Конструкторско-технологические требования
РАЗРАБОТКА КОНСТРУКЦИИ УСТРОЙСТВА
СХЕМОТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ
РАЗРАБОТКА ПРИНЦИПИАЛЬНОЙ СХЕМЫ
Конструкторско-технологический расчет элементов печатного рисунка
Обоснование выбора материалов и применяемых конструкторских решений
Размещение элементов и трассировка печатной платы средствами САПР
Оценка качества разработанной конструкции
Расчет показателей надежности устройства
Описание конструкции модуля
Выбор способа герметизации
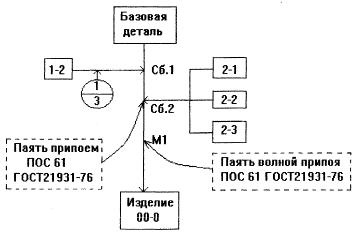
Разработка технологического процесса сборки модуля
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ДИПЛОМНОГО ПРОЕКТА
Расчёт затрат по статье “Отчисления в фонд социальной защиты населения”
Расчет стоимостной оценки затрат
Расчет единовременных затрат
Расчет чистой прибыли от реализации продукции
ОХРАНА ТРУДА И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
Навигация
Описание конструкции модуля
Разработка конструкции и технологии изготовления модуля управления временными параметрами
138399
знаков
23
таблицы
10
изображений
5.5 Описание конструкции модуля
Устройство смонтировано на шасси из пластмассы. Лицевая и задняя панель выполнена съёмной. Корпус состоит из двух частей, крепящихся винтами..
Марки материалов, разрешенных к применению в данной отрасли промышленности регламентируется ведомственными нормами. На предприятиях существует более узкое ограничение марок материалов и сортаментов из числа разрешенных к применению ведомостной нормалью. Материалы, не вошедшие в перечень рекомендуемых, допускается применять в технически обоснованных случаях с разрешения органов стандартизации на предприятиях.
Металлические детали проектируемого нашего прибора за отдельным исключением можно изготовить механической обработкой материалов, поставляемых металлургической промышленностью в виде прутков, полос, ленты и листов. Однако целесообразно использование стандартных винтов крепления.
Технологические процессы, основанные на использовании способов прессования, обладают следующими основными преимуществами:
- более высокая производительность;
- меньший расход металла;
- меньшее количество операций и меньшая производительность производственного цикла;
- относительно постоянная и высокая степень точности, зависящая в основном от точности изготовления инструмента и в меньшей степени от мастерства рабочего;
- благоприятные условия для механизации и автоматизации технологического процесса и для перехода на многостаночное обслуживание;
- в большинстве случаев - экономия производственной площади.
Выбор марки материала и заготовки имеет важное значение, так как определяет расход материала, трудоемкость процесса изготовления детали, конструкцию технологической оснастки и в конечном счете себестоимость детали.
Важным показателем целесообразности выбора того или иного вида заготовки является коэффициент использования материала:
К = Qд/Qз,, (5.5.1)
где Qд - вес готовой детали;
Qз - вес заготовки.
Большинство деталей в проектируемом устройстве сделаны методом горячей штамповки. Она обладает рядом преимуществ перед другими видами обработки материалов:
- простота технологического процесса;
- высокая производительность, позволяющая на большой площади при малом количестве единиц оборудования изготовить в короткие сроки большое количество деталей;
- относительная и абсолютная дешевизна деталей;
- возможность комбинирования с другими видами технологических процессов;
- достаточная точность.
Основа точной штамповки - высокая культура эксплуатации штампов.
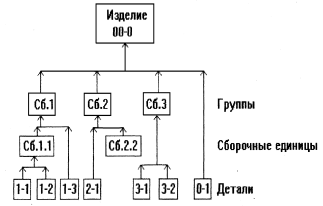
В соответствии с выбранным методом конструирования целесообразно выделить следующие основные функционально законченный узел - блок управления, выполняемый на отдельной печатной плате.
При данном разбиении схемы электрической принципиальной обеспечивается минимальное количество связей между узлами, высокая ремонтопригодность изделия, минимальные величины паразитных наводок, уменьшение габаритов изделия.
Компоновочные схемы блоков определяются количеством и видом составляющих элементов (дискретных радиодеталей, модульных узлов и микросхем) и их расположением. На компоновочные схемы блоков значительное влияние оказывают вспомогательные элементы (ручки, направляющие, фиксаторы, разъёмы и т.п.).
Разрабатываемая конструкция с выбранной внутренней компоновкой прибора отвечает требованиям производственной технологичности, обеспечивает высокую ремонтопригодность изделия и удобство в эксплуатации.
5.6 Защита конструкции устройства от внешних и внутренних дестабилизирующих факторов
В процессе эксплуатации разрабатываемый модуль подвергается воздействию различных факторов, отрицательно влияющих на его надёжность. К ним относятся: нагрев и охлаждение, изменение давления, влажности, химического и биологического состава среды, попадание пыли и песка, находящихся в земной атмосфере, солнечная и искусственная радиация, вибрации и удары. Для повышения надёжности блока необходимо в той или иной степени защитить его от воздействия этих факторов.
5.6.1 Выбор способа теплозащиты
Способ охлаждения во многом определяет конструкцию РЭС. Поэтому уже на ранней стадии конструирования необходимо выбрать способ охлаждения блока, после чего можно приступить к предварительной проработке конструкции. Выбранный способ охлаждения должен обеспечить заданный по ТЗ тепловой режим блока.
Как уже было отмечено, устройство управления представляет собой разборную конструкцию; блок управления монтируется в пластмассовом корпусе. Таким образом, при рассмотрении вопросов теплового режима необходимо подходить ко всему электронному блоку в целом.
Для выбора способа охлаждения необходимы следующие исходные данные:
-суммарная мощность P, рассеиваемая в блоке; P= 3 Вт;
-диапазон возможного изменения температуры окружающей среды Тсmax,
Tcmin; из раздела 1 имеем: Tcmax=55°C, Tcmin=-25°C;
-пределы измерений давления окружающей среды Pmax, Pmin; из ранее сказанного имеем Pmax=106.7кПа, Pmin=84кПа;
-время непрерывной работы T; будем считать, что режим работы длительный, т. е. T велико;
-допустимые температуры элементов Ti;
-коэффициент заполнения блока Kv=0,5;
-размеры корпуса блока L1, L2, L3; размеры корпуса электронного блока согласно ТЗ: L1=100 мм, L2=120 мм, L3=125 мм.
Определим площадь условной поверхности теплообмена:
![]() , (5.6.1)
, (5.6.1)
где L1, L2, L3- соответственно длина, ширина и высота блока;
Kv - коэффициент заполнения объёма корпуса.
![]()
За основной показатель, определяющий области целесообразного применения способа охлаждения, принимается величина плотности теплового потока, проходящего через поверхность теплообмена:
![]() (5.6.2)
(5.6.2)
где P-суммарная мощность, рассеиваемая блоком с поверхности теплообмена;
Kp - коэффициент, учитывающий давление воздуха. Для указанного диапазона давлений; Kp=1.
![]()
Значит Lg q=Lg7,89=0,9
Вторым показателем служит минимально допустимый перегрев элементов в блоке:
dT=Ti min-Tc , (5.6.3)
где Ti min - допустимая температура корпуса наименее теплостойкого элемента;
Tc - температура окружающей среды. Для естественного охлаждения
Tc=Tc max (5.6.4)
Согласно данным, приведённым в подразделе, наименее теплостойкими элементами являются конденсаторы типа К50-6 и резисторы СП5-3. Для них Tmin=70°С.
Таким образом
dTc=70-40=30°C
Далее, используя график зависимости dTc=f(lgq), приведённый на рисунке 7.8 [17], выбираем предпочтительный способ охлаждения. Вся методика расчёта и рисунок взяты из [17].
Рассчитанным выше значениям lg q и dT соответствует область 1. Для данной области целесообразно применение естественного воздушного охлаждения. Таким образом, для охлаждения измерительного блока выбираем естественное воздушное охлаждение. Такое охлаждение является наиболее простым, надёжным и дешёвым способом охлаждения и осуществляется без затрат дополнительной энергии.
Похожие работы
... —к «массе». Качество отработки элементов вождения по трудным грунтам зависит от наличия и состояния цепей противоскольжения, трековых дорожек, матов и средств самовытаскивания 4. РАЗРАБОТКА КОНСТРУКЦИИ ДУБЛИРУЮЩЕГО УСТРОЙСТВА УПРАВЛЕНИЯ 4.1. ОПРЕДЕЛЕНИЕ РАСЧЕТНОЙ НАГРУЗКИ НА ВАЛ, ВОЗВРАТНЫЕ ПРУЖИНЫ И ПЕДАЛИ. Номинальное усилие на дополнительные педали тормоза и сцепления будет находиться в ...





... автоматизированного управления технологическими процессами (АСУТП). Составление технического задания Рис.9. Схема технологии производства упаковки из картона Разработка упаковки Верстка графического дизайна Изготовление макета Раскладка на лист ...
... ; · транзисторы; · разьемы; 4) пайка 5) очистка ПП; 6) маркировка; 7) контроль; 8) настройка. Разработанная технология сборки приведена в приложении. Заключение В результате работы над курсовым проектом была разработана конструкция прибора измерителя емкости, которая полностью отвечает современным эргономическим, массогабаритным и функциональным требованиям, а также другим ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев