находится в зависимости
T=![]() +Tнач
+Tнач
Ось абсцисс графика ![]() нужно перенести вниз на ординату, соответствующую начальной кинетической энергии Тнач.. Однако конкретное значение Тнач пока неизвестно; поэтому новое положение оси абсцисс
нужно перенести вниз на ординату, соответствующую начальной кинетической энергии Тнач.. Однако конкретное значение Тнач пока неизвестно; поэтому новое положение оси абсцисс ![]() показано условно.
показано условно.
1.8 График кинетической энергии ТII (![]() ) II группы звеньев
) II группы звеньев
График получим, выполнив переход от построенного графика ![]() пересчитав масштаб по формуле:
пересчитав масштаб по формуле:
![]()
![]() =2*0.23/0.1612=18.75мм/Дж;
=2*0.23/0.1612=18.75мм/Дж;
1.9 График кинетической энергии первой группы звеньев ТI (![]() )
)
График строится по уравнению:
Т1=Т-Т2
При построении кривой ![]() необходимо из ординаты кривой
необходимо из ординаты кривой ![]() в каждом положении механизма вычесть отрезки, изображающие
в каждом положении механизма вычесть отрезки, изображающие ![]() . Длины вычитаемых отрезков находим по формуле:
. Длины вычитаемых отрезков находим по формуле:
![]()
где yII – ордината, взятая из графика ![]() , мм.
, мм.
Величины вычитаемых отрезков приведены в таблице 3.
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |
|
| 0 | 0.7 | 1.4 | 2.8 | 2.9 | 2.3 | 0.9 | 0.2 | 0.7 | 5.5 | 7.6 | 2.8 |
Таблица 3. Длины вычитаемых отрезков.
1.10 Необходимый момент инерции маховых масс ![]()
Необходимый момент инерции маховых масс ![]() определяем по формуле
определяем по формуле
![]() =
=![]()
![]() - коэффициент неравномерности вращения кривошипа ОА;
- коэффициент неравномерности вращения кривошипа ОА;
![]()
![]() =35/0.0955=366Дж
=35/0.0955=366Дж
![]() =366/(0.1612 *0.035)=403424 кг*м2
=366/(0.1612 *0.035)=403424 кг*м2
1.11 Момент инерции дополнительной маховой массы Iдоп.
Iдоп. определяется по формуле
![]()
где ![]() - сумма приведенных моментов инерции звеньев связанных с начальным звеном постоянным передаточным отношением и обладают маховыми массами, которые влияют на закон движения начального звена.
- сумма приведенных моментов инерции звеньев связанных с начальным звеном постоянным передаточным отношением и обладают маховыми массами, которые влияют на закон движения начального звена.
![]() =
=![]() 341293кг*м2,
341293кг*м2,
![]() =
=![]() 5=750 кг*м2
5=750 кг*м2
![]() =403424-341293-750=61381 кг*м2
=403424-341293-750=61381 кг*м2
Похожие работы
... операций . Для рассчитываемой линии суммарное машинное время составляет: мин. Тогда шт/см. По условию требуемая серийная производительность: шт/см. Рассмотрим насколько вариантов компоновок автоматических линий. Для первого варианта используем фрезерно-центровальный станок-полуавтомат, токарные многорезцовые и копировальные станки-полуавтоматы и вертикально-фрезерные полуавтоматы с ...





... рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1. В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность. Для этого произведем ...





... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
... ) при запуске в серийное производство контейнеров с оборудованием. Все это ведет к снижению сроков и затрат на подготовку производства. 5Автоматизированное проектирование деталей крыла В настоящем разделе проекта рассматривается автоматизированное проектирование деталей и узлов с целью увязки конструкции и подготовки информации для изготовления шаблонов, технологической оснастки и самих деталей. ...
0 комментариев