Визначення типу виробництва
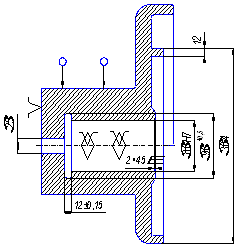
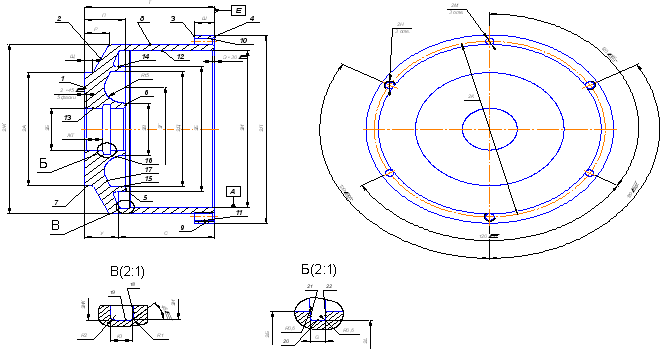
Проектування технологічного маршруту обробки деталі "втулка перехідна"
Визначення операційних припусків, допусків, меж операційних розмірів і розмірів заготівлі
Опис конструкції й розрахунок контрольно-вимірювального оснащення
Організація роботи ділянки
Визначення кількості виробничих робітників
Організація ремонту встаткування
Навигация
Визначення кількості виробничих робітників
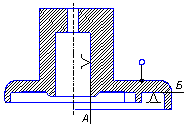
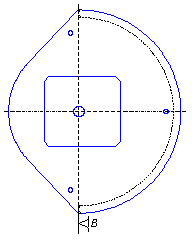
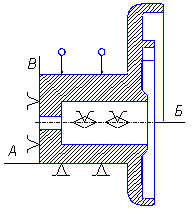
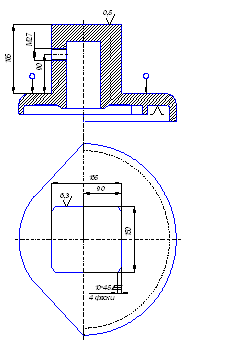
Технологічний процес виготовлення деталі "Втулка перехідна"
55784
знака
6
таблиц
1
изображение
2.2 Визначення кількості виробничих робітників
Все працююче на підприємстві діляться на дві категорії:
- промислово-виробничий персонал, зайнятий виробництвом і його обслуговуванням;
- персонал непромислові організації, в основному працівники житлово-комунального господарства, дитячих і санітарних установі, що належать підприємству.
До робітників відносять працівників підприємства, безпосередньо зайнятих створенням матеріальних цінностей або наданням виробничих і транспортних послуг.
Робітники підрозділяються на основні й допоміжні.
ППП - це працівники підприємства безпосередньо пов'язані із процесом виробництва (виконанням робіт, наданням послуг), тобто зайняті продуктивною діяльністю. Незалежно від сфери додатка праці весь ППП підрозділяється на дві категорії : робітники та службовці. Робітники безпосередньо беруть участь у процесі виробництва продукції: управляють машинами, механізмами, установками, спостерігають за роботою автоматичного й встаткування, здійснюють ремонт, регулювання, налагодження машин, виконують розвантажувальні роботи.
Для розрахунку чисельності робітників використовують три методи:
- по нормі часу:
Чрнt=Нt*N/Fеф.*? (чол.);
- по нормі виробітку:
Чр.вир.=N*Нви.р./Fеф.*? (чол.);
- по нормі чисельності:
Чяв.=Але*А*З, Чсп.=Чяв.*Ксс. (чол.).
Для розрахунку чисельності працівників підприємства або ділянки, а також фонду заробітної плати необхідно розрахувати ефективний фонд робочого часу в планованому періоді.
Даний показник визначається при розрахунку балансу робочого часу одного робітника, і виробляється з метою більше ефективного використання трудових ресурсів підприємства й підвищення кількості ефективного фонду часу.
Обліковий состав - відбиває рух чисельності всіх працюючих. Середньообліковий состав служить для визначення чисельності працівників за певний період. Під явочним составом розуміють число працюючих, які фактично з'явилися на роботу для виконання виробничого завдання.
Розрахунок чисельності основних робітників розгляну на прикладі розрахунку чисельності основних робітників на токарських верстатах. Якщо норма чисельності верстата всього 1 чоловік, Кс.с.= 1.1, кількість змін З=2, норма чисельності Нч.=1/1.
Визначаю явочну чисельність Чяв.
Чяв.=Нч.*З*А;
Де: А-Кількість агрегатів.
Чяв.= 1/1*2*18=36 чіл.;
Визначаю обліковий состав на токарські верстати.
Ксп.=Чяв.*Кс.с.;
Ксп.=36*1.1=39.6чіл.
Приймаємо 40 чоловік.
Інші розрахунки наведені в таблиці 1.2.2.1.1
Розрахунок чисельності допоміжних робітників
У складі робітників виділяють дві групи: основних і допоміжних. Допоміжні- це робітники які обслуговують виробничі процеси (наладчики, електрики, слюсарі, контролери, крановики).
Таблиця 1.2.3.1 Розрахунок чисельності допоміжних робітників.
| № п/п | Спеціальність | Кіл-В оборуд. (шт.) | Норма обслуговування | Кіл-У змін | Чяв. (чіл.) | Кс.с. | Чсп. (чіл.) |
| 1 2 3 4 5 | Слюсар Електрик Крановик Контролер Наладчики Разом | 26 26 1 1 25 | 2/26 2/26 1/1 1/1 1/7 | 3 3 2 2 2 | 6 6 2 2 7.14 | 1.1 1.1 1.1 1.1 1.1 | 6.6(7) 6.6(7) 2.2(3) 2.2(3) 8 28 |
Приклад розрахунку чисельності допоміжних робітників привожу на розрахунку кількості слюсарів. Кількість устаткування дорівнює 26, норма обслуговування 2/26 , кількість змін 3.
Визначаю явочну чисельність:
Чяв.=Нобс.*А*З;
де: Нобс.- норма обслуговування; А-А- кількість устаткування; З-С- кількість змін.
Чяв.=(2/26)*26*3=6 чіл.
Визначаю облікову чисельність:
Чсп.=Чяв.*Кс.с.; Чсп.=6*1.1=6.6 чіл.
Інші розрахунки наведені в таблиці 1.2.3.1
Розрахунок чисельності службовців і МОП
У групі службовців виділяються наступні категорії працюючих:
- керівники - займають посади керівників підприємства, а також їхні заступники ;
- фахівці - складаються із працівників зайнятих виконанням інженерно- технічних, економічних, бухгалтерських і інших функцій ;
- службовці здійснюють підготовку й оформлення документів, облік контроль, зайняті господарським обслуговуванням і діловодством (секретарі й касири).
Молодший обслуговуючий персонал - це особи посади, що займають, по догляду за службовими приміщеннями, а також по обслуговуванню працюючих і службовців.
Таблиця 5.2.3.1 Розрахунок чисельності службовців.
| № п/п | Посада | Кількість (чіл.) |
| 1 2 3 4 5 6 | Начальник цеху Ст. майстер Див. майстер Технолог Економіст Нормувальник Разом | 1 1 4 1 1 1 9 |
| МОП | ||
| 1 | Прибиральник | 2 |
Співвідношення різні категорії працівників у їхній загальній чисельності характеризує структуру персоналу підприємства, цеху, ділянки.
Похожие работы
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... сної технологічної документації на основі широкого ви- користання стандартних технологічних вирішень. Мета даного курсового проекту з технології машинобудування - розробка технологічного процесу механічної обробки деталі „диск 07.02.00” в умовах дрібносерійного виробництва. Особливістю автоматизації в дрібносерійному виробництві є потреба у створенні гнучких виробничих систем, які здатні ...




5. Вибрати встаткування, пристосування, різальний інструмент, засоби контролю; 6. Зробити нормування технологічного процесу виготовлення корпуса гідроциліндра; 7. Розрахувати й спроектувати верстатне пристосування для токарської операції й пристосування контролю биття отвору; 8. Розрахувати й спроектувати різальний інструмент для токарської операції; 9. Провести лінійну оптимізацію режимів ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...
0 комментариев