Анализ точности детали
Определение типа производства
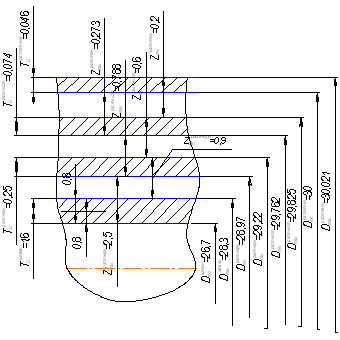
Определение промежуточных припусков, технологических размеров и допусков
Статистический (табличный) метод определения припусков
Режимы резания при зубофрезеровании
Нормирование операций технологического процесса
Выбор и определение потребного количества технологического оборудования
Расчет силы зажима
Навигация
Выбор и определение потребного количества технологического оборудования
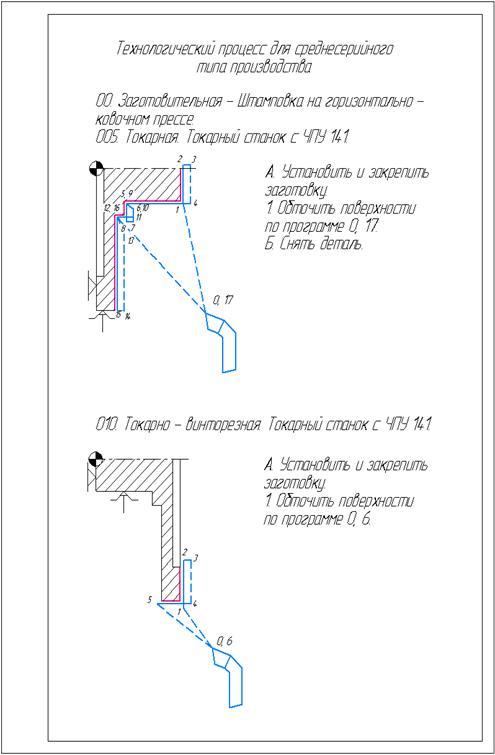
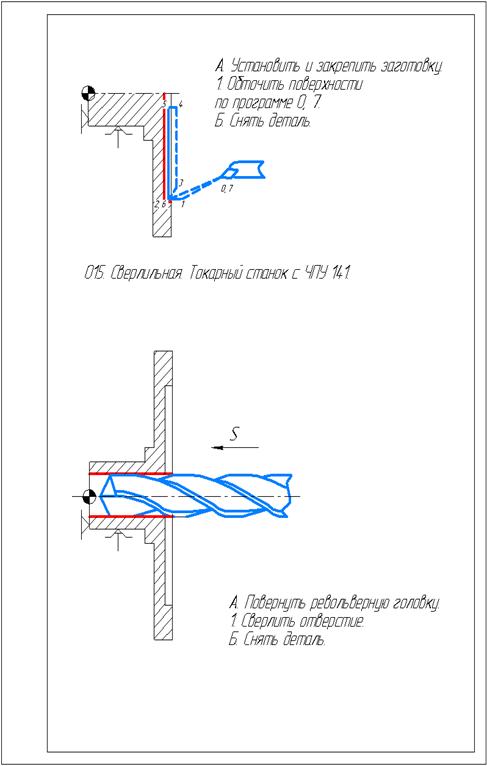
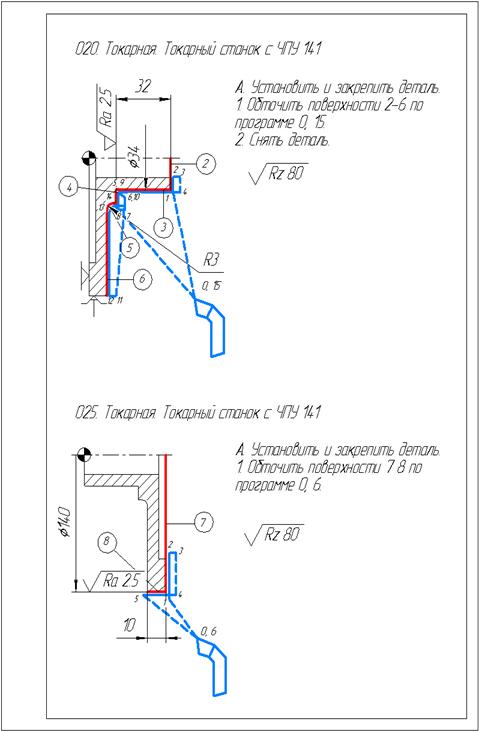
Технологический процесс изготовления зубчатого колеса
30759
знаков
11
таблиц
0
изображений
6.2 Выбор и определение потребного количества технологического оборудования.
Коэффициент загрузки станкаопределяется как отношение расчетного количества станков mp, занятых на данной операции процесса, к принятому числу станков mп: [3,5]:
KЗ=mp/mп
В свою очередь расчетное количество станков определяется как отношение штучного времени на данной операции к такту выпуска:
mp=TШТ/tв
Коэффициент использования оборудования по основному времени свидетельствует о доле машинного времени в общем времени работы станка. Он определяется как отношение основного времени к штучному:
К0=t0/Тшт.,
где tо -основное время на обработку, мин.;
Тшт.. - штучное время на обработку, мин..
Коэффициент использования станков по мощности привода представляет собой отношение необходимой мощности на приводе станка к мощности установленного электродвигателя:
Км=NПР/NСТ,
где NПР - необходимая мощность привода, кВт.;
NСТ - мощность привода станка, кВт..
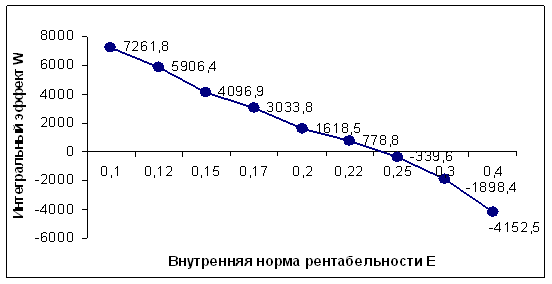
Вычисленные коэффициенты заложены при построении графиков.
Количество станков расчетное и принятое на каждой операции указано в таблице 6.2.
Таблица 6.2 – Данные по использованию оборудования
| Операции | 005 | 010 | 015 | 020 | 025 | 030 | 045 | 050 |
| число станков, рабочих мест | 1,6 | 2,1 | 0,5 | 0,9 | 4,4 | 4,2 | 1,4 | 8,9 |
| 2 | 2 | 1 | 1 | 5 | 2 | 2 | 9 | |
| KЗ | 0,80 | 1,05 | 0,5 | 0,9 | 0,9 | 0,89 | 0,7 | 0,99 |
| К0 | 0,6 | 0,5 | 0,2 | 0,2 | 0,2 | 0,3 | 0,9 | 0,1 |
| Км | 1,0 | 0,8 | 0,7 | 0,8 | 0,6 | 0,7 | 0,4 | 0,1 |
7. Расчет и проектирование средств технологического оснащения
7.1 Разработка технического задания на проектирование специальных средств технологического оснащения
Таблица 7.1 - Техническое задание на проектирование специального приспособления
| Раздел | Содержание раздела |
| I | II |
| Наименование и область применения | Приспособление для закрепления детали с базированием по внутреннему отверстию диаметром 60Н7 и пазу 18Js9. |
| Основание для разработки | Операционная карта технологического процесса механической обработки колеса зуб. |
| Цель и назначение разработки | Проектируемое приспособление должно обеспечить: - точную установку и надежное закрепление заготовки, а также постоянное во времени положение заготовки относительно стола станка и режущего инструмента с целью получения необходимой точности размеров паза и его положения относительно других поверхностей заготовки; - удобство установки, закрепления и снятия заготовки; - время установки заготовки не должно превышать 0,05 мин; |
| Документация, используемая при разработке | ЕСТПП. Правила выбора технологической оснастки. ГОСТ 14.305 – 73. ЕСТПП. Общие правила обеспечения технологичности конструкций изделий. ГОСТ 14.201 - 83 |
| Документация, подлежащая разработке | Пояснительная записка (раздел – конструкторская часть), чертеж общего вида для технического проекта фрезерного приспособления; спецификация |
Похожие работы
... - контрольные средства - вспомогательный инструмент 6. Разработать технологические операции -рассчитать режимы резания -рассчитать нормы времени II. Выбор типа производства и формы организации технологического процесса изготовления 1. Рассчитаем массу данной детали: q= , V= мм3 V=200733 мм3 m=200,733·7850·10-9=1,576 кг. 2. Анализ исходных данных: - масса данной детали ...
Нижний Тагил 2008 Содержание Анализ точности и шероховатости Анализ технологических требований Технологический процесс единичного типа производства Технологический процесс среднесерийного типа производства Технологический процесс массового типа производства Чертеж детали Наладка на операциях Анализ точности и шероховатости Поверхность Шероховатость Ra, мкм Квалитет ...

... рядом причин, одна из которых – недостаточная убедительность для инвестора обоснования эффективности многих инвестиционных проектов, что, в свою очередь, нередко обуславливается отсутствием должной грамотности у разработчиков и оценщиков таких проектов. 1. Расчёт себестоимости изготовления зубчатого колеса 1.1 Расчёт зарплаты основных и вспомогательных рабочих с отчислениями Заработная ...
... изгибу, изнашиванию и заеданию. Каждый из указанных критериев работоспособности зависит от воздействия на поверхностный слой зубьев комплекса технологических и металлургических факторов. В современном производстве зубчатых колес преимущественно применяется технологический процесс с цементацией рабочих поверхностей колес. В этом случае технологический процесс изготовления включает в себя ...
0 комментариев