Конструкторско-технологические требования
РАЗРАБОТКА КОНСТРУКЦИИ УСТРОЙСТВА
СХЕМОТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ
РАЗРАБОТКА ПРИНЦИПИАЛЬНОЙ СХЕМЫ
Конструкторско-технологический расчет элементов печатного рисунка
Обоснование выбора материалов и применяемых конструкторских решений
Размещение элементов и трассировка печатной платы средствами САПР
Оценка качества разработанной конструкции
Расчет показателей надежности устройства
Описание конструкции модуля
Выбор способа герметизации
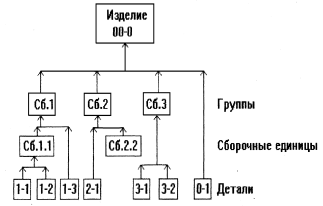
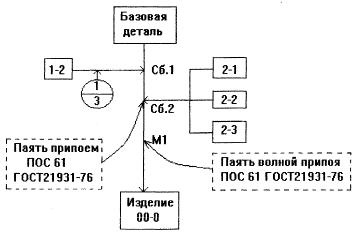
Разработка технологического процесса сборки модуля
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ДИПЛОМНОГО ПРОЕКТА
Расчёт затрат по статье “Отчисления в фонд социальной защиты населения”
Расчет стоимостной оценки затрат
Расчет единовременных затрат
Расчет чистой прибыли от реализации продукции
ОХРАНА ТРУДА И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
Навигация
Расчет показателей надежности устройства
Разработка конструкции и технологии изготовления модуля управления временными параметрами
138399
знаков
23
таблицы
10
изображений
5.4.2 Расчет показателей надежности устройства
Проблема обеспечения надежности связана со всеми этапами создания изделия и всем периодом его практического использования. Надежность изделия в основном закладывается в процессе его конструирования и обеспечивается в процессе его изготовления путем правильного выбора технологии производства, контроля качества исходных материалов, полуфабрикатов и готовой продукции, контроля режимов и условий изготовления. Надежность обеспечивается применением правильных способов хранения изделия и поддерживается правильной эксплуатацией, планомерным уходом, профилактическим контролем и ремонтом. В зависимости от назначения объекта и условий его эксплуатации, надежность может включать безотказность, долговечность, ремонтопригодность и сохраняемость. Применительно к разрабатываемому устройству наиболее часто употребляются следующие показатели надежности:
- вероятность безотказной работы - вероятность того, что в пределах заданной наработки отказ объекта не возникнет;
- средняя наработка на отказ - отношение суммарной наработки объекта к математическому ожиданию числа отказов в течение этой наработки
- заданная наработка (заданное время безотказной работы) - наработка, в течение которой объект должен безотказно работать для выполнения своих функций;
- интенсивность отказов - вероятность отказов неремонтируемого изделия в единицу времени после заданного момента времени при условии, что до этого отказ не возникал. Другими словами - это число отказов в единицу времени отнесенное к среднему числу элементов, исправно работающих в данный момент времени.
Оперируя этими понятиями можно судить о надежностных характеристиках изделия. Итак, произведем расчет надежности, приняв следующие допущения:
- отказы случайны и независимы;
- учитываются только внезапные отказы;
- имеет место экспоненциальный закон надежности.
Последнее допущение основано на том, что для аппаратуры, в которой имеют место только случайные отказы, действует экспоненциальный закон распределения - закон Пуассона - и вероятность работы в течение времени равна:
![]() (5.4.5)
(5.4.5)
Учитывая то что с точки зрения надежности все основные функциональные узлы и элементы в изделии соединены последовательно и значения их надежностей не зависят друг от друга, т.е. выход из строя одного элемента не меняет надежности другого и приводит к внезапному отказу изделия, то надежность изделия в целом определяется как произведение значений надежности для отдельных ![]() элементов:
элементов:
![]() (5.4.6)
(5.4.6)
где ![]() - интенсивность отказов
- интенсивность отказов ![]() - го элемента с учетом режима и условий работы,
- го элемента с учетом режима и условий работы, ![]() .
.
Учет влияния режима работы и условий эксплуатации изделия при расчетах производится с помощью поправочного коэффициента ![]() - коэффициента эксплуатации и тогда
- коэффициента эксплуатации и тогда ![]() выразится как:
выразится как:
![]() (5.4.8)
(5.4.8)
где ![]() - интенсивность отказов
- интенсивность отказов ![]() - го элемента при лабораторных условиях работы и коэффициенте электрической нагрузки
- го элемента при лабораторных условиях работы и коэффициенте электрической нагрузки ![]() .
.
Для точной оценки ![]() нужно учитывать несколько внешних и внутренних факторов: температуру корпусов элементов; относительную влажность; уровень вибрации, передаваемый на элементы и т.д. С этой целью может быть использовано следующее выражение:
нужно учитывать несколько внешних и внутренних факторов: температуру корпусов элементов; относительную влажность; уровень вибрации, передаваемый на элементы и т.д. С этой целью может быть использовано следующее выражение:
![]() , (5.4.9)
, (5.4.9)
где ![]() - поправочный коэффициент, учитывающий
- поправочный коэффициент, учитывающий ![]() - ый фактор;
- ый фактор;
![]() - поправочный коэффициент, учитывающий влияние температуры;
- поправочный коэффициент, учитывающий влияние температуры;
![]() - поправочный коэффициент, учитывающий влияние электрической нагрузки;
- поправочный коэффициент, учитывающий влияние электрической нагрузки;
![]() - поправочный коэффициент, учитывающий влияние влажности;
- поправочный коэффициент, учитывающий влияние влажности;
![]() - поправочный коэффициент, учитывающий влияние механических воздействий.
- поправочный коэффициент, учитывающий влияние механических воздействий.
Все ![]() определяются из справочных зависимостей и таблиц, где они приведены в виде
определяются из справочных зависимостей и таблиц, где они приведены в виде ![]() и
и ![]() , как объединенные
, как объединенные ![]() с
с ![]() и
и ![]() с
с ![]() .
.
После этого можно определить значение суммарной интенсивности отказов элементов изделия по формуле:
 , (5.4.10)
, (5.4.10)
где ![]() - число элементов в группе,
- число элементов в группе, ![]() ;
;
![]() - интенсивность отказа элементов в
- интенсивность отказа элементов в ![]() -ой группе,
-ой группе, ![]() ;
;
![]() - коэффициент эксплуатации элементов в
- коэффициент эксплуатации элементов в ![]() -ой группе;
-ой группе;
![]() - общее число групп.
- общее число групп.
Исходные данные по группам элементов, необходимые для расчета показателей надежности приведены в таблице 5.4.2.
Таблица 5.4.2 - Справочные и расчетные данные об элементах конструкции
|
| Наименование Группы |
|
|
|
|
|
|
ч |
|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1 | Конденсаторы керамические | 16 | 0.15 | 0.35 | 1.07 | 0.38 | 0.97 | 1.1 | 5,54 |
| 2 | Аналоговые микросхемы | 2 | 0.02 | 0.7 | 1.07 | 0.75 | 0.05 | 0.5 | 0.28 |
| 3 | Цифровые микросхемы | 5 | 0.02 | 0.7 | 1.07 | 0.75 | 0.50 | 0.5 | 3.07 |
| 4 | Разъем многоштырьковый (9 штырей) | 2 | 3.2 | 0.7 | 1.07 | 0.75 | 4.8 | 1.2 | 27.4 |
| 5 | Соединения пайкой | 795 | 0.01 | 0.8 | 1.07 | 0.86 | 7.1 | 1.2 | 40.6 |
| 7 | Плата печатная | 1 | 0.2 | 0.6 | 1.07 | 0.64 | 0.13 | 3.2 | 0,74 |
 1/ч
1/чВоспользовавшись данными таблицы 5.4.2 по формуле (5.4.10) можно определить суммарную интенсивность отказов ![]() ,
, ![]() 1/час.
1/час.
Далее найдем среднюю наработку на отказ ![]() , применив следующую формулу:
, применив следующую формулу:
 (5.4.11)
(5.4.11)
Итак, имеем:
![]() часов.
часов.
Вероятность безотказной работы определяется исходя из формулы (5.4.12), приведенной к следующему виду:
 , (5.4.13)
, (5.4.13)
где ![]() часов - заданное по ТЗ время безотказной работы.
часов - заданное по ТЗ время безотказной работы.
Итак, имеем:
Среднее время восстановления определяется последующей формуле:
 , (5.4.14)
, (5.4.14)
где ![]()
![]() - вероятность отказа элемента i-ой группы;
- вероятность отказа элемента i-ой группы;
![]() - случайное время восстановления элемента i-ой группы, приближенные значения которого указаны в таблице 5.4.2.
- случайное время восстановления элемента i-ой группы, приближенные значения которого указаны в таблице 5.4.2.
Подставив значения в формулу (5.4.9), получим среднее время восстановления ![]() =1.059ч.
=1.059ч.
Далее можно определить вероятность восстановления по формуле:
![]() , (5.4.14)
, (5.4.14)
где ![]() =6.4ч.
=6.4ч.
Следовательно, по формуле (5.4.14) определим ![]() , что больше
, что больше ![]() .
.
Таким образом, полученные данные удовлетворяют требованиям ТЗ по надежности, так как при заданном времени непрерывной
работы ![]() ч проектируемый блок будет работать с вероятностью
ч проектируемый блок будет работать с вероятностью ![]() . При этом он будет иметь среднюю наработку на отказ
. При этом он будет иметь среднюю наработку на отказ ![]() ч и вероятность восстановления,
ч и вероятность восстановления, ![]() следовательно, дополнительных мер по повышению надежности разрабатываемого устройства не требуется.
следовательно, дополнительных мер по повышению надежности разрабатываемого устройства не требуется.
Похожие работы
... —к «массе». Качество отработки элементов вождения по трудным грунтам зависит от наличия и состояния цепей противоскольжения, трековых дорожек, матов и средств самовытаскивания 4. РАЗРАБОТКА КОНСТРУКЦИИ ДУБЛИРУЮЩЕГО УСТРОЙСТВА УПРАВЛЕНИЯ 4.1. ОПРЕДЕЛЕНИЕ РАСЧЕТНОЙ НАГРУЗКИ НА ВАЛ, ВОЗВРАТНЫЕ ПРУЖИНЫ И ПЕДАЛИ. Номинальное усилие на дополнительные педали тормоза и сцепления будет находиться в ...





... автоматизированного управления технологическими процессами (АСУТП). Составление технического задания Рис.9. Схема технологии производства упаковки из картона Разработка упаковки Верстка графического дизайна Изготовление макета Раскладка на лист ...
... ; · транзисторы; · разьемы; 4) пайка 5) очистка ПП; 6) маркировка; 7) контроль; 8) настройка. Разработанная технология сборки приведена в приложении. Заключение В результате работы над курсовым проектом была разработана конструкция прибора измерителя емкости, которая полностью отвечает современным эргономическим, массогабаритным и функциональным требованиям, а также другим ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев