Визначення типу виробництва
Проектування технологічного маршруту обробки деталі "втулка перехідна"
Визначення операційних припусків, допусків, меж операційних розмірів і розмірів заготівлі
Опис конструкції й розрахунок контрольно-вимірювального оснащення
Організація роботи ділянки
Визначення кількості виробничих робітників
Організація ремонту встаткування
Навигация
Проектування технологічного маршруту обробки деталі "втулка перехідна"
Технологічний процес виготовлення деталі "Втулка перехідна"
55784
знака
6
таблиц
1
изображение
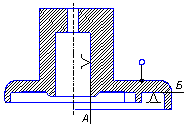
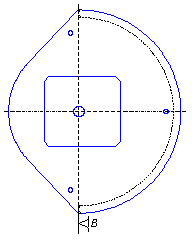
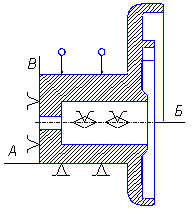
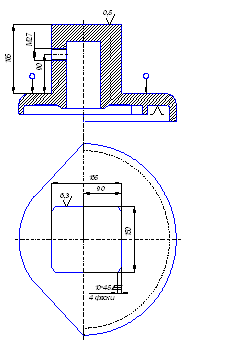
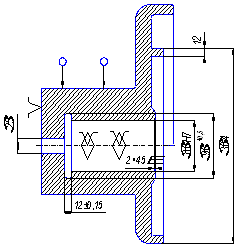
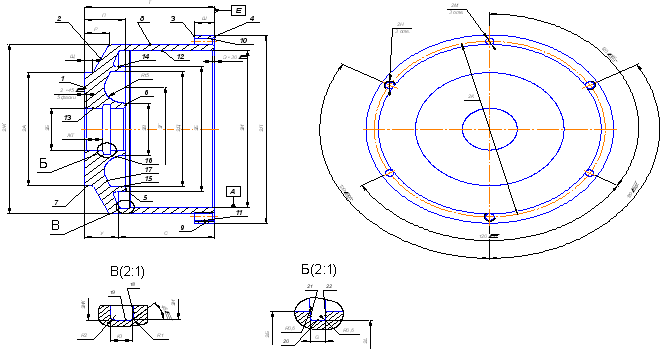
1.6 Проектування технологічного маршруту обробки деталі "втулка перехідна"
Таблиця 1.1.6.1- Проектування технологічного маршруту обробки "Втулка перехідна"
| Операція перехід | Зміст операції | Устаткування | Пристосування, допоміжний інструмент | Ріжучий вимірювальний інструмент |
| 005 | Заготівельна | |||
| 010 А1 | Токарська Торцювати заготівлю | Верстат токарський зі ЧПУ 16ДО20Т1 | патрон, що самоцентрує, ДЕРЖСТАНДАРТ2675-80 | Різець прохідний відігнутий с твердосплавною пластинкою ВК8 ДЕРЖСТАНДАРТ 18877-73 |
| А2 | Свердлити центрувальний отвір Ø5мм | патрон, що самоцентрує, ДЕРЖСТАНДАРТ2675-80, патрон для кінцевого інструмента ДЕРЖСТАНДАРТ 13065-67 | Свердел центрувальне комбіноване без запобіжного конуса Р 18 ДЕРЖСТАНДАРТ 14952-75; штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80; | |
| А3 | Свердлити отвір Ø20мм на глибину 105 мм. | патрон, що самоцентрує, ДЕРЖСТАНДАРТ2675-80, патрон для кінцевого інструмента ДЕРЖСТАНДАРТ 13065-67 | Свердел твердосплавне Т15К6 ДЕРЖСТАНДАРТ 22735-77 штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80; | |
| А4 | Отвір Ø30мм на глибину 105 мм. | патрон, що самоцентрує, ДЕРЖСТАНДАРТ2675-80, патрон для кінцевого інструмента ДЕРЖСТАНДАРТ 13065-67 | Свердел твердосплавне Т15К6 ДЕРЖСТАНДАРТ 22735-77 штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80; | |
| А5 | Розточити отвір Ø80мм на глибину на 40мм | патрон, що самоцентрує, ДЕРЖСТАНДАРТ2675-80, | Різець розточувальної для глухих отворі ДЕРЖСТАНДАРТ 18883-73; штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80. | |
| А6 | Точити НЦП із Ø190 до Ø184 на довжину 50мм. | патрон, що самоцентрує, ДЕРЖСТАНДАРТ2675-80. | Різець прохідної упорний із твердосплавною пластинкою ВК8 ДЕРЖСТАНДАРТ 18877-73 штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80. | |
| 015 Б1 | Токарська торцювати заготівлю | Верстат токарський зі ЧПУ 16ДО20Т1 | Патрон, що самоцентрує, ДЕРЖСТАНДАРТ2675-80. | Різець прохідний відігнутий с твердосплавною пластинкою ВК8 ДЕРЖСТАНДАРТ 18877-73 |
| Б2 | Точити НЦП із Ø190 до Ø170 на довжину 54мм. | Патрон, що самоцентрує, ДЕРЖСТАНДАРТ2675-80. | Різець прохідної упорний із твердосплавною пластинкою ВК8 ДЕРЖСТАНДАРТ 18877-73 штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80. | |
| Б3 | Розточити внутрішній отвір з Ø30-34 мм на глибину на 65 мм | патрон, що самоцентрує, ДЕРЖСТАНДАРТ2675-80. | Різець розточувальної для глухих отворі ДЕРЖСТАНДАРТ 18883-73; штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80. | |
| Б4 | Зняти фаску 5х45˚ Ø170 мм | патрон, що самоцентрує, ДЕРЖСТАНДАРТ2675-80. | Різець прохідний відігнутий с твердосплавною пластинкою ВК8 ДЕРЖСТАНДАРТ 18877-73 | |
| 020 В1 | Координатно-свердлильна Свердлити отвір O16 мм на глибину 15 мм. | координатно-розточувальної верстат 2Д450АМФ2 | Патрон для кінцевого інструмента ДЕРЖСТАНДАРТ 13065-67 | Свердел спіральне твердосплавне Т15К6 ДЕРЖСТАНДАРТ 22735-77 штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80; |
| В2 | лить отвір Ø23 мм на глибину 32 мм. | Патрон для кінцевого інструмента ДЕРЖСТАНДАРТ 13065-67 | Свердел спіральне твердосплавне Т15К6 ДЕРЖСТАНДАРТ 22735-77 штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80; | |
| В3 | Нарізати різьблення М24х1 | Патрон для кінцевого інструмента ДЕРЖСТАНДАРТ 13065-67 | Мітчик машинно-ручної із твердосплавною пластинкою Т15К6 ДЕРЖСТАНДАРТ 3266-81 штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80; | |
| В4 | Свердлити отвір Ø8мм на глибину 63мм | Патрон для кінцевого інструмента ДЕРЖСТАНДАРТ 13065-67 | Свердел спіральне твердосплавне Т15К6 ДЕРЖСТАНДАРТ 22735-77 штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80; | |
| 025 Г1 | Координатно-свердлильна Свердлити отвір O8 мм на глибину 38 мм. | координатно-розточувальної верстат 2Д450АМФ2 | Патрон для кінцевого інструмента ДЕРЖСТАНДАРТ 13065-67 | Свердел спіральне твердосплавне Т15К6 ДЕРЖСТАНДАРТ 22735-77 штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80; |
| Г2 | Свердлити отверстие16 на довжину 38 мм. | Патрон для кінцевого інструмента ДЕРЖСТАНДАРТ 13065-67 | Свердел спіральне твердосплавне Т15К6 ДЕРЖСТАНДАРТ 22735-77 штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80; | |
| 030 Е1 | Токарська Розточити отвір з O80 мм до 136 мм. | Верстат токарський зі ЧПУ 16ДО20Т1 | Патрон, що самоцентрує, ДЕРЖСТАНДАРТ2675-80, | Різець розточувальної для глухих отворі ДЕРЖСТАНДАРТ 18883-73; штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80. |
| Е2 | розточити отвір під кутом 4˚ ±10 ΄ до Ø140мм. | |||
| 035 | Термічна | |||
| 040 Д1 | Токарська Точити НЦП під кутом 6˚±10 ? | Верстат токарський зі ЧПУ 16ДО20Т1 | Патрон, що самоцентрує, ДЕРЖСТАНДАРТ2675-80, | Різець прохідної упорний із твердосплавною пластинкою ВК8 ДЕРЖСТАНДАРТ 18877-73 штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80. |
| Д2 | Точити проточку Ø170мм довжиною 10 мм до центра заготівлі глибиною 0.5мм | Патрон, що самоцентрує, ДЕРЖСТАНДАРТ2675-80, | Різець прохідної упорний із твердосплавною пластинкою ВК8 ДЕРЖСТАНДАРТ 18877-73 штангенциркуль ШЦ -1 ДЕРЖСТАНДАРТ 166-80. | |
| 045 | Слюсарна | |||
| 050 | Промивання | |||
| 055 | Маркування | |||
| 060 | Контроль | |||
| 065 | Упакування | |||
Похожие работы
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... сної технологічної документації на основі широкого ви- користання стандартних технологічних вирішень. Мета даного курсового проекту з технології машинобудування - розробка технологічного процесу механічної обробки деталі „диск 07.02.00” в умовах дрібносерійного виробництва. Особливістю автоматизації в дрібносерійному виробництві є потреба у створенні гнучких виробничих систем, які здатні ...




5. Вибрати встаткування, пристосування, різальний інструмент, засоби контролю; 6. Зробити нормування технологічного процесу виготовлення корпуса гідроциліндра; 7. Розрахувати й спроектувати верстатне пристосування для токарської операції й пристосування контролю биття отвору; 8. Розрахувати й спроектувати різальний інструмент для токарської операції; 9. Провести лінійну оптимізацію режимів ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...
0 комментариев