Анализ точности детали
Определение типа производства
Определение промежуточных припусков, технологических размеров и допусков
Статистический (табличный) метод определения припусков
Режимы резания при зубофрезеровании
Нормирование операций технологического процесса
Выбор и определение потребного количества технологического оборудования
Расчет силы зажима
Навигация
Анализ точности детали
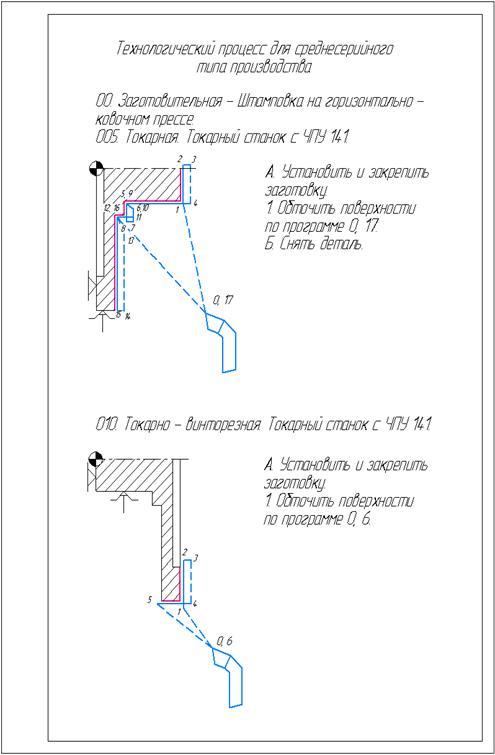
Технологический процесс изготовления зубчатого колеса
30759
знаков
11
таблиц
0
изображений
1.2 Анализ точности детали
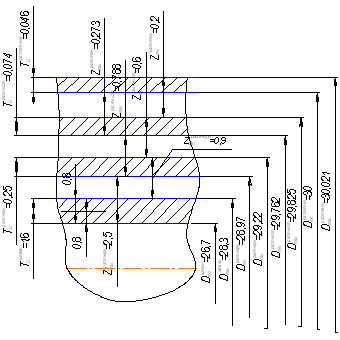
Анализ точности детали произведем в виде таблицы 1.3. Обозначения поверхностей смотри на листе 2 графической части проекта.
Таблица 1.1- Анализ точности детали.
| Данные о поверхности | Метод обработки поверхности по базовому варианту | ||||
| Номер поверхности | Наименование, форма | Основной размер | Поле допуска и квалитет | Ra, мкм | |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1, 12 | Торец крайний, плоский, кольцо | L=55 D=273.15 | h12 0.00 -0.2 | 2.5 | Точение черновое, чиcтовое, |
| 2,4,10,11, 16,17,18,19 | Фаска коническая | 1.6x450 | h14 -0.25 | 12.5 | Точение чистовое |
| 3 | Поверхность зубчатая | m=4 | 7-с | 1.25 | Точение черновое, чиcтовое, зубонарезание, шевингование, шлифование |
| 5 | Ступень цилиндрическая | D=95 | h14 -0.62 | 12.5 | Точение черновое, чиcтовое, |
| 6 | Торец плоский, кольцо | L=40 D=273.15 d=95 | h14 -0.62
| 12.5 | Точение черновое, чиcтовое, |
| 7,8 | Боковая поверхность паза | b=18 | Js9 -0.021 +0.021 | 3.2 | Протягивание |
| 9 | Дно паза | t=66.4 | H10 +0.12 | 12.5 | Протягивание |
| 13,15 | Отверстие цилиндрическое | D=20 L=12 | H14 +0.21 | 12.5 | Штамповка |
| 14 | Отверстие цилиндрическое | D=60 L=55 | H7 +0.03 | 1.25 | Штамповка, растачивание, протягивание |
Количественная оценка технологичности детали:
Для данной оценки надо рассчитать два коэффициента (показатели по признакам обработки):
- К т ч - коэффициент точности обработки;
- К ш - коэффициент шероховатости поверхности.
 , (1.2)
, (1.2)
где Тi - квалитет (точность);
n i - число поверхностей детали одинакового квалитета.
 , (1.3)
, (1.3)
где m i - число поверхностей детали с одинаковым параметром шероховатости;
R a i - параметр шероховатости поверхности детали.
![]()
![]() =0.915
=0.915
![]()
Значение первого коэффициента близко к единице, что свидетельствует о невысокой точности большинства поверхностей детали второй коэффициент показывает что деталь имеет более жесткие требования к шероховатости некоторых поверхности.
Похожие работы
... - контрольные средства - вспомогательный инструмент 6. Разработать технологические операции -рассчитать режимы резания -рассчитать нормы времени II. Выбор типа производства и формы организации технологического процесса изготовления 1. Рассчитаем массу данной детали: q= , V= мм3 V=200733 мм3 m=200,733·7850·10-9=1,576 кг. 2. Анализ исходных данных: - масса данной детали ...
Нижний Тагил 2008 Содержание Анализ точности и шероховатости Анализ технологических требований Технологический процесс единичного типа производства Технологический процесс среднесерийного типа производства Технологический процесс массового типа производства Чертеж детали Наладка на операциях Анализ точности и шероховатости Поверхность Шероховатость Ra, мкм Квалитет ...

... рядом причин, одна из которых – недостаточная убедительность для инвестора обоснования эффективности многих инвестиционных проектов, что, в свою очередь, нередко обуславливается отсутствием должной грамотности у разработчиков и оценщиков таких проектов. 1. Расчёт себестоимости изготовления зубчатого колеса 1.1 Расчёт зарплаты основных и вспомогательных рабочих с отчислениями Заработная ...
... изгибу, изнашиванию и заеданию. Каждый из указанных критериев работоспособности зависит от воздействия на поверхностный слой зубьев комплекса технологических и металлургических факторов. В современном производстве зубчатых колес преимущественно применяется технологический процесс с цементацией рабочих поверхностей колес. В этом случае технологический процесс изготовления включает в себя ...
0 комментариев