Навигация
Проектирование кулачкового механизма
29088
знаков
5
таблиц
1
изображение
4. Проектирование кулачкового механизма
4.1 Построение кинематических диаграмм методом графического интегрирования
Заданный закон движения толкателя – прямолинейный симметричный. График скорости Vb=f(t) толкателя можно получить методом графического интегрирования из графика ускорения толкателя, а график перемещения толкателя – методом графического интегрирования из графика скорости толкателя.
Масштаб по оси абсцисс определяем по формуле:
![]()
где b – база графика, мм,
![]() - угол рабочего профиля кулачка,
- угол рабочего профиля кулачка,
в нашем случае b =240мм, ![]()
![]() 103.4мм/рад
103.4мм/рад
Для соблюдения равенства масштабов отрезки интегрирования К в обоих случаях должны быть равны или равными ![]() 103.4мм/рад.
103.4мм/рад.
Масштаб перемещения:
![]()
где ![]() - максимальная ордината на графике перемещений центра ролика толкателя, мм h – ход толкателя(по условию=0.039м).
- максимальная ордината на графике перемещений центра ролика толкателя, мм h – ход толкателя(по условию=0.039м).
Из графика перемещений находим, что ![]() =64мм,
=64мм,
![]() =64/0.039=1641мм/м
=64/0.039=1641мм/м
Масштаб передаточной функции скорости:
![]() =1641*40/103.4=634.8мм/(мрад-1)
=1641*40/103.4=634.8мм/(мрад-1)
Масштаб передаточной функции ускорения:
![]() =634.8*40/103.4=245.6мм/(мрад-2).
=634.8*40/103.4=245.6мм/(мрад-2).
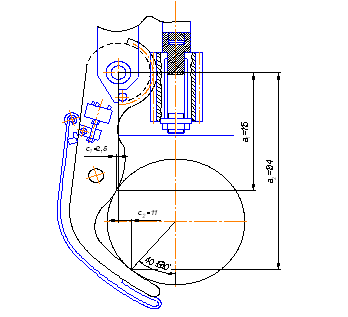
4.2 Определение основных размеров кулачкового механизма
Для определения минимального радиуса кулачка r0 необходимо построить область допустимых решений. Для этого строим график зависимости перемещения толкателя от его скорости. Перемещение будем откладывать по дуге перемещения толкателя, а скорость – по лучам проведенным из оси вращения толкателя до центра толкателя.
Из крайних левой и правой точек от перпендикуляра к лучам отложим допустимые углы давлений (по условию ![]() =45о). Там, где эти прямые пересекутся получится точка О. Расстояние от начала координат до точки О и есть минимальный радиус кулачка.
=45о). Там, где эти прямые пересекутся получится точка О. Расстояние от начала координат до точки О и есть минимальный радиус кулачка.
4.3 Построение профиля кулачка
При графическом построении профиля кулачка применяют метод обращения движения: всем звеньям механизма условно сообщают угловую скорость, равную ![]() . При этом кулачок становится неподвижным, а остальные звенья вращаются с угловой скоростью, равной по величине, но противоположной по направлению угловой скорости кулачка.
. При этом кулачок становится неподвижным, а остальные звенья вращаются с угловой скоростью, равной по величине, но противоположной по направлению угловой скорости кулачка.
При построении профиля кулачка из центра – точки О проводят окружность радиусом r0 . Затем отмечают на окружности заданный рабочий угол кулачка ![]() и делят полученный сектор на части(их количество должно быть равно количеству отрезков разбиения на графике). На каждом полученном радиусе откладывают соответствующее перемещение толкателя в масштабе и соединяют полученные точки плавной кривой. Таким образом получают теоретический (центровой) профиль кулачка.
и делят полученный сектор на части(их количество должно быть равно количеству отрезков разбиения на графике). На каждом полученном радиусе откладывают соответствующее перемещение толкателя в масштабе и соединяют полученные точки плавной кривой. Таким образом получают теоретический (центровой) профиль кулачка.
Для получения конструктивного (рабочего) профиля кулачка строят эквидистантный профиль, отстоящий от центрового на величину радиуса ролика. Он получается как огибающая к дугам, проведенным из произвольных точек центрового профиля радиусом ролика.
Радиус ролика выбирается соотношением : Rp=(0.25-0.4)r0 .
Так как полученный минимальный радиус кулачка в нашем случае равен 110мм, возьмем радиус ролика равный :
Rp=0.3*110=33мм.
В конце строим график зависимости угла давления от положения толкателя. Для этого в каждой точке теоретического профиля проводим нормаль и измеряем угол между этой нормалью и радиусом. Этот угол откладываем на оси ординат. Полученные точки соединяем плавной линией.
Вывод
По первому листу:
1) Динамическая модель машины с числом степеней свободы w =1 представляет звено приведения с моментом инерции ![]() суммарным моментом
суммарным моментом![]() . Значения Jnp и Мпр не зависят от скорости звена приведения.
. Значения Jnp и Мпр не зависят от скорости звена приведения.
2) Расчет показал, что в состав первой группы звеньев надо ввести дополнительную маховую массу - маховик, который обеспечивает колебания угловой скорости ![]() в пределах, заданных коэффициентом неравномерности
в пределах, заданных коэффициентом неравномерности![]() . Этот маховик устанавливается на валу электродвигателя.
. Этот маховик устанавливается на валу электродвигателя.
Необходимый момент инерции маховика Jmax приблизительно равен J1необ.
По второму листу:
1) Полученная погрешность при определении моментов, действующих на первое звено, составляет приблизительно 5 %. Она возникает из-за неточности построений плана ускорений и графиков сил (а, следовательно, и неточности определения численных значений ускорений и сил) и из-за незначительной погрешности линейки.
2) Так как целью второго листа была также и проверка первого, то можно сказать, что первый лист выполнен правильно, потому что погрешность небольшая.
По третьему листу:
1) Коэффициент смещения инструмента для зубчатого зацепления выбран исходя из следующих факторов: недопустимости подрезания, заострения зубьев и недопустимости взаимного внедрения профилей при работе.
2) При расчете планетарного механизма числа зубьев находились подбором, при этом использовался метод сомножителей, соседства, сборки и условие целого числа зубьев.
По четвертому листу:
Кулачок спроектирован по заданному закону движения с учетом допустимого угла давления.
Похожие работы
... операций . Для рассчитываемой линии суммарное машинное время составляет: мин. Тогда шт/см. По условию требуемая серийная производительность: шт/см. Рассмотрим насколько вариантов компоновок автоматических линий. Для первого варианта используем фрезерно-центровальный станок-полуавтомат, токарные многорезцовые и копировальные станки-полуавтоматы и вертикально-фрезерные полуавтоматы с ...





... рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1. В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность. Для этого произведем ...





... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
... ) при запуске в серийное производство контейнеров с оборудованием. Все это ведет к снижению сроков и затрат на подготовку производства. 5Автоматизированное проектирование деталей крыла В настоящем разделе проекта рассматривается автоматизированное проектирование деталей и узлов с целью увязки конструкции и подготовки информации для изготовления шаблонов, технологической оснастки и самих деталей. ...
0 комментариев