Комплексный экономический анализ производственно-хозяйственной и финансовой деятельности ОАО "Русполимет"
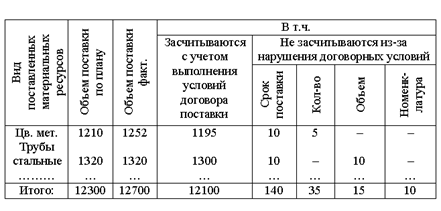
Анализ эффективности использования предметов труда
Анализ качества и конкурентоспособности продукции
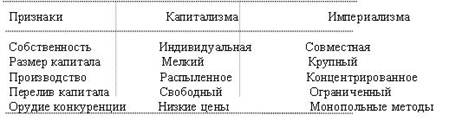
Анализ внешней конкурентной среды
Анализ прибыли и рентабельности
Расчет и анализ показателей рентабельности
Факторный анализ рентабельности производства
Анализ вероятности банкротства
Комплексный анализ эффективности производства
Технологическая часть
Проектирование технологического маршрута обработки детали
Определение расхода металла
Определение необходимого количества оборудования
Определение количества производственных рабочих
Расчёт площадей и планирования участка
Технико-экономические расчёты
Расчет общепроизводственных расходов
Расчёт калькуляции себестоимости
Организационно-экономическая часть
Запасные части к импортному оборудованию, закупаемые МЦ, заказываются по докладной записке, утвержденной техническим директором
Безопасность и экологичность проектных решений
Защита от шума
Защита от вредных веществ
Расчет экономической эффективности мероприятий, направленных на снижение заболеваемости
Управление внедрением проектных мероприятий
На основании анализа статистической информации журналов ремонтных работ ввести ежемесячную корректировку планов-графиков ППР
Навигация
Проектирование технологического маршрута обработки детали
Управление товарно-материальными затратами на ОАО "Русполимет"
138282
знака
44
таблицы
8
изображений
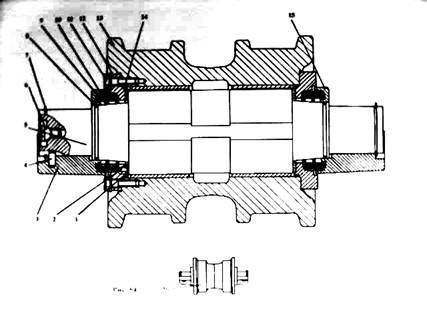
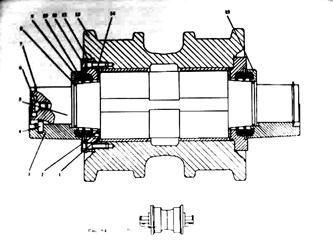
2.3 Проектирование технологического маршрута обработки детали
Операция 005 фрезерно-центровальная.
Станок: фрезерно-центровальный мод. 2Г942
Приспособление: специальное пневматическое.
Режущий инструмент: фреза торцевая i125мм; сверло центровочное.
Переход 1: установить, закрепить деталь, снять после обработки.
Переход 2: фрезеровать торцы 1,2 размером i87мм, выдерживая размер 275мм.
Переход 3: сверлить отв. 2i6,3мм.
Операция 010 токарная с ЧПУ.
Станок: токарный с ЧПУ мод. 16К20Ф3.
Приспособление: патрон вращающийся.
Режущий инструмент: резцы Т5К10 (пластина из твердого сплава) – резец проходной, резец канавочный.
Переход 1. установить, закрепить деталь, снять после обработки.
Переход 2. точить поверхность 2 длиной 144мм, точить фаски размером 2х450.
Переход 3. точить канавку 9 размером 5мм, выдерживая размер 3 i79.
Операция 015 токарная с ЧПУ. См.операцию 010.
Переход 1. установить, закрепить деталь, снять после обработки.
Переход 2. точить поверхность 3 длиной 36мм, точить фаски размером 2х450 поверхность 1 i100
Переход 3. чистовое точение длинного конца вала.
Операция 020 термическая .
Закалка ТВЧ.
Операция 025 круглошлифовальная.
Станок: круглошлифовальный мод. 3М151.
Приспособление: центра.
Режущий инструмент: круг шлифовальный.
Переход 1. установить, закрепить деталь, снять после обработки.
Переход 2. шлифовать поверхность 1 i80.
Операция 030 круглошлифовальная.
См. операцию 025.
Переход 1. установить, закрепить деталь, снять после обработки.
Переход 2. шлифовать поверхность 1 i80.
Операция 035 вертикально-фрезерная.
Станок: вертикально-фрезерный мод. 6Р12.
Приспособление: специальное пневматическое.
Режущий инструмент: фреза шпоночная, i14мм, ГОСТ 9140-78.
Переход 1. установить, закрепить деталь, снять после обработки.
Переход 2. фрезеровать шпоночный паз L=80мм.
Операция 040 слесарная.
Верстак слесарный;
Напильник;
Операция 045 моечная.
Моечная машина.
Операция 050. технический контроль.
Стол контрольный
Погрешность установки вала в центрах на шлифовальной операции равна нулю: E3=0. Параметры, характеризующие точность и качество поверхности заготовки после механической обработки, необходимые для расчета припусков, приведем в таблицу.
Таблица 4. Данные для расчета припуска.
| Вид обработки | квалитет | Допуск Td,мкм | Rz, мкм | h, мкм |
| 1. Точение черновое | 12 | 300 | 50 | 50 |
| 2. Точение чистовое | 11 | 190 | 25 | 25 |
| 3. Шлифование | 6 | 19 | 5 | 10 |
При шлифовании деталей после термической обработки поверхностный слой должен быть сохранен; следовательно, слагаемое h должно быть исключено из расчетной формулы.
Определяем расчетную величину минимального припуска:
- на черновое точение
2Zmin1=2@[(200+250)+ ![]() ]=2433мкм.
]=2433мкм.
- на чистовое точение
2Zmin2=2@[(50+50)+ ![]() ]=292мкм.
]=292мкм.
- на шлифование
2Zmin3=2@[(25+25)+(141+1,75)]=385,5мкм.
Рассчитанные припуски по всем переходам заносим в таблицу. (Приложение 2 Таблица 2)
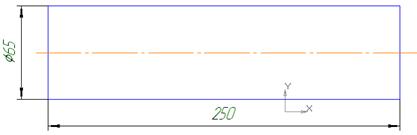
После определения предельных значений припусков рассчитаем размер поковки на изготовление детали "Вал". Рассчитанный наименьший предельный размер поковки определяется по формуле:
D3min = DДmin+ 2Z0min
D3min = 79,981+6,219 = 86,2мм.
Округляем в большую сторону, получаем:
D3min = 87мм.
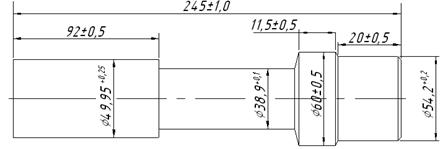
Определим межоперационные размеры и сведем все расчеты в таблицу (Приложение 2 Таблица 3).
i87мм до i80h6
Черновое точение– припуск 5,2мм на i;
Чистовое точение – припуск 1,2мм на i;
Шлифование однократное – 0,6мм
Размер для шлифования i80h6
Размер для чистового точения i80+0,6=i80,6h10
Размер для чернового точения i80,6+1,2=i81,8h12
i107мм до i100мм.
Черновое точение– припуск 5,2мм на i;
Чистовое точение – припуск 1,8мм на i;
Размер для чистового точения i107-5,2=i101,8мм;
Размер для чернового точения i101,8-1,8=i100мм (i100h14).
Похожие работы
... используется оборудование, недозагружены производственные площади и рабочий персонал. Для повышения эффективности деятельности предприятия предлагается внедрить производство новой продукции. При освоении выпуска новой продукции загрузка оборудования повысится, что повысит производительность. Увеличение выпуска продукции, без привлечения дополнительных работников позволит повысить заработную ...
... , прежде всего, говорит снижение чистой прибыли, коэффициентов ликвидности и др. Можно сделать вывод, что данное предприятие находится в неустойчивом финансовом состоянии. Глава 3. Пути улучшения финансового состояния ОАО «Русполимет» Успехи и неудачи деятельности предприятия следует рассматривать как взаимодействие целого ряда факторов и причин: внешних и внутренних. Оздоровление ...

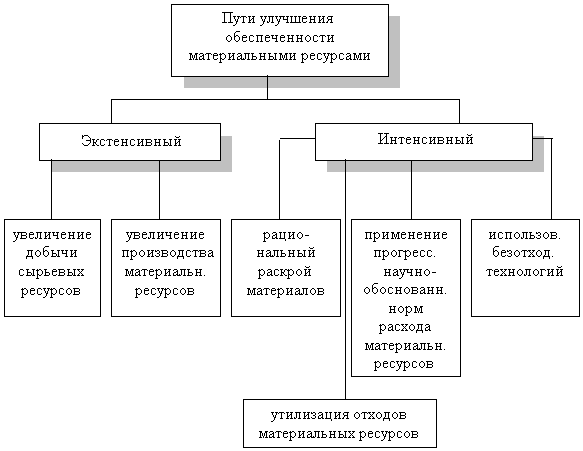
... в себестоимость продукции по элементу «Материальные затраты» и включает в себя цену их приобретения (без учета НДС и акцизов), наценки, комиссионные вознаграждения, уплачиваемые снабженческим и внешнеэкономическим организациям, стоимость услуг бирж, таможенных пошлин, плату за транспортировку, хранение и доставку, осуществленные сторонними организациями. Удовлетворение потребности предприятия в ...


... развития страны. В среднесрочном периоде основное внимание должно уделяться качественным характеристикам функционирования предприятий и отраслей – конкурентной политике. Стратегические задачи такой политики были сформулированы Президентом Российской Федерации в выступлении «О стратегии развития России до 2020 года»: · «развитие новых секторов глобальной конкурентоспособности, прежде ...
0 комментариев