Визначення типу виробництва
Проектування технологічного маршруту обробки деталі "втулка перехідна"
Визначення операційних припусків, допусків, меж операційних розмірів і розмірів заготівлі
Опис конструкції й розрахунок контрольно-вимірювального оснащення
Організація роботи ділянки
Визначення кількості виробничих робітників
Організація ремонту встаткування
Навигация
Визначення операційних припусків, допусків, меж операційних розмірів і розмірів заготівлі
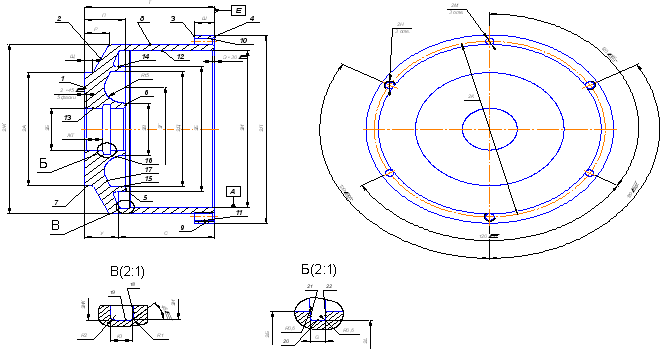
Технологічний процес виготовлення деталі "Втулка перехідна"
55784
знака
6
таблиц
1
изображение
1.7 Визначення операційних припусків, допусків, меж операційних розмірів і розмірів заготівлі
Припуски на механічну обробку, їхні допуски, розміри вихідної заготівлі вибирають залежно від економічної точності прийнятого способу обробки, конфігурації виробу й виду заготівлі, при цьому треба враховувати наступне:
- допуск припуску повинен забезпечуватися обраним устаткуванням;
- поле допуску повинне бути погоджене з розміром відповідні йому припуску;
- допуск треба задавати " у тіло" заготівлі від номінального проміжного розміру.
Для розрахунку операційних і проміжних припусків на механічну обробку й для визначення розмірів заготівлі застосовуються два методи: аналітичний і довідковий.
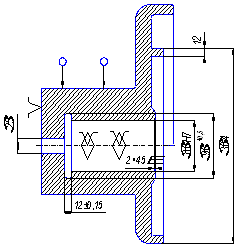
Визначаю проміжні розміри й припуски при обробці отвору O140 Н9 і довжиною 40 мм.
Становлю технологічний маршрут для обробки поверхні.
Операція 010 свердління, й чорнове розточування.
Операція 030 напівчистове розточування й чистове розточування.
Операція 010 При свердлінні в заготівлі отвору Ø20 мм. свердлом можливе відхилення від форми й розмірів Тдi=0.33 мм.((1).
Мінімальний припуск на обробку буде дорівнює:
Zmin свер.=Д свер.
Zmin свер.=20 мм.
Максимальний припуск на свердління можна визначити по формулі:
Zmax свер.=Дсвер.+Тдi
Де Дсвер.- діаметр свердла
Тдi- допуск на припуск при свердлінні
Zmax свер.=20+0.33=20.33мм.
Після свердління робимо отвір свердлом O30 мм. Можливе відхилення Тдi=0.39 мм.
Мінімальний припуск дорівнює:
Zmin.= Д.+ Zmax свер.
Де Д.- діаметр свердла
Zmax свер. - максимальний припуск на попередній операції
Zmin.=30-20.33=9.67мм.
Визначимо максимальний припуск по формулі:
Zmax = Д.+ Тдi
Де Д.- діаметр свердла
Тдi- допуск на припуск
Zmax.=30+0.39=30.39мм.
Розточення отвору O30-80мм, допуск на припуск Тдi=0.54мм.
Визначимо мінімальний припуск на чорнове розточування:
Zmin раст черн. = Драст. - Zmax .
Де Драст- номінальний розмір на даній операції
Zmax . - максимальний припуск на попередній операції
Zmin раст черн. = 80-30.39=49.61 мм.
Визначимо максимальний припуск на розточування:
Zmax раст черн. = Драст.+ Тдi
Де Драст.- номінальний діаметр обробки
Тдi - допуск на припуск
Zmax раст черн. =80+0.54=80.54 мм.
Операція 030 При установці деталі в патроні можливий зсув заготівлі від осі обертання Тдi = 200
Розточимо заготівлю O80-136.
Мінімальний припуск на обробку дорівнює:
Zmin раст напівчистий. = Драст.- Zmax i-1+ Тдi
Де Драст.- номінальний діаметр обробки
Zmax i-1.- максимальний припуск на попередній операції
Тдi- биття при установці.
Zmin раст напівчистий. =136-80.54+0.2=55.66мм.
Максимальний припуск на напівчистове розточування визначається по формулі:
Zmax раст напівчистий. = Драст.+ Тдi+ Тдi1
Де Тдi1 - допуск на розточування дорівнює 0.63мм. ((1) стор.205 табл.4.41,(2).
Zmax раст напівчистий. =136+0.2+0.63=136.83 мм.
Чистове розточення повинне забезпечити розмір 170(+010) Н9.
Мінімальний припуск на чистове розточування визначиться по формулі:
Zmin раст чистий. = Драст.- Zmax раст напівчистий.+Тдi
Де Д раст.- номінальний діаметр чистової обробки
Zmax раст напівчистий – максимальний припуск на попередній операції
Тдi - допуск на чистове розточування дорівнює 40
Zmin раст чистий. =140-136.83+0.04=3.21мм.
Розрахуємо максимальний припуск на чистове розточування. Для 9 квалітету (Н9) значення допуску відповідає +100 напівтемних, тоді припуск дорівнює:
Zmax раст чистий= Дчист.+0.1
Zmax раст чистий=140.1
Загальний припуск дорівнює сумі припусків:
Zmax =140.1мм.
Zmin =140мм.
1.8 Визначення витрати металу
Сталь 5ХНМ р=7.8 гр/див2
Заготівля O190 довжина дорівнює 110 мм.
V=ΠR2L
V=3.14*952*110=3117.235див3
V1(+)=3.14*852*63=14292496 див3
V2(+)=3.14*(952-852)*47=265.644 див3
V1(-)=(3.14*122*32)*4=57.87648 див3
V2(-)=3.14*172*62=56.26252 див3
V3(-)=3.14*(702-672)*40=51.6216 див3
V4(-)=3.14*82*38=7.63648 див3
V5(-)=3.14*42*62=3.11488 див3
Vдет=(V1(+)+V2(+))-(V1(-)+V2(-)+V3(-)+V4(-)+V5(-))=1694.8936-176.51196=1518.38164 див3
Pдет=Vдет*р
Рдет= 1518.38164*7.8=11843.4гр.=11.8434кг
Рзаг=3117.235*7.8=24314.433гр=24.314433кг
КІМ=Шаріє /Рзаг*100%
КІМ=11.8434 /24.314433*100% ?50%
1.9 Визначення режимів різання, потужності, часу
Операція 010 токарська.
Установа перехід 1.
Торцювати заготівлю O190 мм.
1.1 Розрахунок глибини різання. t=2мм (припуск по тех. процесу).
1.2 Різець прохідної відігнутий із твердосплавною пластинкою Т15К6 ДЕРЖСТАНДАРТ 18877-73(Т=120 хв.,?=45?, ??= 45?).
1.3 Вибір подачі. S=0.35-0.7мм/о.
Вибираємо S=0.35
1.4 Вибір швидкості різання Vтаб.=199м/хв ((1)
1.5 Вибір поправочних коефіцієнтів на швидкість різання К1=0.75; К2=0.87; К3=0.81; К4=0.65. К=(0.75*0.87*0.81*0.65)/4=0.77.
1.6 Розрахунок оптимальної швидкості різання з урахуванням поправочних коефіцієнтів Vопт=Vтаб.*К=0.77*199=153.23м/хв?150м/хв.
1.7 Розраховуємо частоту обертання шпинделя
N=1000*Vопт /Д*П= 1000*150/190*3.14=251 о/хв.
1.8 Коректуємо частоту обертання шпинделя за паспортним даними верстата, і вибираємо Nф=250 о/хв.
1.9 Розраховуємо фактичну швидкість різання
Vф=(П*Д*Nф)/1000=3.14*190*250/1000=149м/хв.
1.10 Розраховуємо силу різання (Кст.=150)
Pz=K*t*s=150*2*0.35=90кгс
1.11 Розраховуємо потужності різання
Nрез=Рz*Vф/60*102=3.6кВт
1.12 Розраховуємо потужність на валу шпинделя верстата
Nшп= ? *Nел=0.75*22=16.5кВт
Де ?- КПД верстата
Nел- потужність на валу електродвигуна
1.13 розраховуємо кількість проходів. Nрез<Nшп, 3.6кВт<16.5- різання за один прохід можливо. Тому що обробку робимо начисто те i=2.
1.14 Розраховуємо довжину робочого ходу різця
Lрез=L1+L2=95+0=95
Де L 1-довжина оброблюваної поверхні
L 2-величина переперегони рівна 0((1)стр 420 табл.17.1)
1.15 Розраховуємо основний час на обробку
Тосн=Lрез/s*Nф=0.6хв.
Твсп=1/3Тосн=0.2
Операція 020
X УСТАНОВ У перехід1.
Свердлити отвір діаметром 16 мм. на глибину 15мм.
1.1 Визначимо довжину робочого ходу інструмента ?р.x=?п+?р,
де: ?р-р- довжина свердління; ?п-п- величина переперегони рівна 2мм.
?р.x=15+2=17
1.2 Інструмент - свердел спіральне із твердосплавною пластинкою Т15К6 ДЕРЖСТАНДАРТ 22735- 77.
1.3 Визначимо стійкість інструмента Тр=Тм*?,
де: Тм- стійкість у хвилинах основного часу верстата рівне 30мм. ((2) стор.404 табл. 17); ?-коефіцієнт часу різання,
?= ?р/ ?р.x=0.9,тому що ?>0.7, те Тр=Тм=30хв.
1.4 Визначимо подачу свердління Sтаб.=0.05мм/о.
1.5 Визначаємо швидкість різання Vрез=40м/хв.
1.6 Визначаємо частоту обертання шпинделя й хвилинну подачу:
n= 1000* Vрез/?*Д=1000*30/3.14*16=2546про/хв,
приймаю 2000 о/хв.
Sмин= Sтаб.* n = 127.3мм/хв.
1.7 Основний час на обробку:
Те= ?р.x/ Sмин=17/127.3=0.13 хв.
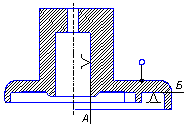
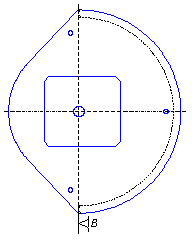
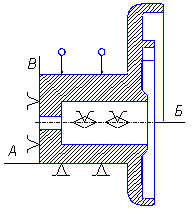
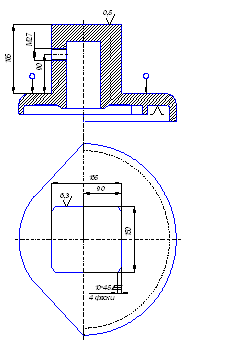
1.11 Розрахунок верстатного пристосування
Верстатними пристосуваннями називаються додаткові пристрої до металорізальних верстатів, що дозволяють найбільше економічно в заданих виробничих умовах забезпечити закладені в конструкції деталі вимоги до точності розмірів, форми й взаємного положення оброблюваних поверхонь деталі.
На проектованій ділянці застосовується пристосування тиси верстатні із пневмозажимом.
Визначимо сили різання при свердлінні заготівлі 5ХНМ(σ =900Н/мм2) свердлом діаметром 23мм.
Подача
s=0.27мм/про.
?=90?
Q=Рz*(sin(?/2)*Д1/n*?Д)*ДО,
де: Рz- сила різання 980Н,
?- кут призми губок ,
? - коефіцієнт тертя дорівнює 0.25,
Д1- діаметр свердління дорівнює 23 мм.,
Д- Діаметр, що, дорівнює 184 мм.,
К-К- коефіцієнт запасу дорівнює К=К1+К2+К3+К4=1.5
К1-коефіцієнт враховуюча якість поверхні заготівлі дорівнює 1,
К2- коефіцієнт враховуюче затуплення інструмента дорівнює 1,
К3- коефіцієнт враховуюче збільшення сил різання при перериваному характері роботи дорівнює 1
К4- коефіцієнт враховуюча сталість сил затискача,
n- число зубів інструмента.
Підставивши значення у формулу знаходимо Q:
Q=980*1*23/2*0.25*184=245Н
По довіднику вибираємо пнемо циліндр за ДСТ15608-81((2)стор.167,табл.10):
Дциліндра- 100мм.,
Дштока-25мм.,
Сила на штоку 2.49кн,
Тиск мережі 0.39МПА,
Аналізуючи дані вважаємо, що пнемо циліндр обрано правильно.
Похожие работы
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... сної технологічної документації на основі широкого ви- користання стандартних технологічних вирішень. Мета даного курсового проекту з технології машинобудування - розробка технологічного процесу механічної обробки деталі „диск 07.02.00” в умовах дрібносерійного виробництва. Особливістю автоматизації в дрібносерійному виробництві є потреба у створенні гнучких виробничих систем, які здатні ...




5. Вибрати встаткування, пристосування, різальний інструмент, засоби контролю; 6. Зробити нормування технологічного процесу виготовлення корпуса гідроциліндра; 7. Розрахувати й спроектувати верстатне пристосування для токарської операції й пристосування контролю биття отвору; 8. Розрахувати й спроектувати різальний інструмент для токарської операції; 9. Провести лінійну оптимізацію режимів ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...
0 комментариев