Проектувальні заходи щодо ділянки модернізації
Розробка перебільшеного профілю колії
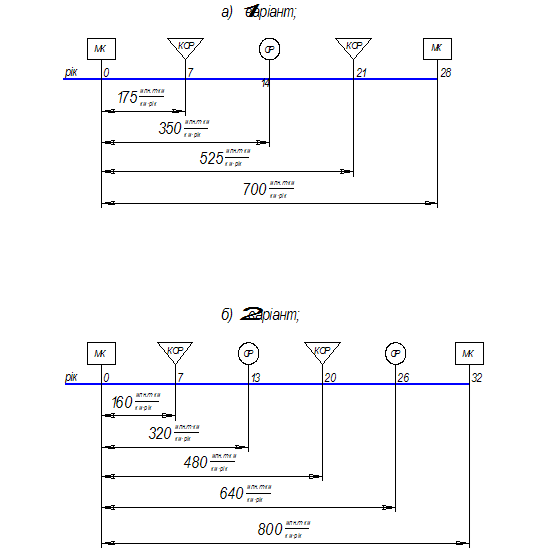
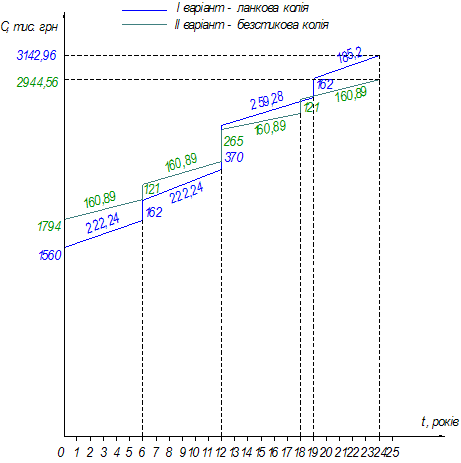
ТЕХНІКО-ЕКОНОМІЧНЕ ОБҐРУНТУВАННЯ ВИБОРУ КОНСТРУКЦІЇ КОЛІЇ
ОРГАНІЗАЦІЯ І ТЕХНОЛОГІЯ МОДЕРНІЗАЦІЇ
Організація робіт
Організація робіт
Виготовлення довгих рейкових плітей безпосередньо в колії
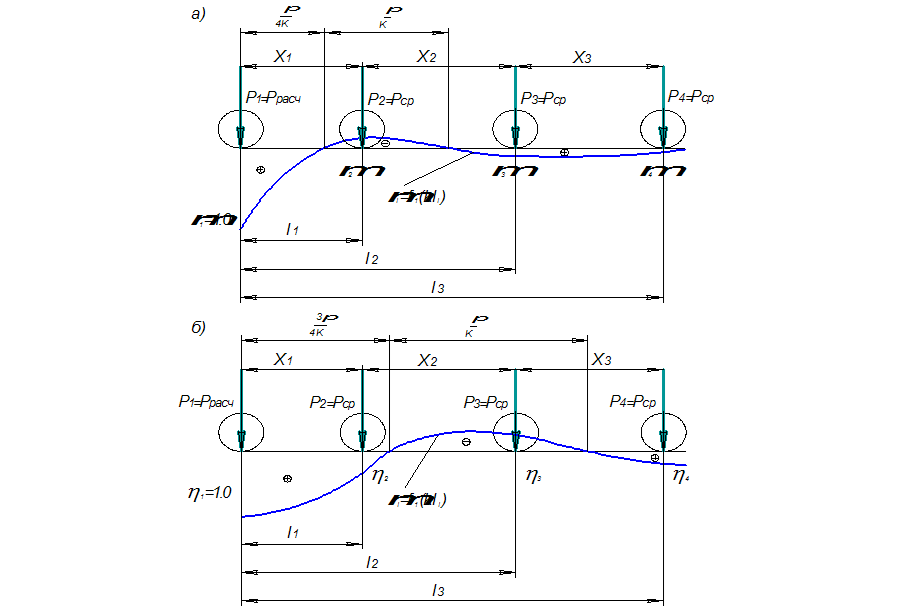
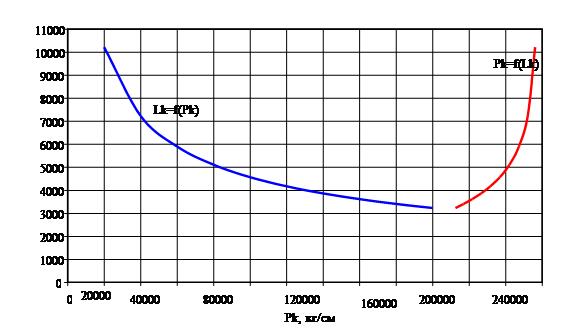
Розрахунок будови колії на міцність
Визначення напружень на основній площадці земляного полотна
Метод С.П. Першина
> 95
ЗАХОДИ З ОХОРОНИ ПРАЦІ ТА БЕЗПЕКИ РУХУ ПОЇЗДІВ ПРИ ВИКОНАННІ РОБІТ В ПРОЦЕСІ МОДЕРНІЗАЦІЇ КОЛІЇ
Заходи по створенню безпечних умов праці
ВИЗНАЧЕННЯ ТЕМПЕРАТУРНИХ УМОВ УЛАШТУВАННЯ БЕЗСТИКОВОЇ КОЛІЇ З УРАХУВАННЯМ ЗМІНИ ЇЇ СТАНУ В ПРОЦЕСІ ЕКСПЛУАТАЦІЇ
МПа і 400 МІІа відповідно для незагартованих і загартованих рейок, для сучасних рейок складають 470 МПа і 780 МПа
Навигация
Організація робіт
Проект модернізації колії
133777
знаков
14
таблиц
11
изображений
3.3.1.2 Організація робіт
Роботи з заміни інвентарних рейок на пліті безстикової колії діляться на підготовчі й основні.
Підготовчі роботи
Підготовчі роботи виконуються на виробничій базі і перегоні.
На виробничій базі КМС перед виїздом на перегін свердлять додаткові отвори на кінцях зрівнювальних рейок, вантажать пліті, зрівнювальні рейки, накладки і болти на платформи колієукладального поїзда, розпилюють дерев'яні шпали на напівшпали для опорних прокладок, вкладають їх у пакети для навантаження на дрезину.
На перегоні на ділянці довжиною 1800 м 11 монтерів колії (33-43) розбирають тимчасовий переїзний настил, наприкінці підготовчих робіт його укладають 8 монтерів колії (58-65). Шість монтерів колії (44-49) укладають опорні прокладки в шпальні ящики.
Рейкові пліті перевозять до місця їхнього укладання на спеціальному рухомому складі.
Шість монтерів колії (38-43) і два машиністи вивантажують зварені рейкові пліті і зрівнювальні рейки у середину колії. Рейкові пліті вивантажують парами, одночасно для правої і лівої ниток. Для цього одні кінці пари вивантажувальних тросів спеціальними захватами прикріплюють до правої і лівої рейкових ниток колії, а інші кінці цих же тросів, що пропущені через похилі лотки і протикантувальні пристрої, прикріплюють до правої і лівої рейкових плітей, які підлягають вивантаженню. На початку вивантаження кожної пари плітей плавне зрушення рухомого складу з місця стоянки виконується за вказівкою керівника робіт і продовжується зі швидкістю 3 км/год, поки кінцеві частини плітей, що вивантажуються, не пройдуть проти канту вальні пристрої і похилі лотки і не опустяться на прокладки, що вивантажені у середину колії. У той же час можливо точне суміщення кінців плітей, що вивантажуються, для з'єднання їх із кінцями раніше покладених у колію зрівнювальних рейок.
Основну частину довжини пари рейкових плітей вивантажують при прямуванні поїзда зі швидкістю 15...20 км/год. Перед закінченням вивантаження кожної пари плітей швидкість руху поїзда зменшують до 3 км/год для того, щоб плавно пропустити кінці плітей через протикантувальні пристрої і похилі лотки.
Потім 8 монтерів колії (50-57) зболчують пліті і зрівнювальні рейки. Слідом за ними 12 монтерів колії (26-37) закріплюють пліті костилями через 15 м і встановлюють захисні башмаки по торцях кожної пліті.
На ньому підготовчі роботи закінчуються, і монтери колії переходять на ділянку основних робіт.
Основні роботи.
Основні роботи на ділянці довжиною 1800 м виконуються до закриття перегону протягом 1 год. 30 хв., під час закриття перегону на 6 год. 30 хв. і закінчуються після обідньої перерви.
Роботи, що виконуються до закриття перегону.
До закриття перегону 48 монтерів колії (17-64) двома групами протягом 1 год. 30 хв. відкручують гайки клемних болтів на 1/3 різьблення зі зняттям клем на кожній другій шпалі. Шістнадцять монтерів колії (1-16) виконують розшивку тимчасово закріплених на дерев'яних прокладках рейкових плітей, вивішування рейкових плітей з установкою на ролики, установку рейкових плітей по створах і розбирання тимчасового переїзного настилу.
Роботи, що виконуються у вікно.
Після проходу останнього графікового поїзда, закриття перегону й огородження місця робіт сигналами зупинки і зняття напруги з контактної мережі 6 монтерів колії (26-31) знімають заземлювачі опор контактної мережі. Далі 20 монтерів колії (1-20) відкручують гайки клемних болтів на 1/3 різьблення, вилучають болти з гнізд підкладок, залишаючи вісім болтів із затягнутими гайками на кожних 25 м колії. Потім 5 монтерів колії (21-25) розболчують стики із зніманням накладок.
Потім 12 монтерів колії (26-37) знімають захисні башмаки з початкових торців рейкових плітей, зболчують початкові стики і заряджають пристосування для насування плітей.
Після цього виконується знімання і навантаження інвентарних рейок, а також насування рейкових плітей на підкладки за допомогою колієукладального крана УК-25/9-18, який обслуговують 12 монтерів колії (26-37) і 5 машиністів.
Наприкінці ділянки бригадою укладального крана виконується розрядка пристосування для насування плітей, знімання захисних башмаків із кінцевих торців плітей і зболчування кінцевих стиків. Потім 6 монтерів колії (26-31) заготовлюють і укладають рейкові рубки.
Слідом за колієукладачем 8 монтерів колії (58-65) установлюють клемні болти в гнізда підкладок і загвинчують гайки електрогайковими ключами на кожній п'ятій шпалі.
За ними 20 монтерів колії (38-57) установлюють клемні болти в гнізда підкладок на інших шпалах. Слідом за цією бригадою закріплюють клемні болти за допомогою ПМГ, її обслуговують 3 машиністи.
Потім дві машини ВПР-1200 роблять суцільну виправку колії (кожна на одній половині ділянки), на кожній із них зайнято по 3 машиністи. За ними динамічний стабілізатор колії ущільнює баластну призму, його також обслуговують 3 машиністи.
Після обідньої перерви 3 монтери колії (26-28) установлюють заземлювачі опор контактної мережі.
Роботи, що виконуються після вікна.
Після обідньої перерви 12 монтерів колії (1-12) укладають переїзний настил із залізобетонних плит. Десять монтерів колії (13-22) опоряджують баластну призму і 3 монтери колії (23-25) перевозять опорні прокладки на іншу ділянку.
На цьому роботи із заміни інвентарних рейок плітями безстикової колії закінчуються.
Похожие работы
... і споруди Штучні споруди, які знаходяться на ділянці модернізації, залізобетонні мости і труби не перевлаштовуються. 1.6 Безстикова колія Укладання рейкових плітей безстикової колії на ділянці ремонту виконується під час модернізації колії з укладкою інвентарних рейок типу P65 довжиною 12,5 м на роздільному скріпленні марки КБ, залізобетонних шпал з епюрою 1840-2000 шт/км на щебеневому ...
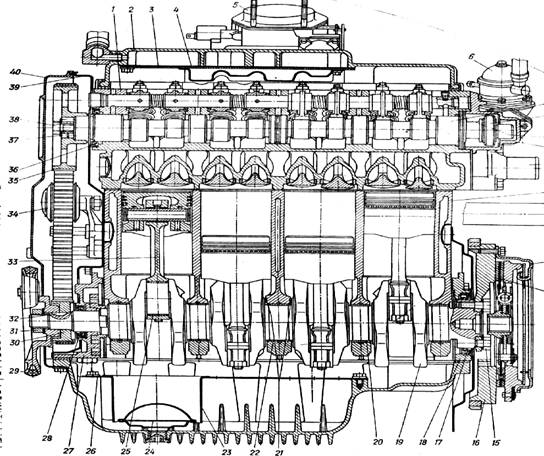
... (0,15 – 0,18) dr 4 (4,14 – 4,97) ∙10-3 8 Довжина клапана, мм l (2,3 – 3,5) dr 94 (63,5 – 96,7) ∙10-3 2.5 Проектування або модернізація вузла деталі складальної одиниці, систем. 2.5.1 Конструктивний опис вузла деталі складальної, одиниці, системи Шатун піддається впливу перемінного навантаження від тиску газів і сил інерції. Шатун складає ...
... для осіб, у контактах з якими підприємець зацікавлений. Зважаючи на актуальність питання, була обрана тема курсової роботи. Резюме Суть проекту: Модернізація ВАТ “Сумська макаронна фабрика” та організація виробництва якісних короткорізаних макаронних виробів для кращого забезпечення потреб населення Сумської області та Східної України. Мета проекту: Захопити існуючу на регіональному ринку ...
... не легітимізована конституційними засобами, а конституційні органи влади не є такими, що повною мірою відповідають уявленням людей щодо повноцінної влади. Подальша політична модернізація залишається актуальною і гострою проблемою суспільства. Таким чином, Україна з одного боку є частиною загальних світових модернізаційних процесів, тому ми можемо спостерігати наявність світових тенденцій в її полі ...
0 комментариев