Визначення типу виробництва
Проектування технологічного маршруту обробки деталі "втулка перехідна"
Визначення операційних припусків, допусків, меж операційних розмірів і розмірів заготівлі
Опис конструкції й розрахунок контрольно-вимірювального оснащення
Організація роботи ділянки
Визначення кількості виробничих робітників
Організація ремонту встаткування
Навигация
Визначення типу виробництва
Технологічний процес виготовлення деталі "Втулка перехідна"
55784
знака
6
таблиц
1
изображение
1.2 Визначення типу виробництва
Тип виробництва й відповідні йому форми організації праці визначають характер технологічного процесу, і відбивається при його побудові.
Види виробництва.
- Одиничне - характеризується тим, що виготовляється та випускається в невеликих кількостях, тому на верстатах виконуються різноманітні операції, що періодично не повторюються. На підприємствах з одиничним виробництвом застосовують переважно універсальне встаткування, розділяючи його по груповій ознаці. Технологія виробництва характеризується застосуванням універсального ріжучого й вимірювального інструмента.
- Серійне - характеризується виготовленням деталей повторюваними партіями. Залежно від кількості деталей у партії, їхнього характеру й трудомісткості, частоти повторюваності серій протягом року розрізняють дрібносерійне, середнє серійне, крупно серійне. На підприємствах серійного виробництва значна частина встаткування складається з універсальних верстатів, оснащених як спеціальними, так і універсально-налагоджувальними й складальними пристосуваннями, що дозволяє знизити трудомісткість і здешевити виробництво.
- Масове - характеризується сталим об'єктом виробництва, що при значному обсязі випуску продукції забезпечує можливість закріплення операцій за певним устаткуванням з розташуванням його в технологічній послідовності й із широким застосуванням спеціалізованого й спеціального устаткування, механізацією й автоматизації технологічного процесу при строгому дотриманні принципу взаємозамінності, що забезпечує різке скорочення часу, затрачуваного при складальних роботах.
Відповідно до ДЕРЖСТАНДАРТ 3.1108-74 визначення типу виробництва ведеться за коефіцієнтом закріплення операції
На проектованій ділянці обробки деталі розташовані верстати різних моделей у кількості 25 штук при наступній кількості закріплених за ними операцій:
Порівн.струм.=18 m струм.=1
Порівн.коор.св.=7 Mкоор.св.=1
Кз.о.=1(18*1+17*1)/(18+17)=1
Коефіцієнт закріплення операції дорівнює 1, що відповідає масовому виробництву.
1.3 Аналіз заводського технологічного процесу
Зміна діючого маршрутного технологічного процесу обґрунтоване тим, що:
- обробка деталі здійснювалася на універсальних верстатах: токарському, свердлильних, фрезерних і шліфувальному в умовах одиничного виробництва;
- у вибраному варіанті масового виготовлення деталі економічно доцільне застосування багато інструментальних верстатів із числовим програмним керуванням (ЧПУ);
- застосування різців, свердлів оснащених пластинками із твердих сплавів дозволять збільшити стійкість інструмента, збільшити швидкість різання й одержати економію засобів і часу.
Такий підхід до обробки:
-по-перше, скорочує час на установку, закріплення й вивірку пристосувань, заготівель і різального інструменту;
-по-друге, підвищує продуктивність і якість обробки, тому що верстатник виконує систематично ті самі переходи.
1.4 Техніко-економічна оцінка вибору методу виготовлення заготівлі
Заготівлею - називають вихідний матеріал, з якого повинна бути виготовлена та або інша деталь. Чим ближче форма заготівлі до форми заданої деталі, тим менше буде потрібно засобів і часу на обробку деталі, тим менше металу піде в стружку, а це має економічне значення - зменшення собівартості деталі.
Вихідною заготівлею для даної деталі економічно доцільно застосувати калібрований пруток за ДСТ2590-88, тому що форма заготівлі найбільш близька до форми деталі. Калібрований пруток це різновид сортового прокату.
Прокатну продукцію всіх видів одержують зі сталевих злитків, що відливаються в металеві форми - квадратного, прямокутного й іншого перетинів - у сталеплавильних цехах заводів. Зі злитків, звичайно більшого перетину, необхідний профіль виходить не відразу, а за більшу або меншу кількість переходів. Сутність прокатки полягає в обтисненні металу між двома циліндричними валками, що обертаються в різні сторони; при цьому зменшується висота смуги, змінюється форма поперечного перерізу й збільшується довжина. Для додання металу потрібної форми у валки врізають струмки, що утворять у кожній спільно працюючій парі валків калібри, через які при прокатці проходить метал.
Прокатці піддається метал, як у гарячому, так і холодному станах. Прокатка супроводжується зміною властивостей металу.
1.5 Вибір баз
Важливою умовою одержання точності розмірів і взаємного розташування поверхонь деталі є правильний вибір настановних баз.
Настановною базою називається одна або одночасно кілька поверхонь заготівлі, по яких вона встановлюється в пристосуванні для додання їй заданого положення щодо верстата. Настановна база позбавляє заготівлю або деталь трьох ступенів переміщення уздовж однієї координатної осі й поворотів навколо двох інших осей.
Прийняті настановні бази повинні забезпечити правильне взаємне розташування поверхонь деталі й надійне закріплення її в процесі обробці. Для цього, при виборі настановних баз, керуємося наступними правилами:
- заготівлю не можна знімати з верстата доти, поки непідготовлене чистову базу для наступної установки;
- якщо заготівля обробляється не по всіх поверхнях, то як чорнова база варто прийняти необроблювану поверхню;
- обробку поверхонь із точним взаємним розташуванням можна вести за одну або кілька установок, але обов'язково від однієї настановної бази.
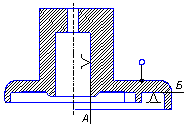
Операція 010
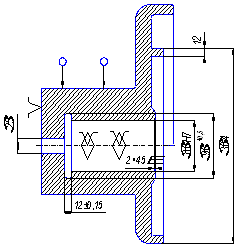
Установку робимо в патроні з вильотом заготівлі 54мм. Настановною базою служить циліндрична поверхня, у майбутньому піддається обробці.
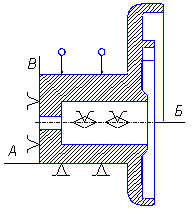
Операція 015
Установку робимо в патроні з вильотом заготівлі 45мм. Настановною базою служить раніше оброблена поверхня, у майбутньому піддається обробці.
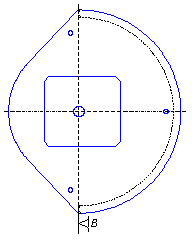
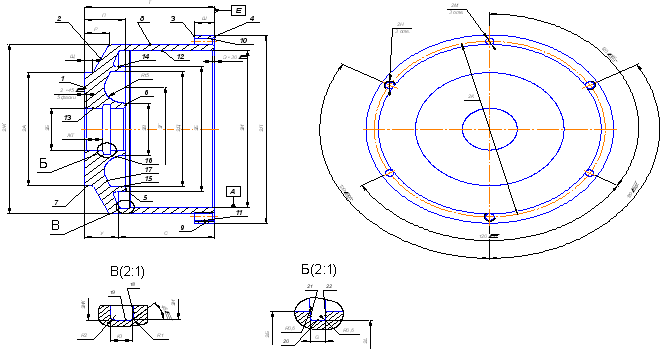
Операція 020
Установку робимо в тисах верстатних із застосуванням спеціальних призматичних губок. Настановною базою служить раніше оброблена поверхня O184, у майбутньому піддається обробці.
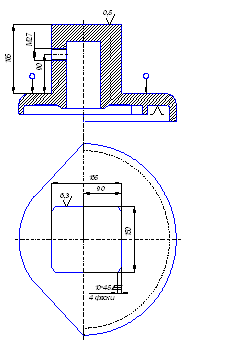
Операція 030
Установку робимо в патроні з вильотом заготівлі 54 мм. Настановною базою служить раніше оброблена поверхня, тому застосовуємо "сирі" кулачки.
Операція 040
Установку робимо в патроні з вильотом заготівлі 54 мм. Настановною базою служить раніше оброблена поверхня, тому застосовуємо "сирі" кулачки.
Похожие работы
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... сної технологічної документації на основі широкого ви- користання стандартних технологічних вирішень. Мета даного курсового проекту з технології машинобудування - розробка технологічного процесу механічної обробки деталі „диск 07.02.00” в умовах дрібносерійного виробництва. Особливістю автоматизації в дрібносерійному виробництві є потреба у створенні гнучких виробничих систем, які здатні ...




5. Вибрати встаткування, пристосування, різальний інструмент, засоби контролю; 6. Зробити нормування технологічного процесу виготовлення корпуса гідроциліндра; 7. Розрахувати й спроектувати верстатне пристосування для токарської операції й пристосування контролю биття отвору; 8. Розрахувати й спроектувати різальний інструмент для токарської операції; 9. Провести лінійну оптимізацію режимів ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...
0 комментариев