Анализ точности детали
Определение типа производства
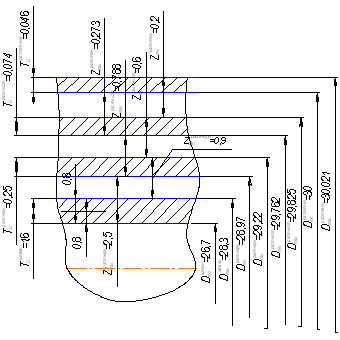
Определение промежуточных припусков, технологических размеров и допусков
Статистический (табличный) метод определения припусков
Режимы резания при зубофрезеровании
Нормирование операций технологического процесса
Выбор и определение потребного количества технологического оборудования
Расчет силы зажима
Навигация
Нормирование операций технологического процесса
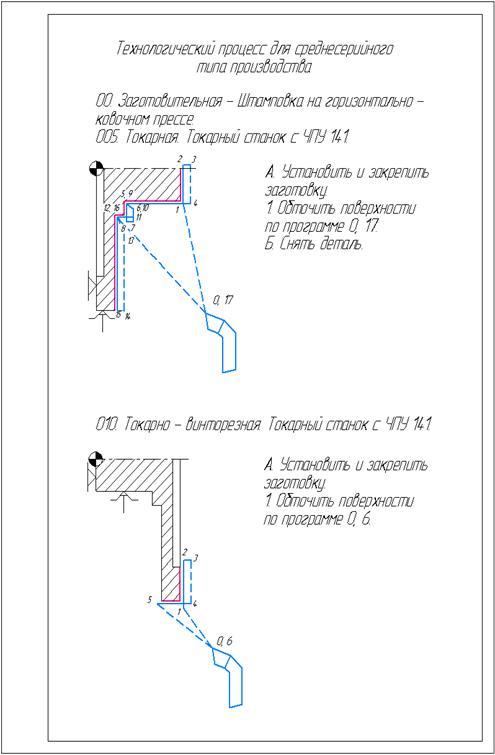
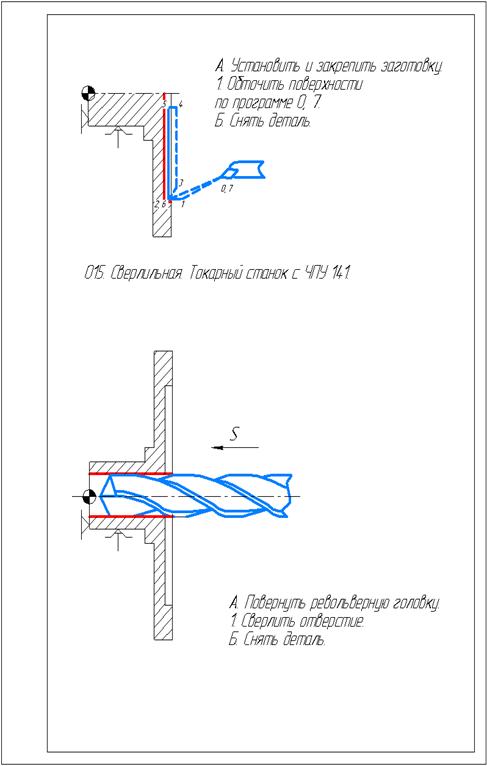
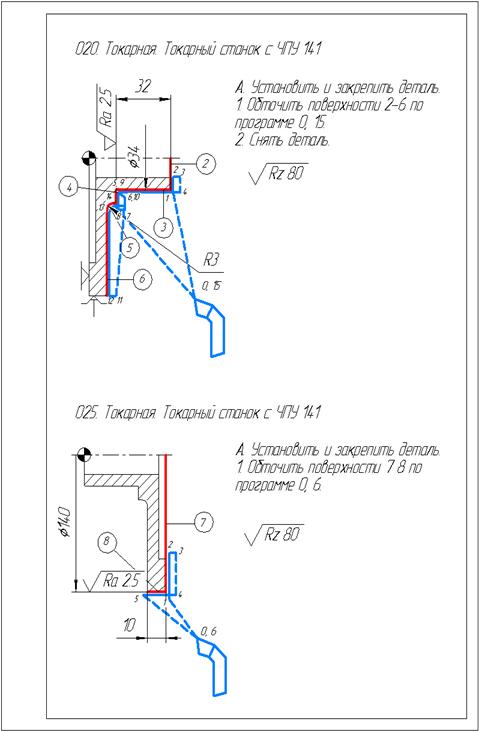
Технологический процесс изготовления зубчатого колеса
30759
знаков
11
таблиц
0
изображений
6. Нормирование операций технологического процесса
6.1 Определение штучного времени
![]()
Штучное время на обработку [3,5]:
Основное время на обработку:
![]()
где lвр – длина врезания;
lпер – длина перебега;
L – длина обрабатываемой поверхности;
![]() i – количество отверстий.
i – количество отверстий.
Вспомогательное время tвсп[5]:
на установку и снятие детали – 2,5 мин.;
по управлению станком – 0,9 мин.;
на контрольные измерения – 0,3 мин.;
повернуть делительное приспособление – 0,2 мин.
Время на обслуживание рабочего места и личные потребности в процентах от оперативного (8%), оперативное время:
![]()
Время штучное калькуляционное:
![]()
где tп.з. – подготовительно-заключительное время;
n – количество деталей в партии.
Подготовительно-заключительное время tп.з.:
- получить наряд, чертеж 4 мин.,
- получить инструмент 5 мин.,
- ознакомиться с работой, чертежом, осмотреть заготовки 5 мин.,
- инструктаж мастера 2 мин.,
- настроить кулачки самоцентрирующего патрона 1,5 мин.,
- установить инструмент 12 мин.,
- установить исходные режимы станка 1,5 мин.
Пронормируем операции согласно перечисленных формул и данных, полученные значения сведем в таблицу 6.1
Таблица 6.1 – Нормы времени.
| № операции | Наименование операции | Оперативное время tоп., мин | Время на обслуживание рабочего места и личные потребности в % от оперативного tл.п., мин. | Штучное время на операцию Tшт., мин. | Время подготови-тель-но-заключитель-ное на партию деталей tп.з., мин. | |
| t0 | tвсп. | |||||
| 005 | Токарная | 5,7 | 3,7 | 8 | 10,152 | 19,5 |
| 010 | Токарная | 4,12 | 3,7 | 8 | 8,4456 | 19,5 |
| 015 | Протяжная | 0,04 | 3,7 | 8 | 4,0392 | 17,5 |
| 020 | Протяжная | 0,08 | 3,7 | 8 | 4,0824 | 17,5 |
| 025 | Зубофрезерная На 2 детали | 50,05 | 2,5 | 8 | 25,38 | 26,0 |
| 030 | Зубошевинговальная | 23 | 3,7 | 8 | 28,836 | 26,0 |
| 035 | Термическая На партию деталей 30 шт. 180 мин. | 6 | 2.5 | 8 | 9,18 | 17,5 |
| 040 | Слесарная | 0,6 | 3,7 | 8 | 4,644 | 19,5 |
| 045 | Круглошлиф. | 4,6 | 3,7 | 8 | 8,964 | 21 |
| 050 | Зубошлиф. | 42 | 2,5 | 8 | 48,06 | 26,0 |
| 055 | Слесарная | 5,0 | 2,5 | 8 | 8,1 | 0 |
| 060 | Моечная | 2,5 | 2,5 | 8 | 5,4 | 0 |
| 065 | Контрольная | 6 | 2,5 | 8 | 9,18 | 0 |
| 070 | Упаковочная | - | - | - | - | - |
| 075 | Транспортировочная | |||||
| Итого: | 175 | 210 | ||||
Определяем штучно калькуляционное время:
![]()
Похожие работы
... - контрольные средства - вспомогательный инструмент 6. Разработать технологические операции -рассчитать режимы резания -рассчитать нормы времени II. Выбор типа производства и формы организации технологического процесса изготовления 1. Рассчитаем массу данной детали: q= , V= мм3 V=200733 мм3 m=200,733·7850·10-9=1,576 кг. 2. Анализ исходных данных: - масса данной детали ...
Нижний Тагил 2008 Содержание Анализ точности и шероховатости Анализ технологических требований Технологический процесс единичного типа производства Технологический процесс среднесерийного типа производства Технологический процесс массового типа производства Чертеж детали Наладка на операциях Анализ точности и шероховатости Поверхность Шероховатость Ra, мкм Квалитет ...

... рядом причин, одна из которых – недостаточная убедительность для инвестора обоснования эффективности многих инвестиционных проектов, что, в свою очередь, нередко обуславливается отсутствием должной грамотности у разработчиков и оценщиков таких проектов. 1. Расчёт себестоимости изготовления зубчатого колеса 1.1 Расчёт зарплаты основных и вспомогательных рабочих с отчислениями Заработная ...
... изгибу, изнашиванию и заеданию. Каждый из указанных критериев работоспособности зависит от воздействия на поверхностный слой зубьев комплекса технологических и металлургических факторов. В современном производстве зубчатых колес преимущественно применяется технологический процесс с цементацией рабочих поверхностей колес. В этом случае технологический процесс изготовления включает в себя ...
0 комментариев