Анализ точности детали
Определение типа производства
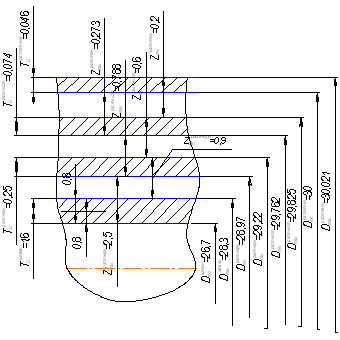
Определение промежуточных припусков, технологических размеров и допусков
Статистический (табличный) метод определения припусков
Режимы резания при зубофрезеровании
Нормирование операций технологического процесса
Выбор и определение потребного количества технологического оборудования
Расчет силы зажима
Навигация
Определение промежуточных припусков, технологических размеров и допусков
Технологический процесс изготовления зубчатого колеса
30759
знаков
11
таблиц
0
изображений
2. Определение промежуточных припусков, технологических размеров и допусков
Промежуточные припуски имеют очень важное значение в процессе разработки технологических операций механической обработки деталей. Правильное назначение промежуточных припусков на обработку заготовки обеспечивает экономию материальных и трудовых ресурсов, качество выпускаемой продукции, снижает себестоимость изделий.
В массовом и крупносерийном производстве промежуточные припуски рекомендуется рассчитывать аналитическим методом, что позволяет обеспечить экономию материала, электроэнергии и других материальных и трудовых ресурсов производства.
В серийном и единичном производствах используют статистический (табличный) метод определения промежуточных припусков на обработку заготовки, что обеспечивает более быструю подготовку производства по выпуску планируемой продукции и освобождает инженерно – технических работников от трудоемкой работы.
После расчета промежуточных размеров определяют допуски на эти размеры, соответствующие экономической точности данной операции. Промежуточные размеры и допуски на них определяют для каждой обрабатываемой поверхности детали.
Черновые операции обычно следует выполнять с более низкими техническими требованиями на изготовление (12 – 14 квалитет), получистовые – на один – два квалитета ниже и окончательные операции выполняются по требованиям рабочего чертежа детали.
Шероховатость обрабатываемых поверхностей зависит от степени точности и назначается по справочным таблицам [4], [6], [10].
Необоснованное повышение качества поверхности и степени точности обработки повышает себестоимость изготовления детали на данной технологической операции.
2.1 Аналитический метод определения припусков
Для получения деталей более высокого качества необходимо при каждом технологическом переходе механической обработки заготовки предусматривать производственные погрешности, характеризующие отклонения размеров, геометрические отклонения формы поверхности, микронеровности, отклонения расположения поверхностей. Все эти отклонения должны находиться в пределах поля допуска на размер поверхности заготовки.
Аналитический метод определения припусков базируется на анализе производственных погрешностей, возникающих при конкретных условиях обработки заготовки.
Величина промежуточного припуска для плоских поверхностей заготовки:
z min = Rz + T + po + εу; (2.1)
для поверхностей типа тел вращения (наружных и внутренних):
2z min = 2 (Rz + T +![]() ); (2.2)
); (2.2)
где Rz – высота микронеровностей поверхности, оставшихся при выполнении предшествующего технологического перехода, мкм;
T – глубина дефектного поверхностного слоя, оставшегося при выполнении предшествующего технологического перехода, мкм;
po – суммарные отклонения расположения, возникшие на предшествующем технологическом переходе, мкм;
εу – величина погрешностей установки заготовки при выполняемом технологическом переходе, мкм.
Отклонения после чистовой обработки обычно исключают при расчетах из – за их малой величины. Отклонения и погрешности установки определяют в каждом конкретном случае в зависимости от метода получения заготовки.
Максимальный припуск на обработку поверхности заготовки:
для плоских поверхностей:
z max = z min + δп - δв; (2.3)
для поверхностей типа тел вращения:
2z max = 2z min + δ D п - δ D в, (2.4)
где δп и δ Dп - допуск на размер на предшествующем переходе, мм;
δв и δ D в - допуск на размер на выполняемом переходе, мм.
Допуски и шероховатость поверхности на окончательных технологических переходах (операциях) принимаются по рабочему чертежу.
Для удобства определения промежуточных припусков перед их расчетом исходные и расчетные данные по каждой операции на конкретную обрабатываемую поверхность в технологической последовательности заносим в таблицу 2.2.
Необходимые данные для определения элементов припуска следует выбираем из [4], [6].
Таблицу рекомендуется заполнять в такой последовательности:
- в графу “ Заготовка и технологическая операция” записывают вид заготовки и операции, установленные на данную обрабатываемую поверхность в технологической последовательности;
- в графу “ Точность заготовки и обрабатываемых поверхностей” записывают степень точности выбранной заготовки и квалитета на промежуточные размеры без предельных отклонений;
- в графу “ Элементы припусков” заносят величину микронеровностей Rz и глубину дефектного поверхностного слоя Т на заготовку и на все операции в технологической последовательности в зависимости от метода обработки, а величину погрешностей установки заготовки на выполняемой операции определяют по таблице или производят расчет по формулам;
- суммарное значение отклонений pрассчитывают аналитическим методом и значения расчета заносят в графу таблицы;
- графу “ Допуски на размер” заполняют значениями допусков на заготовку и промежуточные размеры согласно степени точности заготовки и квалитета установленных на размер по каждой операции [6], [9].
Остальные значения промежуточных припусков и размеров заносят в таблицу после расчетов.
Графы промежуточных размеров D min и D mах определяют и заполняют от окончательных промежуточных размеров до размеров заготовки.
Таблица 2.2 - Таблица расчета припусков, допусков и промежуточных размеров по технологическим операциям для поверхности 3
| Вид заготовки и технологичес-кая операция | Точность заготовки и обрабатыва-емой поверхности | Допуск на размер δ, мм | Элементы припуска, мкм | Промежуточ-ные размеры заготовки, мм | Промежуточ-ные припуски, мм | |||||
| Rz | T | po | εу | D mах | D min | 2z max | 2z min | |||
| штамповка | 14 | 1,30 | 80 | 500 | 520,4 | - | 277.0 | 275.7 | - | - |
| Токарная: черновая чистовая | h 12 h 10 | 0,52 0,2 | 60 10 | 40 20 | 31,2 - | 45 35 | 273.85 273.15 | 273.33 272.95 | 3,1 0,7 | 2.98 0,63 |
Похожие работы
... - контрольные средства - вспомогательный инструмент 6. Разработать технологические операции -рассчитать режимы резания -рассчитать нормы времени II. Выбор типа производства и формы организации технологического процесса изготовления 1. Рассчитаем массу данной детали: q= , V= мм3 V=200733 мм3 m=200,733·7850·10-9=1,576 кг. 2. Анализ исходных данных: - масса данной детали ...
Нижний Тагил 2008 Содержание Анализ точности и шероховатости Анализ технологических требований Технологический процесс единичного типа производства Технологический процесс среднесерийного типа производства Технологический процесс массового типа производства Чертеж детали Наладка на операциях Анализ точности и шероховатости Поверхность Шероховатость Ra, мкм Квалитет ...

... рядом причин, одна из которых – недостаточная убедительность для инвестора обоснования эффективности многих инвестиционных проектов, что, в свою очередь, нередко обуславливается отсутствием должной грамотности у разработчиков и оценщиков таких проектов. 1. Расчёт себестоимости изготовления зубчатого колеса 1.1 Расчёт зарплаты основных и вспомогательных рабочих с отчислениями Заработная ...
... изгибу, изнашиванию и заеданию. Каждый из указанных критериев работоспособности зависит от воздействия на поверхностный слой зубьев комплекса технологических и металлургических факторов. В современном производстве зубчатых колес преимущественно применяется технологический процесс с цементацией рабочих поверхностей колес. В этом случае технологический процесс изготовления включает в себя ...
0 комментариев