Визначення типу виробництва
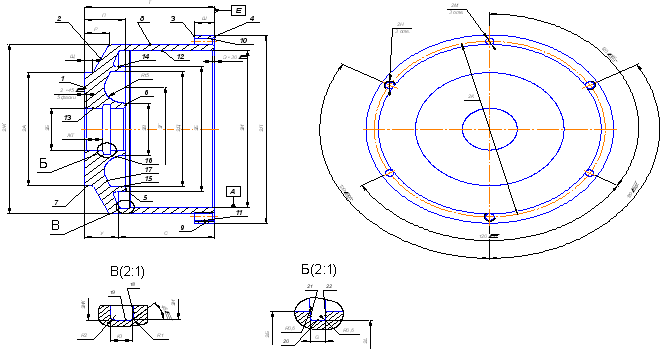
Проектування технологічного маршруту обробки деталі "втулка перехідна"
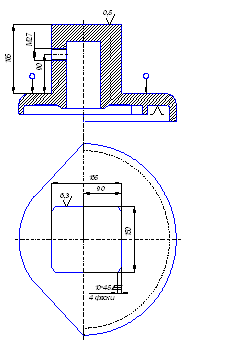
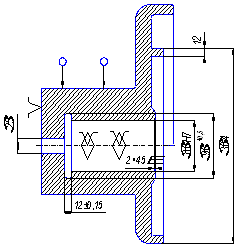
Визначення операційних припусків, допусків, меж операційних розмірів і розмірів заготівлі
Опис конструкції й розрахунок контрольно-вимірювального оснащення
Організація роботи ділянки
Визначення кількості виробничих робітників
Організація ремонту встаткування
Навигация
Організація роботи ділянки
Технологічний процес виготовлення деталі "Втулка перехідна"
55784
знака
6
таблиц
1
изображение
2. Організація роботи ділянки
2.1 Визначення необхідної кількості встаткування
Для проектування ділянки цеху необхідно знати кількість устаткування, що дозволить визначити вузькі місця в цеху й намітити заходу щодо їхньої ліквідації.
Щоб розрахувати кількість металообробного встаткування, необхідно визначити річний обсяг випуску виробу, час, витрачений на операцію, ефективний річний фонд виробничого часу одиниці встаткування.
Спочатку розрахую наступні види фондів часу:
- календарний фонд - 365 днів;
- кількість вихідних днів (субота й неділя) - 104 днів;
- святкові дні - 12 днів;
- тривалість зміни - 8 годин;
- кількість змін - 2;
- коефіцієнт, що враховує час перебування верстата в ремонті - 0,95.
- кількість передсвяткових днів - 4дні.
Визначаю номінальний фонд часу:
Fн=365-104-12=249 днів,
а ефективний річний фонд часу дорівнює:
Fд=(Fн* 8-п.п.буд.*1)*z*Кр;
де: п.п.буд. - кількість передсвяткових днів;
z - кількість змін;
Кр - коефіцієнт, що враховує час перебування верстата в ремонті.
Fд=(249*8-4*1)*2*0.95=3777.2
Кількість устаткування знаходжу по формулі, прийнятної для серійного виробництва.
Порівн=Тш*N/60*Fд;
де: Тш.. - сума штучного часу на операцію;
N - річна програма випуску;
Порівн 010=26*50000/60*3777.2=5.74
На токарську операцію 010 приймаю 6 верстатів.
Порівн 015=11.3*50000/60*3777.2=2.50
На токарську операцію 015 приймаю 3 верстати.
Порівн 020=17*50000/60*3777.2=3.75
На координатно-свердлильну операцію 020 приймаю 4 верстати.
Порівн 025=13*50000/60*3777.2=2.8
На координатно-свердлильну операцію 025 приймаю 3верстати.
Порівн 030=22*50000/60*3777.2=4.8
На токарську операцію 030 приймаю 5 верстатів.
Порівн 045=15.5*50000/60*3777.2=3.4
На токарську операцію 045 приймаю 4 верстати.
Розрахункова кількість верстатів дорівнює:
Порівн. =5.74+2.50+3.75+2.8+4.8+3.4=22.99
Прийнята кількість верстатів дорівнює:
Порівн.прин.=6+3+4+3+5+4=25
Визначаю коефіцієнт завантаження на ділянці:
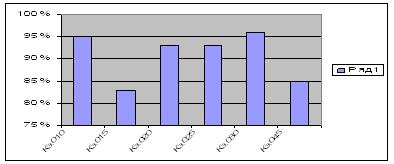
Кз.010=5.74/6*100%=95%;
Кз.015=2.5/3*100%=83%;
Кз.020=3.75/4*100%=93%;
Кз025=2.8/3*100%=93%;
Кз030=4.8/5*100%=96%;
Кз.045=3.4/4*100%=85%.
Кз.=22.99/25*100%=91%.
Приймаю на токарські операції 18 верстата, на координатно-свердлильні операції 7 верстатів.
Крім того, на планованому мною ділянці механічного цеху передбачаю також один заточувальної верстат.
На підставі коефіцієнта завантаження кількість прийнятого встаткування становлю зведену таблицю й діаграму.
Діаграма коефіцієнта завантаження встаткування
Таблиця № 1.2.1.1 Зведена відомість устаткування
| Модель верстата | Кіл.верстатів | Габаритні розміри | Потужність електродвигунів, кВт | Ціна верстата, тис. грн. | Загальні витрати на верстат з монтажем грн.. | Загальні витрати на всі верстати, грн.. | |
| Одного верстата | Всіх верстатів | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Токарський зі ЧПУ 16К20Т1 | 18 | 2470 ´ 2760 | 10.0 | 180 | 550000 | 632500 | 11385000 |
| Координатно-свердлильний 2Д450АМФ2 | 7 | 2760 Х 2360 | 2 | 14 | 623000 | 716450 | 5015150 |
| Універсально- заточувальної 3Б642 | 1 | 2330 Х 1660 | 1.5 | 1.5 | 300000 | 345000 | 345000 |
Похожие работы
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... сної технологічної документації на основі широкого ви- користання стандартних технологічних вирішень. Мета даного курсового проекту з технології машинобудування - розробка технологічного процесу механічної обробки деталі „диск 07.02.00” в умовах дрібносерійного виробництва. Особливістю автоматизації в дрібносерійному виробництві є потреба у створенні гнучких виробничих систем, які здатні ...




5. Вибрати встаткування, пристосування, різальний інструмент, засоби контролю; 6. Зробити нормування технологічного процесу виготовлення корпуса гідроциліндра; 7. Розрахувати й спроектувати верстатне пристосування для токарської операції й пристосування контролю биття отвору; 8. Розрахувати й спроектувати різальний інструмент для токарської операції; 9. Провести лінійну оптимізацію режимів ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...
0 комментариев