Конструкторско-технологические требования
РАЗРАБОТКА КОНСТРУКЦИИ УСТРОЙСТВА
СХЕМОТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ
РАЗРАБОТКА ПРИНЦИПИАЛЬНОЙ СХЕМЫ
Конструкторско-технологический расчет элементов печатного рисунка
Обоснование выбора материалов и применяемых конструкторских решений
Размещение элементов и трассировка печатной платы средствами САПР
Оценка качества разработанной конструкции
Расчет показателей надежности устройства
Описание конструкции модуля
Выбор способа герметизации
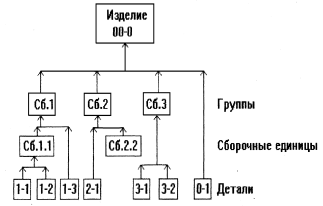
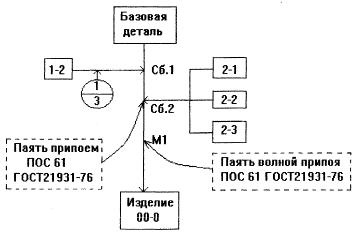
Разработка технологического процесса сборки модуля
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ДИПЛОМНОГО ПРОЕКТА
Расчёт затрат по статье “Отчисления в фонд социальной защиты населения”
Расчет стоимостной оценки затрат
Расчет единовременных затрат
Расчет чистой прибыли от реализации продукции
ОХРАНА ТРУДА И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
Навигация
Обоснование выбора материалов и применяемых конструкторских решений
Разработка конструкции и технологии изготовления модуля управления временными параметрами
138399
знаков
23
таблицы
10
изображений
5.2 Обоснование выбора материалов и применяемых конструкторских решений
Проектирование современной электронно-вычислительной аппаратуры (ЭВА) основано на модульном принципе, на базе которого разработаны функционально-модульный, функционально-узловой и функционально-блочный методы конструирования. Основное требование при проектировании ЭВА состоит в том, чтобы создаваемое устройство было эффективнее своего аналога, то есть превосходило по качеству функционирования, степени миниатюризации.
Современные конструирования должны обеспечивать снижение стоимости, в том числе и энергоемкости, уменьшение объема и массы; расширение области использования микроэлектронной базы, увеличение степени интеграции, микроминиатюризацию межэлементных соединений и элементов несущих конструкций; магнитную совместимость и интенсификацию теплоотвода, широкое внедрение методов оптимального конструирования, высокую технологичность, однородность структуры, максимальное использование стандартизации.
Разрабатываемое нами устройство является печатной платой, следовательно, от правильного расположения корпусов микросхем зависят такие параметры как габариты, масса, надежность работы, помехоустойчивость. Чем плотнее будут располагаться корпуса микросхем на плоскости, тем сложнее автоматизировать их монтаж, тем более жестким будет температурный режим их работы, тем больший уровень помех будет наводиться в сигнальных связях. И наоборот, чем больше расстояние между микросхемами, тем менее эффективно используется физический объем машины, тем больше длина связей. Поэтому при установке микросхем на печатную плату следует учитывать все последствия выбора того или иного варианта размещения. Выбор шага микросхем на печатной плате определяется требуемой плотностью компоновки микросхем, температурным режимом работы, методом разработки топологии печатных плат, сложностью принципиальной схемы и конструктивными параметрами корпуса микросхемы. Вне зависимости от типа корпуса шаг установки микросхем рекомендуется принимать кратным 2,5мм. При этом зазоры между корпусами не должны быть меньше 1,5мм.
Микросхемы на печатных платах располагаются линейно-многорядно, однако допускается их размещение в шахматном порядке. Такое размещение корпусов микросхем позволяет автоматизировать процессы сборки и контроля, с большей эффективностью использовать полезную площадь печатной платы и прямоугольную систему координат для определения места расположения корпусов.
Корпуса микросхем со штыревыми выводами устанавливают только с одной стороны платы. Преимущество микросхем со штыревыми выводами - возможность автоматизации сборки и монтажа.
Следует также учитывать, что аналоговые микросхемы следует размещать в одном месте платы, для исключения помех.
На начальном этапе компоновки выберем размеры печатной платы соответствующим размерам оговоренных в техническом задании, а именно 120Х100 мм. В последующем эти размеры будут уточняться.
При выборе материалов конструкции, также как и при выборе элементной базы, необходимо руководствоваться комплексом взаимосвязанных физико-механических, электрических, технологических, экономических и других требований.
В первую очередь проведем выбор материала печатных плат.
Основными материалами, применяемыми для изготовления печатных плат, являются слоистые пластики, состоящие из связки и наполнителя. Основные параметры этих материалов приведены в таблице 5.2.1.
Таблица 5.2.1- Основные параметры слоистых пластиков
| Параметр | Значение | ||
| Гетинакс | Текстолит | Стеклотекстолит | |
| Относительная диэлектрическая проницаемость | 4,5...6 | 4,5...6 | 5...6 |
| Тангенс угла потерь (диэлектрических) | 0,008...0,02 | 0,03... 0,04 | 0,005...0,02 |
| Объемное удельное сопротивление | 10...1000 | 10...1000 | 1000...10000 |
| Диапазон рабочих температур, оС | от-60 до +80 | От -60 до +70 | от-60 до +80 |
| Коэфициент теплопроводности | 0,25...0,3 | 0,23... 0,3 | 0,34...0,74 |
| ТКПР | 22 | 22 | 8...9 |
| Удельная прочность при растяжении | 49 | 70 | 180 |
| Удельная прочность при сжатии | - | 105 | 42 |
Выбор материалов для производства печатной платы нашего устройства необходимо производить исходя из условий его эксплуатации и условий проведения испытаний на прочность.
Материал печатной платы должен обладать механической прочностью на изгиб и растяжение. Кроме этого материал печатной платы должен иметь диапазон рабочих температур не меньший, чем у всего устройства.
Учитывая эти и другие требования можно выбрать в качестве материала печатной платы стелкотекстолит марки СФ2-35-2 ГОСТ 10316-78.
При выборе припоя следует учитывать, что припой должен быть легкоплавким, недорогим и технологичным. Кроме этого припой должен обладать хорошей адгезией к меди, а также иметь малое переходное сопротивление. Выберем наиболее распространенный оловяно-свинцовый припой марки ПОС-61 ГОСТ 21931-76. Характеристики этого припоя приведены в таблице 5.2.2.
Таблица 5.2.2 Характеристика припоя марки ПОС-61
| Характеристика | Значение |
| Температура полного раплавления, оС | 190 |
| Электросопротивление, мкОм/м | 0,12 |
| Прочность паяемых соединений, МПа | 30...40 |
Похожие работы
... —к «массе». Качество отработки элементов вождения по трудным грунтам зависит от наличия и состояния цепей противоскольжения, трековых дорожек, матов и средств самовытаскивания 4. РАЗРАБОТКА КОНСТРУКЦИИ ДУБЛИРУЮЩЕГО УСТРОЙСТВА УПРАВЛЕНИЯ 4.1. ОПРЕДЕЛЕНИЕ РАСЧЕТНОЙ НАГРУЗКИ НА ВАЛ, ВОЗВРАТНЫЕ ПРУЖИНЫ И ПЕДАЛИ. Номинальное усилие на дополнительные педали тормоза и сцепления будет находиться в ...





... автоматизированного управления технологическими процессами (АСУТП). Составление технического задания Рис.9. Схема технологии производства упаковки из картона Разработка упаковки Верстка графического дизайна Изготовление макета Раскладка на лист ...
... ; · транзисторы; · разьемы; 4) пайка 5) очистка ПП; 6) маркировка; 7) контроль; 8) настройка. Разработанная технология сборки приведена в приложении. Заключение В результате работы над курсовым проектом была разработана конструкция прибора измерителя емкости, которая полностью отвечает современным эргономическим, массогабаритным и функциональным требованиям, а также другим ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев