Конструкторско-технологические требования
РАЗРАБОТКА КОНСТРУКЦИИ УСТРОЙСТВА
СХЕМОТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ
РАЗРАБОТКА ПРИНЦИПИАЛЬНОЙ СХЕМЫ
Конструкторско-технологический расчет элементов печатного рисунка
Обоснование выбора материалов и применяемых конструкторских решений
Размещение элементов и трассировка печатной платы средствами САПР
Оценка качества разработанной конструкции
Расчет показателей надежности устройства
Описание конструкции модуля
Выбор способа герметизации
Разработка технологического процесса сборки модуля
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ДИПЛОМНОГО ПРОЕКТА
Расчёт затрат по статье “Отчисления в фонд социальной защиты населения”
Расчет стоимостной оценки затрат
Расчет единовременных затрат
Расчет чистой прибыли от реализации продукции
ОХРАНА ТРУДА И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
Навигация
ОХРАНА ТРУДА И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
Разработка конструкции и технологии изготовления модуля управления временными параметрами
138399
знаков
23
таблицы
10
изображений
9 ОХРАНА ТРУДА И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
9.1Обеспечение эргономичности устройства управления временными параметрами на базе ЦПС и условий его эксплуатации
Разрабатываемое устройство предполагается использовать в качестве управляющего оборудования в модулях промышленной автоматики.Эскиз панели управления приведён на рисунке 1.
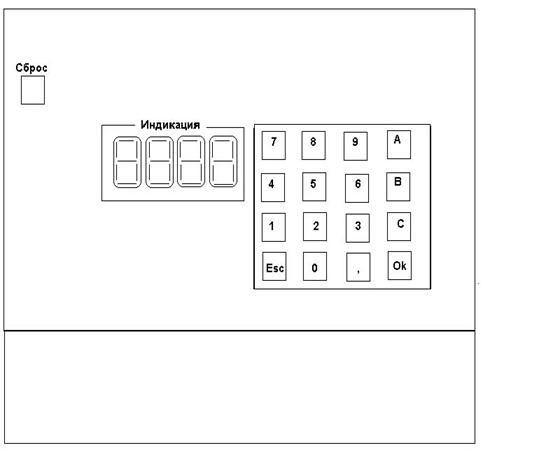
Рис.9.1 Эскиз панели управления
Процесс управления осуществляется следующим образом:
а)оператор путем нажатия кнопки « Сброс » приводит устройство в состояние готовности к работе.
б)используя наборное поле задает значения временных интервалов и параметры контролируемого параметра ;
в)кнопкой «Ok» непосредственно включает систему в режим автоматики.
Местом применения устройства является шкаф или стойка.
Данное пространство можно охарактеризовать следующей совокупностью вредных и опасных и факторов, сопутствующих при работе с проектируемым объектом : недостаточная аэронизация воздуха; недостаточное или некачественное освещение; низкие эргономические показатели рабочего места.
Нормирование естественного и искусственного освещения производится СНиП 11-4–79 в зависимости от характеристики зрительной работы и объекта различения[ ]. Освещение на рабочем месте должно быть таким, чтобы работающий мог без напряжения зрения выполнять свою работу. Недостаточность освещения приводит к напряжению зрения, преждевременной усталости и ослабляет внимание.
В этих условиях для нормального функционирования системы человек- машина (СЧМ) необходимо обеспечить высокие эргономические качества изделия.
Общие эргономические требования к производственному оборудованию регламентируются ГОСТ 12.2.049-80.
Основными эргономическими показателями проектируемого являются: размер лицевой панели; размеры и форма органов управления, а также усилия необходимые для управления ими; размеры надписей и знаков; световые характеристики индикаторов и надписей; яркостные характеристики индикаторов.
Выбор конкретного типа компонента лицевой панели должен проводиться на основе комплексного подхода, при котором учитывается и согласовывается множество различных и часто противоречивых факторов.
Произведем расчет следующих эргономических показателей устройства : размеров лицевой панели; размеров компонентов лицевой панели; эргономических характеристик органов управления лицевой панели.Размеры лицевой панели определяются не только конкретными требованиями (суммарной площадью компонентов, расположением на панели, коэффициентом заполнения панели), но и эргономическими и психофизическими требованиями человека – оператора. Максимально допустимый размер лицевой панели определяется исходя из горизонтального и вертикального угловых размеров зоны периферического зрения оператора и заданного расстояния до лицевой панели. Тогда максимальная длина, высота и площадь лицевой панели можно рассчитать из выражений [ ]
 (9.1)
(9.1)
 , (9.2)
, (9.2)
![]() , (9.3)
, (9.3)
где L=50 см – расстояние до лицевой панели;
![]() = 90° – горизонтальный угол периферического зрения;
= 90° – горизонтальный угол периферического зрения;
![]() = 75° – вертикальный угол периферического зрения.
= 75° – вертикальный угол периферического зрения.
Получим, ![]() ,
,![]() ,
, ![]() =7700 см2 .
=7700 см2 .
Минимальная площадь лицевой панели, удовлетворяющая эргономическим требованиям , может быть определена из соотношения
 , (9.4)
, (9.4)
где N – количество компонентов, устанавливаемых на лицевую панель;
SПЗ – площадь оперативного поля зрения,определенная по формуле
 , (9.5)
, (9.5)
где ![]() =
= ![]() - угол оперативного поля зрения.
- угол оперативного поля зрения.
Учитывается, что в поле зрения оператора должно попадать 4…8 компонентов лицевой панели (примем 6) и приняв ![]() , получим:
, получим: ![]()
Фактическая площадь лицевой панели выбирается из условия:
![]() (9.6)
(9.6)
В данном случае:
![]()
Минимально допустимая высота знака надписей, позволяющая оператору надежно их распознавать, определяется по формуле
 , (9.7)
, (9.7)
где ![]() - минимальный угловой размер знака.
- минимальный угловой размер знака.
Минимально допустимая ширина знака оценивается выражением
![]() ,
(9.8)
,
(9.8)
где ![]() - формат знака .
- формат знака .![]()
Получим ![]() и
и ![]() .
.
Все компоненты должны иметь не только соответствующие размеры, но и выделяться на фоне лицевой панели при соответствующей внешней освещенности, т.е. они должны иметь необходимый контраст по отношению к фону:
![]() (9.9)
(9.9)
где К – коэффициент контраста.
Рассчитаем коэффициент контраста для индикатора . Он будет иметь обратный контраст:
 ,
(9.10)
,
(9.10)
где ВФ - яркость фона;
ВП - яркость предмета (индикатора).
Яркость фона определяется из соотношения
![]() , (9.11)
, (9.11)
где ![]() - освещенность поверхности;
- освещенность поверхности;
![]() - коэффициент отражения поверхности (лицевая панель черного цвета);
- коэффициент отражения поверхности (лицевая панель черного цвета);
![]() - яркость отражения.
- яркость отражения.
Яркость индикатора оценивается соотношением
 , (9.12)
, (9.12)
где I - сила света источника ( I = 0,9 мкКд - светодиод АЛ 307 Б - красного цвета свечения );
![]() - площадь светящейся поверхности;
- площадь светящейся поверхности;
![]() - угол, под которым видна светящаяся поверхность оператору (
- угол, под которым видна светящаяся поверхность оператору (![]() ).
).
В результате получим, что ![]() , что удовлетворяет условию (9.9).
, что удовлетворяет условию (9.9).
Органы управления, являющиеся компонентами лицевой панели, должны быть не только хорошо различимы на лицевой панели, но и отвечать эргономическим требованиям. Их форма должна быть удобной для захвата рукой оператора, а размеры обеспечивать требуемые усилия для приведения их в действие.
Для приводных элементов нажимного действия (кнопки управления) их размер (площадь) может быть определена по формуле
 , (9.13)
, (9.13)
где ![]() - сопротивление нажатию на оси органа управления;
- сопротивление нажатию на оси органа управления;
![]() - площадь оси органа управления;
- площадь оси органа управления;
![]() величина допустимого усилия для приводных элементов приводного действия.
величина допустимого усилия для приводных элементов приводного действия.
Кнопки наборного поля имеют сопротивление нажатию Fдоп= 3Н , площадь оси ![]() = 28 мм ² . Определим размер приводных элементов по формуле (9.13)
= 28 мм ² . Определим размер приводных элементов по формуле (9.13)
 ²
²
Лицевая панель управления выполнена черного цвета для обеспечения требуемых контрастов и надписей . Надписи выполнены белой несмываемой краской, шрифтом не менее 4мм.
Кнопка « Cброс » располагается в левом верхнем углу, так как большинство людей работают правой рукой, а операции с данным органом управления будут производиться редко,индикаторы в центре , а наборное поле с правой стороны для более лёгкого доступа правой рукой.
Проанализировав все приведенные выше расчеты можно сделать выводы о том, что спроектированное устройство управления временными параметрами на базе ЦПС удовлетворяет эргономическим и эстетическим требованиям, предъявляемых к блокам такого типа.
Список использованных источников
1. Романов Ф.И., Шахнов В.А., “Конструкционные системы микро- и персональных ЭВМ”, Москва, ВШ, 1995г.
2. Шерстнёв В.В., “Конструирование и микроминиатюризация ЭВМ”, Москва, ВШ, 1984г.
Похожие работы
... —к «массе». Качество отработки элементов вождения по трудным грунтам зависит от наличия и состояния цепей противоскольжения, трековых дорожек, матов и средств самовытаскивания 4. РАЗРАБОТКА КОНСТРУКЦИИ ДУБЛИРУЮЩЕГО УСТРОЙСТВА УПРАВЛЕНИЯ 4.1. ОПРЕДЕЛЕНИЕ РАСЧЕТНОЙ НАГРУЗКИ НА ВАЛ, ВОЗВРАТНЫЕ ПРУЖИНЫ И ПЕДАЛИ. Номинальное усилие на дополнительные педали тормоза и сцепления будет находиться в ...





... автоматизированного управления технологическими процессами (АСУТП). Составление технического задания Рис.9. Схема технологии производства упаковки из картона Разработка упаковки Верстка графического дизайна Изготовление макета Раскладка на лист ...
... ; · транзисторы; · разьемы; 4) пайка 5) очистка ПП; 6) маркировка; 7) контроль; 8) настройка. Разработанная технология сборки приведена в приложении. Заключение В результате работы над курсовым проектом была разработана конструкция прибора измерителя емкости, которая полностью отвечает современным эргономическим, массогабаритным и функциональным требованиям, а также другим ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев