Анализ точности детали
Определение типа производства
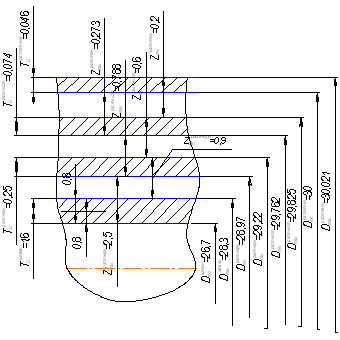
Определение промежуточных припусков, технологических размеров и допусков
Статистический (табличный) метод определения припусков
Режимы резания при зубофрезеровании
Нормирование операций технологического процесса
Выбор и определение потребного количества технологического оборудования
Расчет силы зажима
Навигация
Определение типа производства
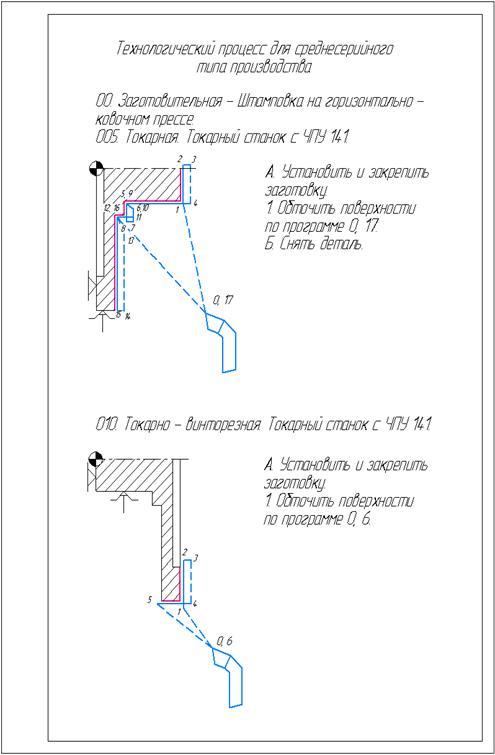
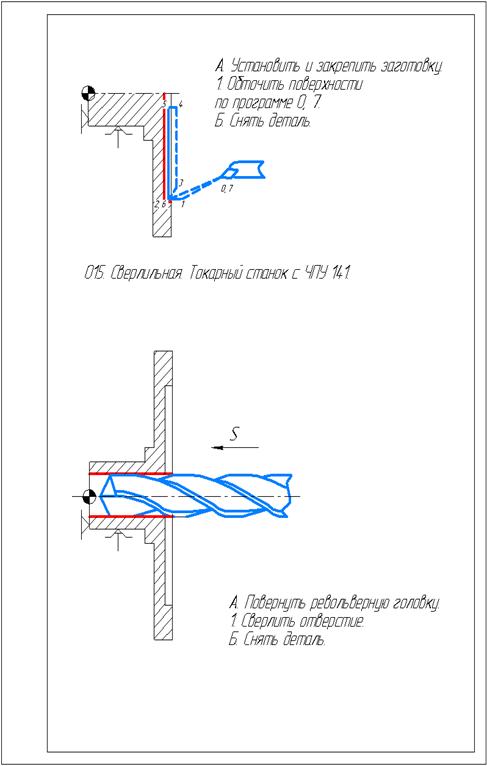
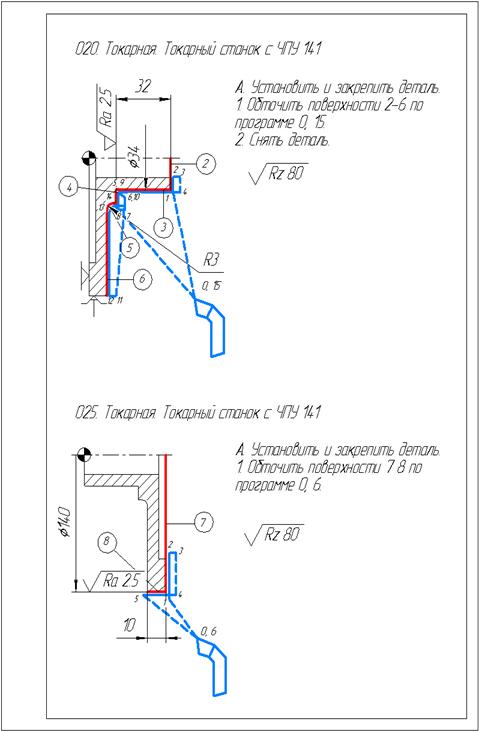
Технологический процесс изготовления зубчатого колеса
30759
знаков
11
таблиц
0
изображений
1.3 Определение типа производства
Исходя из массы детали 4,512 кг и годовой программы 25000 шт., принимаем среднесерийное производство (см. таблицу 1.2).
Таблица 1.2- Определение типа производства| Масса | Величина годовой программы, шт. | ||||
| детали, кг | Единич-ное (до) | Мелкосерий-ное | Средне-серийное | Крупно-серийное | Масссовое (свыше) |
| до 1,0 | 10 | 10...1500 | 1500...75000 | 75000...200000 | 200000 |
| 1,0...2,5 | 10 | 10...1000 | 1000...50000 | 50000...100000 | 100000 |
| 2,5...5,0 | 10 | 10...500 | 500...35000 | 35000...75000 | 75000 |
| 5,0...10,0 | 10 | 10...300 | 300...25000 | 25000...50000 | 50000 |
| 10 и более | 10 | 10...200 | 200...10000 | 10000...25000 | 25000 |
Для среднесерийного производства определяем партию запускаемых деталей по формуле:
![]() , (1.4)
, (1.4)
где n запуска - партия запускаемых деталей;
N - годовая программа;
253 - число рабочих дней в году;
q - число дней запаса, в течение которых должны быть заготовлены детали. Эта величина колеблется в пределах 5...8 дней.
n запуска =494 шт., при q =5 дням.
Такт выпуска определим по формуле:
tв =![]() (1.5)
(1.5)
где FД=2030 ч/см - действительный годовой фонд времени работы оборудования;
tв = ![]() = 4,87 мин./шт.
= 4,87 мин./шт.
1.4 Выбор заготовки и метода ее получения
Стоимость заготовки – отливки:
![]()
где kt – коэффициент точности отливки, kt=1;
kc – коэффициент сложности изготовления формы, kc=2
kв –коэффициент, зависящий от массы отливки, kв=2;
kм –коэффициент, учитывающий марку материала, kм=1;
kп –коэффициент, учитывающий годовую программу выпуска, kп =1;
Принимаем цену стружки 500 руб./тонна, цену отливки 50000 руб./тонна, массу отливки принимаем 7 кг:
![]() руб.
руб.
Принимаем цену штамповки 40000 руб./тонна, массу штамповки принимаем 6 кг:
kt – коэффициент точности штамповки, kt=1;
kc – коэффициент сложности изготовления штампа, kc=1
kв –коэффициент, зависящий от массы штамповки, kв=1;
kм –коэффициент, учитывающий марку материала, kм=1;
kп –коэффициент, учитывающий годовую программу выпуска, kп =1.
![]() руб.
руб.
Получение заготовки из штамповки будет дешевле заготовки, полученной отливкой, так как не требует при изготовлении сложной и дорогой технологической оснастки.
Экономическую эффективность использования штампованной заготовки над заготовкой из отливки определим с помощью коэффициента использования и экономии материала в стоимостном выражении.
![]()
![]() у штамповочной заготовки больше, чем
у штамповочной заготовки больше, чем ![]() у заготовки из отливки.
у заготовки из отливки.
На основании полученных данных для производства принимается заготовка, полученная на ГКМ.
Похожие работы
... - контрольные средства - вспомогательный инструмент 6. Разработать технологические операции -рассчитать режимы резания -рассчитать нормы времени II. Выбор типа производства и формы организации технологического процесса изготовления 1. Рассчитаем массу данной детали: q= , V= мм3 V=200733 мм3 m=200,733·7850·10-9=1,576 кг. 2. Анализ исходных данных: - масса данной детали ...
Нижний Тагил 2008 Содержание Анализ точности и шероховатости Анализ технологических требований Технологический процесс единичного типа производства Технологический процесс среднесерийного типа производства Технологический процесс массового типа производства Чертеж детали Наладка на операциях Анализ точности и шероховатости Поверхность Шероховатость Ra, мкм Квалитет ...

... рядом причин, одна из которых – недостаточная убедительность для инвестора обоснования эффективности многих инвестиционных проектов, что, в свою очередь, нередко обуславливается отсутствием должной грамотности у разработчиков и оценщиков таких проектов. 1. Расчёт себестоимости изготовления зубчатого колеса 1.1 Расчёт зарплаты основных и вспомогательных рабочих с отчислениями Заработная ...
... изгибу, изнашиванию и заеданию. Каждый из указанных критериев работоспособности зависит от воздействия на поверхностный слой зубьев комплекса технологических и металлургических факторов. В современном производстве зубчатых колес преимущественно применяется технологический процесс с цементацией рабочих поверхностей колес. В этом случае технологический процесс изготовления включает в себя ...
0 комментариев