Визначення типу виробництва
Проектування технологічного маршруту обробки деталі "втулка перехідна"
Визначення операційних припусків, допусків, меж операційних розмірів і розмірів заготівлі
Опис конструкції й розрахунок контрольно-вимірювального оснащення
Організація роботи ділянки
Визначення кількості виробничих робітників
Організація ремонту встаткування
Навигация
Організація ремонту встаткування
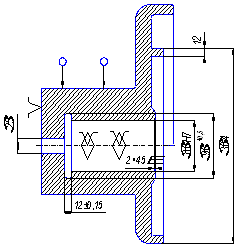
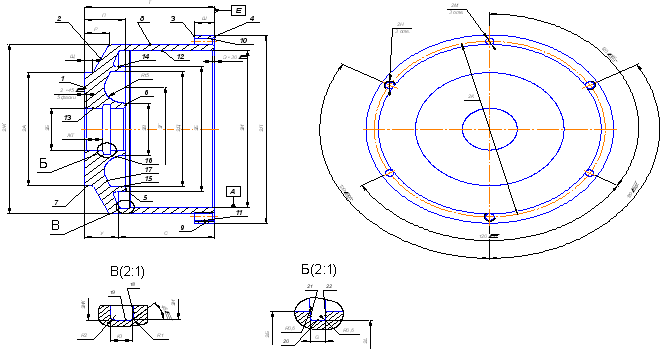
Технологічний процес виготовлення деталі "Втулка перехідна"
55784
знака
6
таблиц
1
изображение
2.4 Організація ремонту встаткування
Поступове зношування металорізальних верстатів у процесі експлуатації проявляється в зниженні точності верстата, появі підвищеного шуму, виникненні неполадок і відмов. Підтримати верстати в працездатному стані й відновити втрачені в процесі експлуатації технічні показники можна тільки шляхом періодичного огляду й ремонту.
На підприємстві діє система планово - попереджувального ремонту, сутність якого полягає в тім , що через певне число відпрацьованих годин кожного агрегату роблять його профілактичні огляди й різні види планового ремонту. Основним завданням системи є подовження міжремонтного терміну служби встаткування, зниження витрат на ремонт і підвищення його якості.
Існує три види планово - попереджувальних ремонтів:
- після оглядові
- періодичні;
- примусові.
Найпоширенішими є періодичні ремонти, коли для кожного верстата становлять план із вказівкою строків і обсягу ремонтних робіт.
Періодичні огляди проводять слюсарі - ремонтники відповідно до плану ремонту. При цьому перевіряють роботу всіх механізмів, роблять їхнє регулювання, виявляють стан і ступінь зношування вузлів. Верстати підвищеної точності перевіряють на точність. При огляді виявляють всі дефекти й несправності встаткування, але усувають тільки такі, наявність яких не дозволяє нормально експлуатувати встаткування до найближчого планового ремонту. Огляди роблять, як правило, у неробочий час.
Періодичний ремонт може бути поточним, середнім, капітальним. Поточний ремонт - ремонт, при якому заміняють або відновлюють невелике число зношених деталей, термін служби яких дорівнює міжремонтному періоду або менше його, і регулюють механізми.
Середній ремонт - це ремонт, що включає в себе операції поточного ремонту й додаткові заходи щодо відновлення передбачених Дст або технічними умовами точності, потужності й продуктивності встаткування на строк до чергового середнього або капітального ремонту. При середньому ремонті заміняють зношені деталі, термін служби яких дорівнює або менше міжремонтного періоду. При цьому обов'язково роблять перевірку на точність.
Капітальний ремонт - ремонт, при якому роблять повне розбирання верстата, ремонт базових деталей, заміну й відновлення всіх зношених деталей і вузлів з метою повернення агрегату первісної точності, потужності й продуктивності. Крім періодичних планових ремонтів може бути неплановий ремонт, що не передбачений графіком і викликаний аварією встаткування.
Період між двома капітальними ремонтами називають ремонтним циклом, а період часу між черговими плановими ремонтами - ремонтним періодом.
При визначенні трудомісткості ремонтних робіт доцільно користуватися нормативами часу в годинниках на одну ремонтну одиницю.
- промивання в 0,35 години;
- перевірка на точність в 0,4 години;
- плановий огляд в 0,85 години;
- огляд перед капітальним ремонтом в 1,1 години;
- малий ремонт в 6,1 години;
- середній ремонт 23,5 години;
- капітальний ремонт 35 годин.
Структура міжремонтних циклів, кількість ремонтів, оглядів устаткування і їхнє чергування залежить від характеристики встаткування й року його випуску.
Тривалість міжремонтного циклу металообробних верстатів у відпрацьованих станко-годинниках знаходжу по формулі (3) гл.3.5, стор. 141.
Тр.ц. = bп ´ bм ´ bв ´ bт ´ А , де
bп =1,3 - коефіцієнт враховуючий тип виробництва;
bм =0,7 - коефіцієнт, що враховує рід оброблюваного матеріалу;
bв =1,1 - коефіцієнт, що враховує умови експлуатації встаткування; bт =1 - коефіцієнт враховуючу масову категорію верстата; А - тривалість номінального циклу (24 000 ч.).
Таким чином, при зазначених умовах тривалість міжремонтних циклів у годинниках дорівнює:
Тр.ц. = 1,3(0,7(1,1(1(24000 = 24024 ч.
Тому що, устаткування на планованій ділянці завантажене на 91% , те тривалість міжремонтного циклу в літах визначаємо з урахуванням коефіцієнта змінності й коефіцієнта завантаження встаткування.
Тр.ц.г. = Тр.ц. /( Рд(Кс(Кз ), де
Рд = 3777.2 ч.- номінальний фонд часу; Кс = 1,2 - коефіцієнт змінності роботи встаткування; Кз = 0,91- коефіцієнт завантаження встаткування.
Для токарських верстатів:
Тр.ц.г. = 24024/(3777.2(1,2(0,91)= 6 років.
Для координатно-свердлильних верстатів:Тр.ц.г. = 24024 /(3777.2 ´1,2´0,93) = 6 років.
Визначаємо тривалість міжремонтного періоду в станко-годинниках (3) гл. 3.5, стор.142:
Тм.р. = Тр.ц. /(nс + nм + 1) , де
nс =1 - кількість середніх ремонтів;
nм =4 - кількість малих ремонтів.
Тм.р. = 24024/(1+ 4 + 1) = 4004 ч.,
а протягом місяця на токарський і координатно-свердлильний верстати:
Тм.р. = 12´Тр.ц.г. /(nс + nм + 1) == 12´6/(1+4+ 1)= 12 мес.
Тм.про= 24024/(1+4+6+1) = 2002 ч.
А в місяцях відповідно на токарський і координатно-свердлильний верстати:
Тм.о.м. = 12´6/(1 + 4 + 6 + 1) = 6 мес.
Коефіцієнт циклічності обчислюю по формулі
Кц.- П/Тр.ц.г.
При тривалості ремонтного циклу 6 років коефіцієнт циклічності буде дорівнює:
- для капітального ремонту Кд.к. = 1/6 = 0,16;
- для середнього ремонту Кц.с. = 1/6 = 0,16;
- для малих ремонтів Кц.м. = 4/6 = 0,6;
- для оглядів Кц.о. = 6/6=1.
Визначаємо витрати часу в годинниках на даний вид ремонту одного верстата по формулі:
Тг = Тр.ц´Кц
Для капітального ремонту:
Тг.струм. = 24024´0,16 - 3843,84 ч.
Тг.коорд. = 24024´0,16 = 3843,84 ч.
Для середнього ремонтуТг.струм. = 24024´0,16 = 3843,84 ч.
Тг.коорд.. = 24024´0,16 = 3843,84 ч.
Для малого ремонту
Тг.струм. = 24024´0,6 = 14414,4 ч.
Тг.коорд.. = 24024´0,6 = 14414,4 ч.
Для оглядівТг.струм. = 24024´1 = 24024 ч.
Тг.коорд.. = 24024´1 = 24024 ч.
Розрахункові величини є вихідними для планування робіт з технічного відходу й ремонту встаткування на ділянці й кількості робітників ремонтно-механічного цеху служби головного механіка. На підставі розрахункових даних становимо план-графік планово-попереджувального ремонту встаткування на весь ремонтний цикл на одну одиницю встаткування.
Графік ППР токарського верстата моделі 16К20Т1
Таблиця 1.2.4.1
| Роки | 2006 | 2007 | 2008 | 2009 | 2010 | |||||
| Місяці | I | VII | XII | VI | XI | V | X | IV | XI | III |
| Види ремонтних робіт | О2 | М2 | О3 | C1 | О4 | М3 | О5 | М4 | О6 | К |
Графік ППР координатно-свердлильного верстата 2Д450АМФ2
Таблиця 1.2.4.2
| Роки | 2006 | 2007 | 2008 | 2009 | 2010 | |||||
| Місяці | III | IX | II | VIII | I | VII | XII | VI | XI | V |
| Види ремонтних робіт | О2 | М2 | О3 | C1 | О4 | М3 | О5 | М4 | О6 | К |
На кожному промисловому підприємстві повинні бути забезпечені безпечні умови праці для працюючих. Основне значення техніки безпеки полягає в забезпеченні безпеки праці без зниження його продуктивності.
Техніка безпеки - комплекс організаційних заходів і технічних засобів, що запобігають вплив на працюючих небезпечних виробничих факторів. Небезпечним виробничим фактором уважають фактор, вплив якого на працюючого, у певних умовах, викликає травму або раптове різке погіршення здоров'я. Шкідливим уважається фактор, вплив якого приводить до зниження працездатності або захворюванню.
Безпека праці забезпечується шляхом дотримання комплексу вимог до загального для багатьох виробництв факторів. Конкретні заходи щодо створення безпечних умов праці регламентуються спеціальними правилами й нормами по охороні праці, які можуть бути єдиними (міжгалузевими) або галузевими. Єдині правила й норми затверджуються відповідними органами спільно або за узгодженням із профспілковими організаціями. Галузеві правила й норми затверджуються у встановленому порядку Міністерствами, органами державного нагляду спільно або за узгодженням із центральними комітетами відповідних професійних союзів. Серед правил і норм важливе місце належить системі стандартів безпеки праці (ССБТ). Ця система встановлює загальні вимоги й норми по видах шкідливих і небезпечних виробничих факторів, методи оцінки безпеки праці, вимоги безпеки до виробничих процесів, устаткуванню, пристосуванням до засобів захисту працюючих і передбачає розробку стандартів.
Організація й керівництво роботою з охорони праці на підприємстві здійснюється головним інженером, якому безпосередньо підлеглий відділ (бюро) по техніці безпеки.
Працівники цього відділу виконують контроль за дотриманням керівниками цехів, ділянок і інших підрозділів законодавства по охороні праці, інструкцій , правил і норм по техніці безпеки, установлюють строки усунення виявлених недоліків, а в необхідних випадках забороняють виконання робіт на ділянці, де умови праці явно небезпечні для життя й здоров'я працюючих.
На додаток до роботи, проведеної штатним адміністративно-технічним персоналом, профспілковий комітет організує суспільний контроль по охороні праці на підприємстві через відповідні комісії й суспільних інспекторів. Комісія з охорони праці комплектується із числа робітників, інженерно-технічних працівників і працівників медичних пунктів. Вони контролюють виконання адміністрацією трудового законодавства й заходів колективного договору по техніці безпеки.
Важливою умовою виключення травматизму й нещасних випадків є проведення системи інструктажів з техніки безпеки для працівників підприємства, строге дотримання й масова пропаганда правил безпечних прийомів роботи. Із цією метою на підприємстві проводяться три види інструктажів: вступний, на робочому місці й поточний. Вступний інструктаж проводиться для всіх знову вступників на роботу й включає ознайомлення із загальним характером виробництва й обов'язками по дотриманню техніки безпеки, індивідуальними захисними засобами. Безпосередньо в цеху майстер ділянки проводить інструктаж на робочому місці, знайомить робітника з конкретними обов'язками, із правилами безпечної експлуатації встаткування й так далі. Поточний інструктаж проводиться періодично за графіком.
Загальні вимоги безпеки до металорізальних верстатів ставляться до захисних пристроїв, органам керування, пристроям для установки й закріплення заготівель на верстатах і інше. Експлуатоване встаткування повинне бути в справному стані. Проходи між верстатами на планованому мною ділянці вільні. Всі передачі (зубчасті, ремінні, ланцюгові й інші) мають спеціальні огородження на висоті 2м. від рівня підлоги. Устаткування, що працює з виділенням пилу (шліфувальні й заточувальні верстати), розміщені окремою групою.
Запобіжні пристрої служать для попередження аварій і поломок, пов'язаних з небезпекою травмування робітників. Ці аварії можуть бути викликані перевантаженням верстатів, надмірним перевищенням швидкостей руху. Металорізальні верстати постачені гальмовими пристроями, що дозволяють швидко зупинити шпиндель верстата. Сигналізація про небезпеку попереджає про наступаючу небезпеку світловими або звуковими сигналами. Дистанційне керування дозволяє перервати виробничий процес на відстані для запобігання можливих аварій.
Безпека роботи верстатника багато в чому залежить від правильної організації його робочого місця й підтримка останнього в нормальному стані. У небезпечних місцях на стінах ділянки передбачене вивішування попереджувальних ілюстрованих написів, як наприклад "Висока напруга - небезпечно для життя", "Надягай окуляри", "Видаляй стружку гачком і щіткою".
До важливих засобів зміцнення організму ставляться дотримання раціонального режиму праці й відпочинку й виконання гігієнічних правил на виробництві. Правильний режим чергування праці й відпочинку забезпечується діючим трудовим законодавством (ТК, стор. 91), відповідно до якого тривалість робочого тижня не може перевищувати 40 годин. Понаднормова робота дозволяється лише у виняткових випадках і тільки за згодою профспілкового комітету (ТК, стор. 99).
При роботі на металорізальних верстатах, однієї із причин професійної шкідливості є вплив на тіло працюючих рідин. Оздоровчі заходи на розробленій ділянці в основному зводяться до встаткування верстатів щитками, екранами й іншими пристосуваннями, що перешкоджають розбризкуванню й полегшують витікання рідини в спеціальні приймачі. Для захисту шкірного покриву рук при роботі з мінеральними маслами передбачене застосування паст, що містять речовини, легко розчинні у воді й утворюючі при цьому на поверхні шкіри захисний шар, непроникний для масел. Миття рук за допомогою мила й гарячої води не забезпечує видалення зі шкірного покриву масла, тому робітники забезпечуються спеціальним миючим милом на основі чистої глини.
Особливе місце в промисловому травматизмі займають поранення очей металевою стружкою й абразивними частками, тому використовуються в роботі індивідуальні засоби захисту. До них ставляться: пристрій захисних екранів і щитків з органічного скла, індивідуальні засоби захисту - окуляри й прозорі екрани.
Висока температура в приміщенні особливо при підвищеній вологості й незначному русі повітря може викликати порушення терморегуляції організму й, як наслідок, тепловий удар, головний біль, нездужання. Тому, відповідно до ЖСТАНДАРТУ 12.1.016-79. виробничі приміщення повинні добре провітрюватися. Узимку в механічних цехах температура повинна бути в межах 16¸18° С. Краща вентиляція в механічних цехах - природна, здійснювана через світлові ліхтарі в дахах і кватирках вікон. Також на ділянці передбачена штучна витяжна вентиляція місцевого призначення біля шліфувальних і заточувальних верстатів.
При поганому висвітленні в робітника швидко утомлюються ока, притупляється увага, наслідком чого нерідко бувають нещасні випадки. Для забезпечення нормального природного висвітлення цех має високі вікна, необхідну ширину прольоту й більші світлові ліхтарі в даху. Цьому сприяє також світла поверхня стін і стель. Штучне висвітлення на ділянці й на робочих місцях достатнє, рівномірне й не дає яскравих відблисків і різких тіней. Крім загального висвітлення, робочі місця обладнані лампами місцевого висвітлення , що харчуються струмом напругою 36 У. Небажане світло ліворуч у жодному разі неприпустимий прямо в очі. Брудні запилені вікна погано пропускають сонячне світло. Покрите пилом скло електролампи значно знижує освітленість приміщення. Тому на розробленій ділянці планується очищати скла вікон, арматури й лампи не рідше двох разів на місяць.
Електробезпечність.
Верстати оснащені засобами, що забезпечують електробезпечність роботи при нормальному й аварійному стані електроустаткування. У процесі експлуатації верстата здійснюють періодичний контроль стану ізоляції. Крім ізоляції, неприступність до струмоведучих частин забезпечується їхнім огородженням, виконуваному у вигляді ніш шаф. Дверцята останніх із вступним вимикачем таким чином, що виключено можливість включення останнього при відкритих дверцятах під час огляду й налагодження електроустаткування. При закритті дверцят відбувається автоматичне відновлення блокування.
Електробезпечність при аварійному режимі електроустаткування верстата забезпечується захисним заземленням, звірофермою й захисним відключенням.
Перед роботою верстатник повинен переконатися в справності електричної частини верстата й у його надійному заземленні. При виявленні напруги на металевих частинах верстата, обірваних місць у контактних з'єднаннях заземлюючих проводів, а також якщо електродвигун працює від двох фаз, потрібно негайно вступним вимикачем знеструмити верстат, викликати чергового електромонтера й доповісти про несправність майстрові.
До засобів захисту ставляться огородження, ізоляція струмоведучих частин, а також застосування малої напруги. Схема електроустаткування верстата приєднується до силової мережі за допомогою вступного пакетного перемикача або автомата.
Пожежна безпека.
Джерелом пожежі можуть виявитися іскри, перегріті вузли верстатів, відкритий вогонь і так далі. Найбільш імовірним джерелом запалення є електроустаткування верстатів. Найбільш частими причинами, коли електричні установки є джерелами запалення, є: короткі замикання в електропроводках і електричному встаткуванні; фотополяриметри перевантаження останніх; більші перехідні опори. Найнебезпечніші короткі замикання, що викликають перегрів струмоведучих частин і плавлення проводів, виникнення електричних іскор і дуг. Це викликає запалення ізоляції, у результаті чого можуть зайнятися близько розташовані горючі матеріали.
Відповідно до ДЕРЖСТАНДАРТУ 12.1.039-82 потрібно дотримувати правил пожежної безпеки, запропоновані відповідними інструкціями підприємства. Вогненебезпечні матеріали зберігаються в спеціально відведені для цього приміщеннях і місцях. По закінченні роботи й при перервах обов'язково виключити всі електродвигуни верстата й місцеве висвітлення.
У приміщенні, де розташована ділянка механічної обробки, розвішані схеми евакуації людей і коштовних предметів, документації при пожежі. Також у спеціальних шафах розміщені пожежні крани й рукава з посадками для керування струменем води, щити з інструментами, вогнегасником.
При пожежі потрібно виключити всі електродвигуни й викликати пожежну команду. До її прибуття пожежа варто гасити власними силами, користуючись цеховими засобами гасіння: вогнегасниками, піском і так далі. Палаючий бензин, гас, мастила варто гасити пінними вогнегасниками. При пожежі не можна вибивати скла вікон, тому що при цьому збільшується приплив кисню, що сприяє посиленню вогню. На ділянці організована добровільна пожежна дружина, на яку покладають: контроль над дотриманням і виконанням на ділянці протипожежного режиму роботи; нагляд за справним станом первинних засобів пожежогасіння, виклик пожежних команд. В інструкціях передбачаються загальні міри пожежної безпеки залежно від характеру технологічного процесу. Відповідальність за дотримання пожежної безпеки на ділянці покладає на старшого майстра. При пожежі потрібно дотримувати спокою й виконувати всі розпорядження керівників виробництва.
Важливою частиною протипожежних заходів є профілактика, що передбачає методи попередження пожеж. Припинення поширення вогню під час пожеж залежить від правильного планування будинку, застосування конструкцій і матеріалів відповідної вогнестійкості пристрій протипожежних перешкод, розрізів.
Для безпеки евакуації людей, що перебувають у будинку при виникненні пожежі, передбачається не менш двох виходів назовні. Двері, призначені для евакуації, повинні відкриватися убік виходу з будинку. Будинок обладнаний зовнішніми металевими пожежними сходами. При монтажі електромережі й електроустаткування передбачаються пристрої для автоматичного вимикання при короткому замиканні, як всієї мережі, так і окремих її ділянок.
Вимикачі, у яких за умовами експлуатації відбувається: переривання струму, закриті кожухами - іскрогасниками. Для захисту від механічних і хімічних ушкоджень проведення прокладають у гумових або сталевих трубах, що мають усередині ізоляцію. Для електролампи застосовуються спеціальні абажури (світильники).
Бібліографічний список
1. Болотін Х.Л., Костромін Ф.П. Верстатні пристосування. – К., 2005
2. Данилевський В.В. Технологія машинобудування. – К., 2003
3. Довідник токаря: Навчальний посібник / Під ред. Л. І. Вереїна. – К., 2002
4. Довідник металіста/Під. ред. О.Е.Древаля, Е.О. Скороходова. – К., 2000
5. Посібник з курсового проектування металорізальних інструментів: / Під. ред. Г.Н. Кірсанова – К., 1998
6. Фрумін Ю.Л. Комплексне проектування інструментального оснащення. –К., 1997.
Похожие работы
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... сної технологічної документації на основі широкого ви- користання стандартних технологічних вирішень. Мета даного курсового проекту з технології машинобудування - розробка технологічного процесу механічної обробки деталі „диск 07.02.00” в умовах дрібносерійного виробництва. Особливістю автоматизації в дрібносерійному виробництві є потреба у створенні гнучких виробничих систем, які здатні ...




5. Вибрати встаткування, пристосування, різальний інструмент, засоби контролю; 6. Зробити нормування технологічного процесу виготовлення корпуса гідроциліндра; 7. Розрахувати й спроектувати верстатне пристосування для токарської операції й пристосування контролю биття отвору; 8. Розрахувати й спроектувати різальний інструмент для токарської операції; 9. Провести лінійну оптимізацію режимів ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...
0 комментариев