Конструкторско-технологические требования
РАЗРАБОТКА КОНСТРУКЦИИ УСТРОЙСТВА
СХЕМОТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ
РАЗРАБОТКА ПРИНЦИПИАЛЬНОЙ СХЕМЫ
Конструкторско-технологический расчет элементов печатного рисунка
Обоснование выбора материалов и применяемых конструкторских решений
Размещение элементов и трассировка печатной платы средствами САПР
Оценка качества разработанной конструкции
Расчет показателей надежности устройства
Описание конструкции модуля
Выбор способа герметизации
Разработка технологического процесса сборки модуля
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ДИПЛОМНОГО ПРОЕКТА
Расчёт затрат по статье “Отчисления в фонд социальной защиты населения”
Расчет стоимостной оценки затрат
Расчет единовременных затрат
Расчет чистой прибыли от реализации продукции
ОХРАНА ТРУДА И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
Навигация
Разработка технологического процесса сборки модуля
Разработка конструкции и технологии изготовления модуля управления временными параметрами
138399
знаков
23
таблицы
10
изображений
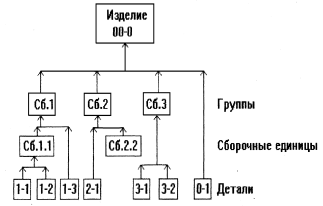
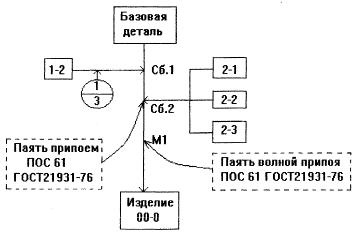
6.2 Разработка технологического процесса сборки модуля
Типовая структура технологического процесса изготовления модуля включает следующие операции: входной контроль элементов и печатных плат, подготовка к монтажу, установка комплектующих элементов на плату, нанесение флюса и его сушка, пайка, очистка от остатков флюса, контрольно-регулировочные работы, технологическая тренировка, маркировка, герметизация и приемо-сдаточные испытания. Сборка осуществляется согласно ГОСТ 23887-79.
Входной контроль — это технологический процесс проверки поступающих на завод ЭРЭ, ИМС и ПП по параметрам, определяющим их работоспособность и надежность перед включением этих элементов в производство. Входной контроль комплектующих элементов может быть как 100 % так и выборочным.
Подготовка ЭРЭ и ИМС включает распаковку элементов, выпрямление, зачистку, формовку, обрезку и лужение выводов, размещение элементов в технологической таре. Для проведение подготовительных операций разработано много типов технологического оборудования и оснастки. В условиях мелкосерийного производства подготовка осуществляется пооперационно с ручной подачей элементов.
Установка элементов на печатные платы в зависимости от характера производства может выполняться вручную, механизированным и автоматизированными способами.
Нанесение флюса на плату может осуществляться различными способами (кистью, погружением, потягиванием, распылением, вращающимися щетками, пенное и волной). Нанесенный слой флюса перед пайкой просушивается при температуре 353…375 К, а плата подогревается.
Групповая пайка элементов со штыревыми выводами производится волной припоя на автоматизированных установках модульного типа.
Процесс групповой пайки начинаются с подготовки поверхности ПП, которая заключается в зачистке мест пайки и обезжиривании. Зачистку выполняют эластичными кругами с абразивным порошком или металлическими щетками. Затем поверхность платы обезжиривают в растворе спирта с бензином и обдувают воздухом. Защита участков платы не подлежащих пайке, осуществляется маской из бумажной ленты, пропитанной костным клеем. Маску приклеивают к плате так, чтобы места пайки не выходили за пределы отверстий в маске. Вместо бумажной маски можно применять слой краски, наносимой через сетчатый трафарет. Краска должна противостоять непосредственному воздействию расплавленного припоя, температура которого доходит до 260 ° С.
Следующим этапом является нанесение флюса и подогрев платы, который удаляет влагу и уменьшает термический удар в момент погружения платы в расплавленный припой.
Пайка волной представляет собой процесс, при котором нагрев паяемых материалов, помещенных над ванной и подача припоя к месту соединения осуществляется стоячей волной припоя возбуждаемой в ванне. При пайке волной припоя устраняется возможность быстрого окисления припоя и температурных деформации платы.
Заключительной операцией групповой пайки является удаление маски. Для этого ПП погружают на 0.8 … 0.9 ее толщины в ванну с горячей водой (t=40 ° С) и выдерживают до тех пор, пока она не отклеится (2…3 мин). Затем плату обдувают горячим воздухом до полного высыхания.
Удаление остатков водорастворимых флюсов осуществляется путем промывки плат в горячей проточной воде с использованием мягких щеток или кистей. Следы канифольных флюсов удаляют промывкой в течение 0.5 … 1 мин, в таких растворителях, как спирт, смесь бензина и спирта (1:1), трихлорэтилен и др.
Выходной контроль можно условно разделить на три последовательных этапа: 1) визуальный контроль правильности сборки и качества паяных соединений; 2)контроль правильности монтажа и поиск неисправностей; 3)функциональный контроль.
При разработке технологии необходимо руководствоваться следующим:
предшествующие операции не должны затруднять выполнение последующих;
необходимо стремиться применять наиболее совершенные формы организации производства;
при поточной сборке разбивка процесса на операции определяется ритмом сборки, причем время, затрачиваемое на выполнение каждой операции должно быть равно или кратно ритму;
после наиболее ответственных операций сборки, а также после операций, содержащих регулировку или наладку, выводится контрольная операция или переход.
Учитывая все выше изложенные операции, для выполнения технологического процесса сборки и монтажа модуля , можно предложить следующие виды отечественного и зарубежного оборудования :
Автомат комплексной подготовки элементов АКПР-1.Он предназначен для формовки и лужения выводов ЭРЭ в цилиндрических корпусах. Построен он по модульному типу. В нем имеются входной и выходной магазин с прямоточными кассетами, пресс и штамп, линейный манипулятор, пульт управления.
Автомат подготовки выводов конденсаторов из липкой ленты ВА-200 (ФРГ).
Автомат формовки выводов ИМС ГГ-2629.
Полуавтомат УР-5, предназначенный для установки навесных элементов на плату.
Полуавтомат УР-10, предназначенный для установки ИМС на плату.
Автомат УЗО-4М, предназначен для очистки плат от остатков флюса.
Полуавтомат контроля и настройки электрических параметров CMG-100.
Приспособление для визуального контроля ГГ6366У/012. Производится визуальный контроль качества сборки при увеличении 2,5.
Автомат нанесения влагозащитного лака УЛПМ-901.
Ориентировочный технологический процесс сборки модуля приведен в таблице 6.2.1.
Таблица 6.2.1 – Ориентировочный технологический процесс сборки модуля.
| № операции | Наименование и содержание операции | Оборудование и приспособления. |
| 1 | Входной контроль микросхем и ПП. | Лупа 10X, тенд. |
| 2 | Защита маркировки. | Вытяжной шкаф, ванна. |
| 3 | Формовка и обрезка выводов. | АКПР-1, ВА-200, ГГ2629. |
| 4 | Лужение выводов. Флюсовать выводы погружением во флюс ФСКП. Лудить выводы припоем ПОС-61. | АКПР-1, ВА-200, ГГ2629. |
| 5 | Подготовка ПП к сборке. Лудить контактные площадки. | Ванна для обезжиривания. |
| 6 | Установка элементов на ПП. | УР-5, УР-10. |
| 7 | Пайка выводов элементов к ПП. | |
| 8 | Очистка платы от остатков флюса. | УЗО-4М. |
| 9 | Контроль электрических параметров. Настройка. | CMG-100. |
| 10 | Влагозащита. Покрытие лаком УР-231. | УЛПМ-901. |
| 11 | Визуальный контроль качества сборки при увеличении 2,5. | ГГ6366У/012. |
Маршрутная карта на техпроцесс изготовления печатной платы приведена в приложении.
Похожие работы
... —к «массе». Качество отработки элементов вождения по трудным грунтам зависит от наличия и состояния цепей противоскольжения, трековых дорожек, матов и средств самовытаскивания 4. РАЗРАБОТКА КОНСТРУКЦИИ ДУБЛИРУЮЩЕГО УСТРОЙСТВА УПРАВЛЕНИЯ 4.1. ОПРЕДЕЛЕНИЕ РАСЧЕТНОЙ НАГРУЗКИ НА ВАЛ, ВОЗВРАТНЫЕ ПРУЖИНЫ И ПЕДАЛИ. Номинальное усилие на дополнительные педали тормоза и сцепления будет находиться в ...





... автоматизированного управления технологическими процессами (АСУТП). Составление технического задания Рис.9. Схема технологии производства упаковки из картона Разработка упаковки Верстка графического дизайна Изготовление макета Раскладка на лист ...
... ; · транзисторы; · разьемы; 4) пайка 5) очистка ПП; 6) маркировка; 7) контроль; 8) настройка. Разработанная технология сборки приведена в приложении. Заключение В результате работы над курсовым проектом была разработана конструкция прибора измерителя емкости, которая полностью отвечает современным эргономическим, массогабаритным и функциональным требованиям, а также другим ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев