Комплексный экономический анализ производственно-хозяйственной и финансовой деятельности ОАО "Русполимет"
Анализ эффективности использования предметов труда
Анализ качества и конкурентоспособности продукции
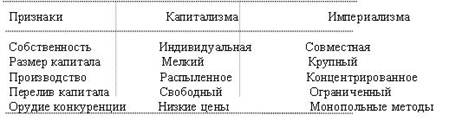
Анализ внешней конкурентной среды
Анализ прибыли и рентабельности
Расчет и анализ показателей рентабельности
Факторный анализ рентабельности производства
Анализ вероятности банкротства
Комплексный анализ эффективности производства
Технологическая часть
Проектирование технологического маршрута обработки детали
Определение расхода металла
Определение необходимого количества оборудования
Определение количества производственных рабочих
Расчёт площадей и планирования участка
Технико-экономические расчёты
Расчет общепроизводственных расходов
Расчёт калькуляции себестоимости
Организационно-экономическая часть
Запасные части к импортному оборудованию, закупаемые МЦ, заказываются по докладной записке, утвержденной техническим директором
Безопасность и экологичность проектных решений
Защита от шума
Защита от вредных веществ
Расчет экономической эффективности мероприятий, направленных на снижение заболеваемости
Управление внедрением проектных мероприятий
На основании анализа статистической информации журналов ремонтных работ ввести ежемесячную корректировку планов-графиков ППР
Навигация
Технологическая часть
Управление товарно-материальными затратами на ОАО "Русполимет"
138282
знака
44
таблицы
8
изображений
2. Технологическая часть
2.1 Общая характеристика изделия
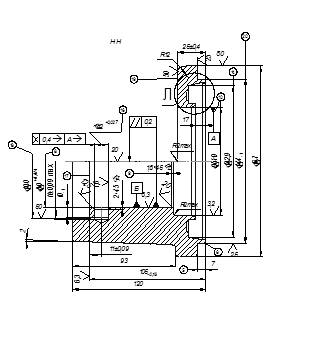
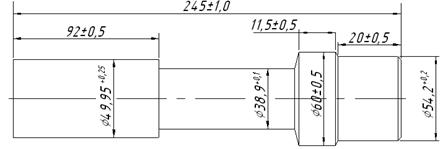
В технологической части дипломного проекта разработан новый технологический процесс механической обработки детали "Вал".
Существующий технологический процесс использует в качестве заготовки прокат. В нашем же случае мы предлагаем рассмотреть технологический процесс изготовления вала из заготовки-штамповки с применением нового оборудования с ЧПУ,
При разработке технологического процесса применено новейшее оборудование (станки с ЧПУ), приспособление, применение которого позволяет быстро надежно закрепить обрабатываемую деталь, применены режущие инструменты с пластинами из твердого сплава, что способствует значительному повышению качества обрабатываемых поверхностей, сокращению времени обработки детали.
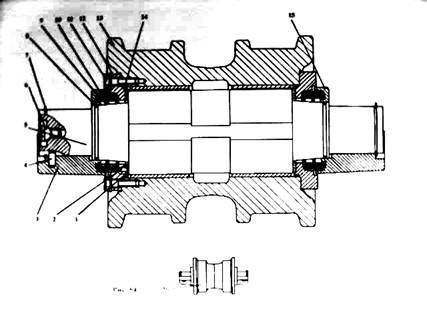
Деталь "Вал" предназначена для передачи крутящего момента. В детали "Вал" обработка концов производится по 6 классу (Ra 1,25мкм). При обработке поверхностей детали "Вал" не возникает трудностей, т.к. для всех поверхностей доступ режущего инструмента свободен. Заготовкой является штамповка.
Деталь имеет хорошие базовые поверхности для первоначальных операций, допускает применение высокопроизводительных режимов обработки и довольно проста по конструкции. Поверхности вращения обрабатываются на станках с ЧПУ (черновое и чистовое точение).
Изготовление детали производят в ремонтно-механическом цехе. При обработке детали на станке с ЧПУ возможным становится охватить всю номенклатуру валов. При этом уменьшается время производственного цикла и происходит значительное снижение себестоимости благодаря использованию заготовки-штамповки.
В качестве измерительного инструмента применена скоба для контроля диаметра вала.
2.2 Выбор и обоснование технологического процесса
Деталь "Вал" предназначена для передачи крутящего момента. В детали "Вал" обработка концов производится по 6 классу (Ra 1,25мкм). Высокая точность обработки говорит о том, что на концы вала устанавливаются подшипники. В детали имеется шпоночный паз. При помощи шпонки на вал насаживается зубчатое колесо, при помощи которого происходит зацепление с другим колесом и производится передача крутящего момента.
Деталь имеет хорошие базовые поверхности для первоначальных операций, допускает применение высокопроизводительных режимов обработки и довольно проста по конструкции. Поверхности вращения обрабатываются на станках с ЧПУ за один установ ( черновое и чистовое точение).
Деталь "Вал" изготавливается из стали 45 ГОСТ 1050-88.
Таблица 1. Химический состав стали 45 ГОСТ 1050-88
| C | Si | Mn | S | P | Ni | Cr | Cu |
| не более | не более | ||||||
| 0,40-0,50 | 0,17-0,37 | 0,50-0,80 | 0,045 | 0,045 | 0,30 | 0,30 | 0,30 |
Таблица 2. Механические свойства стали 45 [1]
| σт,МПа | σвр,МПа | δ5,% | Ψ,% | ан, | НВ(не более) |
| |
| горячека- танной | отоженной | ||||||
| |||||||
| 360 | 610 | 16 | 40 | 50 | 241 | 197 |
|
Деталь "Вал" подвергается закалке ТВЧ до твердости ≥ НRC 50.
Разработку технологического процесса обработки детали начинают с установления типа производства.
Предварительно тип производства определяется по известному годовому объему выпуска и массе детали.
Годовая программа выпуска N=12000 шт., масса детали – mg=12,85кг.
Производство будет среднесерийным.
Окончательное определение типа производства осуществляется после разработки технологического процесса и расчета количества рабочих мест по ГОСТ 3,1121-84, коэффициентом закрепления операций:
Кз.о.= ![]() , где
, где
О – число различных операций, выполняемых в течение планового периода,
Р – число различных мест, выполняющих различные операции.
Все расчеты сведем в таблицу:
Таблица 3. Выбор типа производства.
| Операции | Тшт | mp. | Р |
| О |
| Фрезерно-центровальная | 2,65 | 0,03 | 1 | 0,03 | 26,7 |
| Токарная с ЧПУ | 5,34 | 0,066 | 1 | 0,066 | 12,1 |
| Токарная с ЧПУ | 4,53 | 0,056 | 1 | 0,056 | 14,3 |
| Вертикально-фрезерная | 8,34 | 0,104 | 1 | 0,104 | 7,7 |
| Круглошлифовальная | 2,19 | 0,027 | 1 | 0,027 | 29,6 |
| Круглошлифовальная | 2,86 | 0,036 | 1 | 0,036 | 22,2 |
| Итого | 25,91 | Σ6 | Σ112,6 |
Кз.о.= ![]() ,
,
- производство будет среднесерийным.
Технологическую характеристику детали приведем в табличной форме. (Приложение 2 Таблица 1)
Значение полученного коэффициента точности близко к единице, что свидетельствует о низкой точности большинства поверхностей детали. Значение коэффициента шероховатости свидетельствует о низкой шероховатости поверхностей детали "Вал".
Механическая обработка вала данной конфигурации не вызывает значительных трудностей. При обработке вала возможно применение станков с ЧПУ, режущего инструмента с пластинами из твердого сплава.
Деталь имеет хорошие базовые поверхности для первоначальных операций. В качестве баз на токарных и шлифовальных операциях используются торцевые поверхности вала и центровочные отверстия, обработанные на первой операции (операция 005 – фрезерно-центровальная). Это способствует снижению погрешности базирования, достижению высокого качества обрабатываемых поверхностей детали. При обработке шпоночного паза в качестве баз используются обработанные поверхности вращения.
Обработка поверхностей вращения, фрезерование шпоночного паза достигается за один проход. При обработке детали "Вал" режущий и измерительный инструменты имеют свободный доступ и выход. Поверхности вращения обрабатываются на станках с ЧПУ.
В целом, деталь достаточно технологична, обрабатываемые поверхности с точки зрения обеспечения точности и шероховатости не представляют технологических трудностей.
Для получения заданной прочности поверхностей вала i80h6, i80js6 целесообразно применить термическую обработку (закалка ТВЧ), что возможно для стали 45.
Выбор заготовки.
Сравним стоимость двух заготовок – заготовку-штамповку и заготовку из проката - круг.
Степень сложности штамповки определяется путем вычисления отношения массы Gп штамповки к массе Gф геометрической фигуры, в которую вписывается форма поковки. В нашем случае геометрической фигурой будет цилиндр.
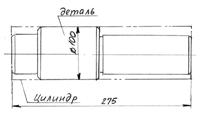
Рис.1. Определение степени сложности штамповки.
Gф = ![]() кг.
кг.
![]()
Степень сложности поковки – С1
Определяем исходный индекс штамповки – 15.
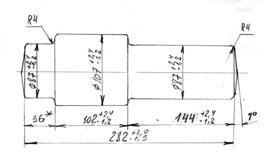
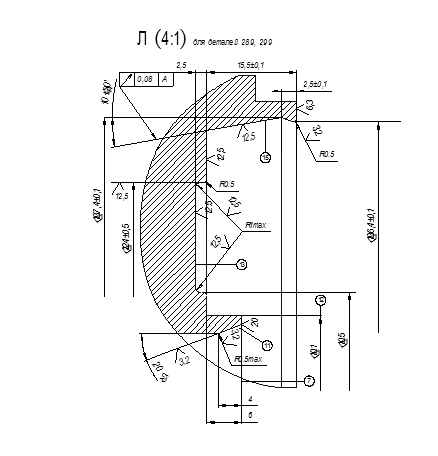
Рис.2. Заготовка-штамповка.
Сравним два варианта изготовления вала и выберем оптимальный.
Вариант 1. Штамповка на ГКМ.
Заготовкой для детали "Вал" является штамповка, получаемая на горизонтально-ковочной машине (ГКМ). Для определения припусков на механическую обработку штамповки необходимо определить ее исходный индекс по ГОСТ 7505-89.
Исходный индекс определяется в зависимости от класса точности штамповки, группы стали, степени сложности. Рассчитанная масса штамповки определяется исходя из ее номинальных размеров.
Ориентировочно определим массу поковки по формуле:
Мп.р.=МM @ Кр, где
МM – масса детали, кг.;
Кр – расчетный коэффициент;
МM=![]() кг.
кг.
Кр=1,3 – 1,6, принимаем Кр=1,5
Мп.р.= 12,85 @1,5= 19,275 кг.
Стоимость штамповки, получаемой на ГКМ определяется по формуле:
Sзаг = ( ![]() , руб., где
, руб., где
Q – масса заготовки, кг.; q – масса детали, кг.;
Ci – базовая стоимость 1т. заготовок, руб.;
Sотх – цена 1т. отходов ( стружки ), руб.;
![]()
![]()
![]()
![]()
![]() - коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок.
- коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок.
![]() =1,05
=1,05
![]() = 1
= 1
![]() = 0,75
= 0,75
![]() = 0,8
= 0,8
![]() =1
=1
Sотх = 900 руб. за 1т. ( по данным завода);
Ci = 20800 руб. за 1т. (по данным завода);
Sзаг = ( ![]() =236,36, руб
=236,36, руб
Вариант 2. Заготовкой для вала служит круг i105 мм.,
R = 282мм.
Себестоимость заготовки из проката:
Sзаг. = М+ΣСо.з, где
М – затраты на материал заготовки, руб.;
ΣСо.з. – технологическая себестоимость операций правки, калибрования прутка, резки на штучные заготовки.
Со.з.= ![]() , руб., где
, руб., где
Сп.з. – приведенные затраты на рабочем месте, руб./ч.
Тшт.(шт.-к.) – штучное или штучно-калькуляционное время выполнения заготовительной операции (правки, резки и др.).
|
Тшт.(шт.-к.) = 0,19@D2@10-3=2,1 мин.
|
М = Q @S – (Q – q) @ ![]()
|
М = 19,2@20,8 – (19,2 – 12,85) @ ![]() = 393,64 руб.
= 393,64 руб.
Sзаг. = 393,64 + (2,1 + 7,5) = 403,24 руб.
Похожие работы
... используется оборудование, недозагружены производственные площади и рабочий персонал. Для повышения эффективности деятельности предприятия предлагается внедрить производство новой продукции. При освоении выпуска новой продукции загрузка оборудования повысится, что повысит производительность. Увеличение выпуска продукции, без привлечения дополнительных работников позволит повысить заработную ...
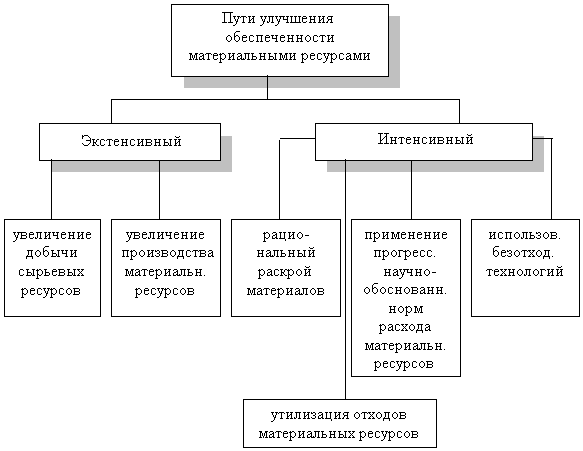
... , прежде всего, говорит снижение чистой прибыли, коэффициентов ликвидности и др. Можно сделать вывод, что данное предприятие находится в неустойчивом финансовом состоянии. Глава 3. Пути улучшения финансового состояния ОАО «Русполимет» Успехи и неудачи деятельности предприятия следует рассматривать как взаимодействие целого ряда факторов и причин: внешних и внутренних. Оздоровление ...

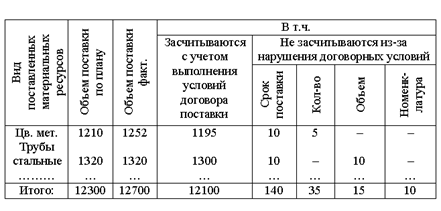
... в себестоимость продукции по элементу «Материальные затраты» и включает в себя цену их приобретения (без учета НДС и акцизов), наценки, комиссионные вознаграждения, уплачиваемые снабженческим и внешнеэкономическим организациям, стоимость услуг бирж, таможенных пошлин, плату за транспортировку, хранение и доставку, осуществленные сторонними организациями. Удовлетворение потребности предприятия в ...


... развития страны. В среднесрочном периоде основное внимание должно уделяться качественным характеристикам функционирования предприятий и отраслей – конкурентной политике. Стратегические задачи такой политики были сформулированы Президентом Российской Федерации в выступлении «О стратегии развития России до 2020 года»: · «развитие новых секторов глобальной конкурентоспособности, прежде ...
0 комментариев